Das könnte Ihnen auch gefallen
- Structural Analysis 1: Statically Determinate StructuresVon EverandStructural Analysis 1: Statically Determinate StructuresNoch keine Bewertungen
- Euncl PCC 002 PDFDokument19 SeitenEuncl PCC 002 PDFAnvesh DonthulaNoch keine Bewertungen
- PDFDokument23 SeitenPDFDharmaraaj RajalinggamNoch keine Bewertungen
- 2010 Effect of PH and Scale Inhibitor Concentration On Phosphonate-Carbonate InteractionDokument18 Seiten2010 Effect of PH and Scale Inhibitor Concentration On Phosphonate-Carbonate Interactionandrea cunhaNoch keine Bewertungen
- Adsorption Isotherms in Liquid PhaseDokument33 SeitenAdsorption Isotherms in Liquid PhasetarisaiNoch keine Bewertungen
- Corrosion in Oil and Gas Industry A Perspective On Corrosion Inhibitors 2169 0022.1000e110Dokument1 SeiteCorrosion in Oil and Gas Industry A Perspective On Corrosion Inhibitors 2169 0022.1000e110Gustavo Jaime100% (1)
- Rheology and Hydraulics: Rheology Is The Science of Deformation and Flow of MatterDokument36 SeitenRheology and Hydraulics: Rheology Is The Science of Deformation and Flow of Matterhassan haddadiNoch keine Bewertungen
- Scale PresentationDokument59 SeitenScale PresentationMohamed SadekNoch keine Bewertungen
- Water TechnologyDokument58 SeitenWater TechnologyAdi Mantha اديتية منتة100% (3)
- What Are Corrosion Inhibitors.? Corrosion InhibitorsDokument3 SeitenWhat Are Corrosion Inhibitors.? Corrosion InhibitorsdiwakarngmNoch keine Bewertungen
- Bentonite Clay-Acid Activation Studies: K. Suresh, R. Samant, S.K. Jatty and H. BambhaniaDokument5 SeitenBentonite Clay-Acid Activation Studies: K. Suresh, R. Samant, S.K. Jatty and H. BambhaniaminingnovaNoch keine Bewertungen
- Inhibition of Calcium Carbonate Precipitation in NaClDokument9 SeitenInhibition of Calcium Carbonate Precipitation in NaCldalton2004Noch keine Bewertungen
- Sand Effects On Production AssetsDokument32 SeitenSand Effects On Production AssetsMohamed HashemNoch keine Bewertungen
- Water For Injection-By AnamDokument20 SeitenWater For Injection-By AnamMuhammad Bilal TahirNoch keine Bewertungen
- Hazardous Waste Identification Guidance DocumentDokument105 SeitenHazardous Waste Identification Guidance DocumentMiguel TorresNoch keine Bewertungen
- BRENT ALSPACH - Produced Water and Salinity Management The Desalination FrontierDokument7 SeitenBRENT ALSPACH - Produced Water and Salinity Management The Desalination FrontierPAOLANoch keine Bewertungen
- Aluminum Chemistry Increases Shale StabilityDokument14 SeitenAluminum Chemistry Increases Shale StabilityYracema Ochoa GutierrezNoch keine Bewertungen
- Ipc2012 90184Dokument10 SeitenIpc2012 90184Marcelo Varejão CasarinNoch keine Bewertungen
- Drilling and Complwtion FluidsDokument14 SeitenDrilling and Complwtion FluidsvipmittalNoch keine Bewertungen
- Ransom Bridge 1997Dokument14 SeitenRansom Bridge 1997Javier BosigasNoch keine Bewertungen
- Newtonian and Non-Newtonian Fluids: Velocity Profiles, Viscosity Data, and Laminar Flow Friction Factor Equations For Flow in A Circular DuctDokument9 SeitenNewtonian and Non-Newtonian Fluids: Velocity Profiles, Viscosity Data, and Laminar Flow Friction Factor Equations For Flow in A Circular DuctAmedeo Franco BonattiNoch keine Bewertungen
- Environmental Chemistry of Phosphonates: Article in PressDokument14 SeitenEnvironmental Chemistry of Phosphonates: Article in PressNathan BlecharcykNoch keine Bewertungen
- Mainlog Manual: Each Index Item in Has A Link, Just Pan and Click On The Menu or Feature You Want To Go ToDokument133 SeitenMainlog Manual: Each Index Item in Has A Link, Just Pan and Click On The Menu or Feature You Want To Go ToHafizMuhammadAzeemNoorNoch keine Bewertungen
