Das könnte Ihnen auch gefallen
- MEP DatabookDokument668 SeitenMEP Databookjaianit8986% (7)
- Ultrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleVon EverandUltrasonic Welding of Lithium-Ion Batteries: Enter asset subtitleNoch keine Bewertungen
- Fire Hydrant System Design Installation Commisioning and TestingDokument5 SeitenFire Hydrant System Design Installation Commisioning and Testingjaianit89Noch keine Bewertungen
- Is 1870 1965Dokument168 SeitenIs 1870 1965nagarathinam82Noch keine Bewertungen
- Design of Steel Structures: Materials, Connections, and ComponentsVon EverandDesign of Steel Structures: Materials, Connections, and ComponentsNoch keine Bewertungen
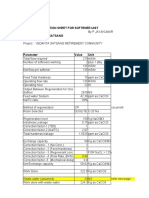
- Water Softner Design VedantaDokument5 SeitenWater Softner Design Vedantajaianit89Noch keine Bewertungen
- Paper Bag Making MachineDokument51 SeitenPaper Bag Making MachineAhmed AbbasNoch keine Bewertungen
- Saes L 125Dokument22 SeitenSaes L 125Shawn LeoNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument26 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- 816 (Welding)Dokument29 Seiten816 (Welding)Subhash SharmaNoch keine Bewertungen
- Is 432 2 1982 PDFDokument14 SeitenIs 432 2 1982 PDFAnil Daniel HansNoch keine Bewertungen
- Is 5525 1969Dokument34 SeitenIs 5525 1969Ravi KumarNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument16 SeitenDisclosure To Promote The Right To InformationCristian WalkerNoch keine Bewertungen
- Is 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Dokument38 SeitenIs 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Vivek KalaNoch keine Bewertungen
- Is 811 1987Dokument35 SeitenIs 811 1987Chandu ReddyNoch keine Bewertungen
- Is 1852 1985Dokument31 SeitenIs 1852 1985pavan_03Noch keine Bewertungen
- I S 816 - 1969Dokument29 SeitenI S 816 - 1969Hariprasad gantyalaNoch keine Bewertungen
- Is 816 1969 PDFDokument32 SeitenIs 816 1969 PDFmishra_1982Noch keine Bewertungen
- Is 7291 1981 PDFDokument38 SeitenIs 7291 1981 PDFAnubhav LakhmaniNoch keine Bewertungen
- Is 8081 Specification For Slotted SectionsDokument16 SeitenIs 8081 Specification For Slotted Sectionsbantyrock9671Noch keine Bewertungen
- Reaffirmed 1998Dokument22 SeitenReaffirmed 1998mithileshNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument27 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- Indian StandardDokument38 SeitenIndian StandardAbhishek SahNoch keine Bewertungen
- Is 7226 1974Dokument14 SeitenIs 7226 1974Santosh KumarNoch keine Bewertungen
- 805steel Gravity Water TanksDokument20 Seiten805steel Gravity Water TanksAMITaXWINoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument43 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- Indian StandardDokument12 SeitenIndian StandardBilal AhmadNoch keine Bewertungen
- Is.10742.1983 Gun Metal Rods & BarsDokument13 SeitenIs.10742.1983 Gun Metal Rods & Barsjra9090Noch keine Bewertungen
- Is - 816Dokument30 SeitenIs - 816mmkatta100% (1)
- Is 6392 1971Dokument62 SeitenIs 6392 1971Chandra SekharNoch keine Bewertungen
- Indian Standard: Specification For Round Steel Wire For RopesDokument15 SeitenIndian Standard: Specification For Round Steel Wire For RopesrajmarathiNoch keine Bewertungen
- Is 8350 1977Dokument8 SeitenIs 8350 1977UditChampaneriaNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument24 SeitenDisclosure To Promote The Right To InformationNagesh ChitariNoch keine Bewertungen
- Specification For Cold-Rolled Steel Strips For Springs (First RecisionDokument20 SeitenSpecification For Cold-Rolled Steel Strips For Springs (First Recisiontopazamp123Noch keine Bewertungen
- Is 4732 1968Dokument11 SeitenIs 4732 1968Rajashekar.PNoch keine Bewertungen
- Is 11802 (1986) - Method of Determination of Diffusible Hydrogen Content of Deposited Weld Metal From Covered Electrodes in Welding Mild and Low Alloy SteelsDokument19 SeitenIs 11802 (1986) - Method of Determination of Diffusible Hydrogen Content of Deposited Weld Metal From Covered Electrodes in Welding Mild and Low Alloy SteelsBerk ÖzdirikNoch keine Bewertungen
- Is:11384 (1985)Dokument22 SeitenIs:11384 (1985)Anonymous ye0LzaNoch keine Bewertungen