- Polymer Support FluidDokument2 SeitenPolymer Support FluidhamsarajshettyNoch keine Bewertungen
- Formation DamageDokument26 SeitenFormation DamagerajneeshgogoiNoch keine Bewertungen
- SPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityDokument19 SeitenSPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityAminNoch keine Bewertungen
- Waste Management RegulationsDokument65 SeitenWaste Management RegulationsMIRAL JALUNoch keine Bewertungen
- Chapter 6no AnsDokument19 SeitenChapter 6no AnsGD AminNoch keine Bewertungen
- Mud Weighting Drilling LabDokument8 SeitenMud Weighting Drilling LabMuhammad S. RaniYahNoch keine Bewertungen
- Corrosion Application Library ManualDokument230 SeitenCorrosion Application Library ManualMiguel Angel Holguin MontañoNoch keine Bewertungen
- A High Performance, Damage Tolerant Fusion Bonded Epoxy CoatingDokument15 SeitenA High Performance, Damage Tolerant Fusion Bonded Epoxy CoatingpaimpillyNoch keine Bewertungen
- Well PalnningDokument30 SeitenWell PalnningPankaj Singh ChauhanNoch keine Bewertungen
- Deep Well Injection For Concentrate Disposal PDFDokument15 SeitenDeep Well Injection For Concentrate Disposal PDFmurbietaNoch keine Bewertungen
- DD1M HighwayLiveLoadsonConcretePipeDokument10 SeitenDD1M HighwayLiveLoadsonConcretePipeMauricioNoch keine Bewertungen
- PDF BrochureDokument50 SeitenPDF BrochureAnees RanaNoch keine Bewertungen
- The Effect of Norust 720 and CH1377A Inhibitors On N80 Steel Corroded by Bacterial CorrosionDokument5 SeitenThe Effect of Norust 720 and CH1377A Inhibitors On N80 Steel Corroded by Bacterial CorrosionInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Otc 10979 MS PDFDokument8 SeitenOtc 10979 MS PDFChinmaya Ranjan JenaNoch keine Bewertungen
- Polymer Systems For Water Shutoff and Profile Modification: A Review Over The Last DecadeDokument15 SeitenPolymer Systems For Water Shutoff and Profile Modification: A Review Over The Last DecadeLeopold Roj DomNoch keine Bewertungen
- Mol ReportDokument86 SeitenMol ReportAyesha KhanNoch keine Bewertungen
- Corrosion Prevention by Use of InhibitorsDokument19 SeitenCorrosion Prevention by Use of InhibitorsSai PradeepNoch keine Bewertungen
- Alcomer 74 TDSDokument1 SeiteAlcomer 74 TDSAnonymous JMuM0E5YONoch keine Bewertungen
- Fundamentals of Water Treatment Unit Processes (Feb 2013)Dokument9 SeitenFundamentals of Water Treatment Unit Processes (Feb 2013)lalo2385100% (1)
- Petroleum Geology - HalliburtonDokument34 SeitenPetroleum Geology - HalliburtonStephen FortisNoch keine Bewertungen
- Florida Guard Rail SystemDokument26 SeitenFlorida Guard Rail SystemZaher Mhd SharafNoch keine Bewertungen
- Journal of Petroleum Science and EngineeringDokument10 SeitenJournal of Petroleum Science and EngineeringMohammed Al-shargabiNoch keine Bewertungen
- Membrane Technology: By: Prof. Dr. Tien R. MuchtadiDokument47 SeitenMembrane Technology: By: Prof. Dr. Tien R. MuchtadiDwiMariaUlfahNoch keine Bewertungen
- Preface ...........................................................................Dokument6 SeitenPreface ...........................................................................Pak RioNoch keine Bewertungen
- Anti FoamDokument20 SeitenAnti FoamNduong NguyenNoch keine Bewertungen
- Spe 184815 MSDokument13 SeitenSpe 184815 MSSSNoch keine Bewertungen
- On Corrosion InhibitorsDokument41 SeitenOn Corrosion InhibitorsdiwakarngmNoch keine Bewertungen
- 25 One Year Experience With The Injection of Nitrate To Control Souring in Bonga Deepwater Development Offshore NigeriaDokument9 Seiten25 One Year Experience With The Injection of Nitrate To Control Souring in Bonga Deepwater Development Offshore NigeriaCatalinaManjarresNoch keine Bewertungen
- Mechanism of An Asphaltene Inhibitor PDFDokument50 SeitenMechanism of An Asphaltene Inhibitor PDFTEXOPED Parsian KishNoch keine Bewertungen
- Soil Exploration or Site Investigation: For Testing Soil Properties For Design & AnalysisDokument126 SeitenSoil Exploration or Site Investigation: For Testing Soil Properties For Design & Analysismandeso wanawNoch keine Bewertungen
- Bioreactor DesignDokument4 SeitenBioreactor DesignMahendra Varma BoopathyNoch keine Bewertungen
- 2019 Recent Development and Remaining Challenges of Iron Sulfide Scale Mitigation in Sour-Gas WellsDokument8 Seiten2019 Recent Development and Remaining Challenges of Iron Sulfide Scale Mitigation in Sour-Gas WellsBeatriz Joo LeeNoch keine Bewertungen
- On Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitDokument17 SeitenOn Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitAzmi Mohammed NorNoch keine Bewertungen
- BITUMENDokument35 SeitenBITUMENIZIMBA0% (1)
- Corrosive SoilDokument25 SeitenCorrosive Soilsherasiya sherasiyaNoch keine Bewertungen
- Produced Water Issues and Treatment: Group Members Roll Number Submitted To Mr. Imran AliDokument45 SeitenProduced Water Issues and Treatment: Group Members Roll Number Submitted To Mr. Imran AliU jKNoch keine Bewertungen
- Expected Level of ProficiencyDokument1 SeiteExpected Level of ProficiencyHumaira MirzaNoch keine Bewertungen
- Side View: Uitm - RX 2.80: Attachment ADokument2 SeitenSide View: Uitm - RX 2.80: Attachment AHumaira MirzaNoch keine Bewertungen
- Improving Cost EstimatesDokument4 SeitenImproving Cost EstimatesHumaira MirzaNoch keine Bewertungen
- PROSPER Assg 2 ReportDokument1 SeitePROSPER Assg 2 ReportHumaira MirzaNoch keine Bewertungen
- CHAPTER 2 OutlineDokument2 SeitenCHAPTER 2 OutlineHumaira MirzaNoch keine Bewertungen
- Leadership and Ethics 4Dokument8 SeitenLeadership and Ethics 4Humaira MirzaNoch keine Bewertungen
- Leadership and Ethics 2Dokument9 SeitenLeadership and Ethics 2Humaira MirzaNoch keine Bewertungen
- CGE416 - Chap6 - Drilling Engineering and Well CompletionDokument109 SeitenCGE416 - Chap6 - Drilling Engineering and Well CompletionHumaira Mirza50% (2)
- Carbonate Sedimentology, Reef History and MVT Deposits, Canning Basin, WADokument2 SeitenCarbonate Sedimentology, Reef History and MVT Deposits, Canning Basin, WAHumaira MirzaNoch keine Bewertungen
- CGE416 Introduction To Petroleum Technology Chapter 5: Reservoir Engineering Blended Learning 1Dokument1 SeiteCGE416 Introduction To Petroleum Technology Chapter 5: Reservoir Engineering Blended Learning 1Humaira MirzaNoch keine Bewertungen
- Saftey of Ammonia Handling PDF-libreDokument51 SeitenSaftey of Ammonia Handling PDF-libreHumaira Mirza100% (1)
- Luke Sisti Resume 2014Dokument1 SeiteLuke Sisti Resume 2014Humaira MirzaNoch keine Bewertungen
- 100 Basic Terminologies For Petroleum IndustryDokument7 Seiten100 Basic Terminologies For Petroleum IndustryHumaira Mirza100% (1)
- Chapter 1 - Directional Drilling - ADokument37 SeitenChapter 1 - Directional Drilling - AHumaira MirzaNoch keine Bewertungen
- The Most Important Part of Casing Hanger Is : Slip and Seal RingDokument130 SeitenThe Most Important Part of Casing Hanger Is : Slip and Seal RingHumaira Mirza100% (5)
- Tuto 7Dokument1 SeiteTuto 7Humaira MirzaNoch keine Bewertungen
- Boiler Heat Balance Sample Calculation Power Plant DesignDokument3 SeitenBoiler Heat Balance Sample Calculation Power Plant DesignJk Pascii100% (1)