- 2713 1T3 PDFDokument34 Seiten2713 1T3 PDFJitendra Mahida100% (2)
- Glossary Steel Reinforcement For ConcreteDokument16 SeitenGlossary Steel Reinforcement For ConcreteJaneshaNoch keine Bewertungen
- Is 813Dokument33 SeitenIs 813gurubasavarajakm0% (1)
- Disclosure To Promote The Right To InformationDokument16 SeitenDisclosure To Promote The Right To Informationamit2688Noch keine Bewertungen
- IS 802 Part-2:1978Dokument13 SeitenIS 802 Part-2:1978Sardar. Vikramjit Singh RandhawaNoch keine Bewertungen
- Is 6006Dokument19 SeitenIs 6006Sathish KumarNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument21 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- IS 1570 Part 5Dokument18 SeitenIS 1570 Part 5Sheetal JindalNoch keine Bewertungen
- 1278 - Filler Rods For Gas WeldingDokument20 Seiten1278 - Filler Rods For Gas WeldingKaushik SenguptaNoch keine Bewertungen
- Is 4656Dokument12 SeitenIs 4656Rajashekar.PNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument45 SeitenDisclosure To Promote The Right To InformationBánh Cuốn Tôm ThịtNoch keine Bewertungen
- Indian Standard: Specification For Floor Door Stoppers (Dokument12 SeitenIndian Standard: Specification For Floor Door Stoppers (ssaurav89Noch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument22 SeitenDisclosure To Promote The Right To InformationjanidevangNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument14 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- (First Revision) : Indian StandardDokument29 Seiten(First Revision) : Indian StandardClevelandNoch keine Bewertungen
- Is 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsDokument14 SeitenIs 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsavijayakumarsamyNoch keine Bewertungen
- Reaffirmed 1997Dokument18 SeitenReaffirmed 1997Prachita RautNoch keine Bewertungen
- Brittle Fracture in Steel StructuresVon EverandBrittle Fracture in Steel StructuresG.M. BoydNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesVon EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNoch keine Bewertungen
- Control and Analysis in Iron and SteelmakingVon EverandControl and Analysis in Iron and SteelmakingBewertung: 3 von 5 Sternen3/5 (2)
- Die Casting Metallurgy: Butterworths Monographs in MaterialsVon EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- SEC 15490 Swimming PoolsDokument8 SeitenSEC 15490 Swimming Poolsjaianit89Noch keine Bewertungen
- Subject: Bill of Quantities - DG - MAKE OF MATERIALS SL - No Description Makes in Alphabetical OrderDokument1 SeiteSubject: Bill of Quantities - DG - MAKE OF MATERIALS SL - No Description Makes in Alphabetical Orderjaianit89Noch keine Bewertungen
- Commercial Bldg-BOQ Without RatesDokument35 SeitenCommercial Bldg-BOQ Without Ratesjaianit89Noch keine Bewertungen
- 9.cipet Boys Hoste-BoqDokument19 Seiten9.cipet Boys Hoste-Boqjaianit89Noch keine Bewertungen
- Pure Sine Wave Inverter: P O P ODokument2 SeitenPure Sine Wave Inverter: P O P Ojaianit89Noch keine Bewertungen
- Sun Sine Smart Solar Power Generator/ Micro Inverter - "SPG 350"Dokument2 SeitenSun Sine Smart Solar Power Generator/ Micro Inverter - "SPG 350"jaianit89Noch keine Bewertungen
- Syngineering Water MBR Vs SBR PDFDokument5 SeitenSyngineering Water MBR Vs SBR PDFjaianit89Noch keine Bewertungen
- Pie Chart Representing Segment-Wise RevenueDokument2 SeitenPie Chart Representing Segment-Wise Revenuejaianit89Noch keine Bewertungen
- Time Maintenance - Log Book: RI/OR/MLB/02Dokument1 SeiteTime Maintenance - Log Book: RI/OR/MLB/02jaianit89Noch keine Bewertungen
- Pie Chart Representing Segment-Wise RevenueDokument2 SeitenPie Chart Representing Segment-Wise Revenuejaianit89Noch keine Bewertungen
- 20150402522.electrical SLD-Model PDFDokument1 Seite20150402522.electrical SLD-Model PDFjaianit89Noch keine Bewertungen
- Checklist of Building Plan For Port Blair Planning Area PDFDokument3 SeitenChecklist of Building Plan For Port Blair Planning Area PDFjaianit89Noch keine Bewertungen
- Checklist of Layout For Port Blair Planning Area PDFDokument2 SeitenChecklist of Layout For Port Blair Planning Area PDFjaianit89Noch keine Bewertungen