- Evaporation PowerpointDokument16 SeitenEvaporation PowerpointZahraa HerekNoch keine Bewertungen
- A Model To Assess The Risk of Ice Accretion Due ToDokument1.666 SeitenA Model To Assess The Risk of Ice Accretion Due ToTudorache BogdanNoch keine Bewertungen
- Oxygen Plant ManualDokument54 SeitenOxygen Plant Manualmahaveen89% (18)
- Reflex Pressure Vessels Design and CalculationDokument52 SeitenReflex Pressure Vessels Design and CalculationcsharpplusNoch keine Bewertungen
- C Evapo TranspirationDokument49 SeitenC Evapo Transpirationjuliyet strucNoch keine Bewertungen
- EM2U60HLP - Data Sheet PDFDokument3 SeitenEM2U60HLP - Data Sheet PDFCayqueCasaleNoch keine Bewertungen
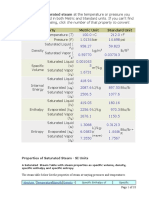
- Property Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsDokument18 SeitenProperty Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsGaapchuNoch keine Bewertungen
- A02 115Dokument29 SeitenA02 115jaime0% (1)
- CH 1Dokument7 SeitenCH 1Asad IslamNoch keine Bewertungen
- Material Balance in Unit OperationsDokument75 SeitenMaterial Balance in Unit OperationsAcademicBMNoch keine Bewertungen
- Evaporative Systems DiagnosisDokument40 SeitenEvaporative Systems DiagnosisVASEKNoch keine Bewertungen
- Evaporator 20160915091922109Dokument3 SeitenEvaporator 20160915091922109OnofreNoch keine Bewertungen
- Single Effect EvaporaterDokument16 SeitenSingle Effect EvaporaterdebdeepNoch keine Bewertungen
- A Semiquantitative Method To Assess Occupational Exposure To Harmful ChemicalsDokument0 SeitenA Semiquantitative Method To Assess Occupational Exposure To Harmful ChemicalsKyaw Kyaw Aung100% (1)
- Processing Instructions V 5.0 Refraspecial®Dokument3 SeitenProcessing Instructions V 5.0 Refraspecial®Mohammed AbdalrhmanNoch keine Bewertungen
- Boiling Liquid Expanding Vapour Explosions (BLEVEs)Dokument14 SeitenBoiling Liquid Expanding Vapour Explosions (BLEVEs)Ayoub BenkaouhaNoch keine Bewertungen
- Evaporation - Inorganic Chemistry For IndustriesDokument2 SeitenEvaporation - Inorganic Chemistry For IndustriesTimothy JonesNoch keine Bewertungen
- Final Molasses Purity ControlDokument8 SeitenFinal Molasses Purity Controlzafar Bukhari100% (1)
- TranscriptDokument29 SeitenTranscriptNurAfifah OsmanNoch keine Bewertungen
- Mechanical Engineering ThermofluidsDokument175 SeitenMechanical Engineering Thermofluidsemad11518100% (1)
- Fisherbrand Vacuum Pumps PDFDokument15 SeitenFisherbrand Vacuum Pumps PDFchiragpatel7294Noch keine Bewertungen
- Unusual Properties of WaterDokument44 SeitenUnusual Properties of WaterHanan ShehaNoch keine Bewertungen
- And D. Choose The Best Option.: Diagram 1 Diagram 3Dokument12 SeitenAnd D. Choose The Best Option.: Diagram 1 Diagram 3shng84Noch keine Bewertungen
- Ecolec Guide QuestionsDokument26 SeitenEcolec Guide QuestionsArt Julius D. Hallazgo100% (1)
- Electrohydrodynamic Enforcement of Evaporation and Gas FlowDokument7 SeitenElectrohydrodynamic Enforcement of Evaporation and Gas FlowMichael ReznikovNoch keine Bewertungen
- Lesson - 68 - 4th - Quarter - Science - 4. Role of Sun in The Water CycleDokument3 SeitenLesson - 68 - 4th - Quarter - Science - 4. Role of Sun in The Water CycleVenus Cureg100% (2)
- Volatility of Liquefied Petroleum (LP) Gases: Standard Test Method ForDokument4 SeitenVolatility of Liquefied Petroleum (LP) Gases: Standard Test Method ForDennise ChicaizaNoch keine Bewertungen
- Environmental Science and Engineering Unit - IDokument47 SeitenEnvironmental Science and Engineering Unit - IarumugamNoch keine Bewertungen
- Chemistry Class Ix For 2017 181 PDFDokument139 SeitenChemistry Class Ix For 2017 181 PDFMukul GoyalNoch keine Bewertungen