- TB08104003E Tab 1Dokument152 SeitenTB08104003E Tab 1priyanka236Noch keine Bewertungen
- Documents Formalities Required For The Issuance of A B C&D Class Contractor CardsDokument8 SeitenDocuments Formalities Required For The Issuance of A B C&D Class Contractor Cardsjaianit89100% (1)
- Head Calculation For Sewage Transfer Pump - 19.05.2012 FinalDokument2 SeitenHead Calculation For Sewage Transfer Pump - 19.05.2012 Finaljaianit89Noch keine Bewertungen
- Is 3414 1968 PDFDokument30 SeitenIs 3414 1968 PDFjaianit89100% (1)
- Is 278 2009 PDFDokument11 SeitenIs 278 2009 PDFjaianit89Noch keine Bewertungen
- Is 1838 3 2011 PDFDokument12 SeitenIs 1838 3 2011 PDFjaianit89Noch keine Bewertungen
- Mullion Transom Connector BS-EN-1991-1-1 V2.0Dokument2 SeitenMullion Transom Connector BS-EN-1991-1-1 V2.0Giri DharanNoch keine Bewertungen
- MANDA-TOWNHOUSE - Technical SpecificationsDokument10 SeitenMANDA-TOWNHOUSE - Technical SpecificationsMark Nathan Sta. MonicaNoch keine Bewertungen
- Design and Development of SMA-actuated CPR SystemDokument11 SeitenDesign and Development of SMA-actuated CPR SystemHarsh NigamNoch keine Bewertungen
- Structural Geology and Rock Mechanics-3Dokument23 SeitenStructural Geology and Rock Mechanics-3francessich0% (1)
- Lecture6 - Losses in Electric MachinesDokument24 SeitenLecture6 - Losses in Electric Machinesthulasi_krishnaNoch keine Bewertungen
- CNG Cylinder Design and SafetyDokument53 SeitenCNG Cylinder Design and SafetyMartha GamalNoch keine Bewertungen
- Assignment 5, 6Dokument4 SeitenAssignment 5, 6Tim ChongNoch keine Bewertungen
- Mild Steel Hollow Section - Square, Rectangular, Circular - MetaDokument10 SeitenMild Steel Hollow Section - Square, Rectangular, Circular - MetaAshebir AjemaNoch keine Bewertungen
- International Earth Science Olympiad (IESO) : RocksDokument14 SeitenInternational Earth Science Olympiad (IESO) : RocksansariNoch keine Bewertungen
- Sorona - Product InformationDokument4 SeitenSorona - Product InformationchristianNoch keine Bewertungen
- Page 1 To 12Dokument41 SeitenPage 1 To 12bahmanNoch keine Bewertungen
- Pressure TestsDokument3 SeitenPressure TestsfedermNoch keine Bewertungen
- Grout CatalogDokument36 SeitenGrout CatalogJohneey DeepNoch keine Bewertungen
- Oxidizing Alcohols LabDokument4 SeitenOxidizing Alcohols LabAaron LauNoch keine Bewertungen
- BPSC APS WMO Solved Question Paper 02Dokument5 SeitenBPSC APS WMO Solved Question Paper 02Purushottam SinghNoch keine Bewertungen
- Soil: CDOT Class 1 Backfill-Drained: Material PropertiesDokument8 SeitenSoil: CDOT Class 1 Backfill-Drained: Material PropertiesBraggyyy BarreraNoch keine Bewertungen
- Mechanical SealsDokument2 SeitenMechanical Sealscuraaj100% (1)
- Chemicals Used & Modes of Actions of DisinfectantsDokument25 SeitenChemicals Used & Modes of Actions of DisinfectantsjayNoch keine Bewertungen
- C12200Dokument3 SeitenC12200xgiorg100% (1)
- Bond Strength of Coconut Shell Aggregate Concrete by Pull-Out TestDokument14 SeitenBond Strength of Coconut Shell Aggregate Concrete by Pull-Out TestlintianananNoch keine Bewertungen
- Petroleum Refinery Lab. Report No.3Dokument13 SeitenPetroleum Refinery Lab. Report No.3Mohammed IhsanNoch keine Bewertungen
- The Passivated Emitter and Rear Cell (PERC) PDFDokument8 SeitenThe Passivated Emitter and Rear Cell (PERC) PDFShadab AhmedNoch keine Bewertungen
- 11 Heat and Material BalanceDokument26 Seiten11 Heat and Material BalanceCristhofer HernandezNoch keine Bewertungen
- Aquafilter CatalogDokument24 SeitenAquafilter CatalogLordWaderNoch keine Bewertungen
- MasterTop BSFDokument3 SeitenMasterTop BSFnawazkhan23Noch keine Bewertungen
- Separation and Analysis of Binery and Te PDFDokument35 SeitenSeparation and Analysis of Binery and Te PDFDiwakar PatelNoch keine Bewertungen
- PRACRES Source Report: Use of Plastic Waste in Road ConstructionDokument9 SeitenPRACRES Source Report: Use of Plastic Waste in Road ConstructionadingmarasiganNoch keine Bewertungen
- ESE-800 Clean Coal Technologies: Part1:Coal To Liquid (CTL)Dokument52 SeitenESE-800 Clean Coal Technologies: Part1:Coal To Liquid (CTL)Hafeez Khan TareenNoch keine Bewertungen