Das könnte Ihnen auch gefallen
- Metrology & Mech. Measurement Ch. 02 System of Limits, Fits, Tolerance and GaugingDokument20 SeitenMetrology & Mech. Measurement Ch. 02 System of Limits, Fits, Tolerance and GaugingAjij MujawarNoch keine Bewertungen
- Cultivation of Sea Buckthorn in Northeast GermanyDokument44 SeitenCultivation of Sea Buckthorn in Northeast GermanycarnotgodNoch keine Bewertungen
- Chemistry of Electronic MaterialsDokument322 SeitenChemistry of Electronic MaterialsPiyush JaiswalNoch keine Bewertungen
- Gauge BlockDokument32 SeitenGauge Blocksava88100% (1)
- SR en Iso 9001 - 2015Dokument40 SeitenSR en Iso 9001 - 2015daniel iuhasNoch keine Bewertungen
- Em2402030 C en PDFDokument29 SeitenEm2402030 C en PDFaleluisgNoch keine Bewertungen
- A Study of Q Chart For Short Run PDFDokument37 SeitenA Study of Q Chart For Short Run PDFEd100% (1)
- Press Tooling. Flanging Down, Flanging Up, Calibration Tools. Basics On DesignDokument38 SeitenPress Tooling. Flanging Down, Flanging Up, Calibration Tools. Basics On Designarunajay724Noch keine Bewertungen
- Number of Parts and Operators For A Gage R&R Study - MinitabDokument12 SeitenNumber of Parts and Operators For A Gage R&R Study - Minitabtehky63Noch keine Bewertungen
- 9.55655-01-2007 - Septum Carton Tarred FeltDokument12 Seiten9.55655-01-2007 - Septum Carton Tarred Feltclaudio5475100% (1)
- READING IDEF0 MODELSDokument16 SeitenREADING IDEF0 MODELSZincaDianaNoch keine Bewertungen
- IPC A 610DC Telecom AddendumDokument3 SeitenIPC A 610DC Telecom Addendumfenriz666Noch keine Bewertungen
- Material OptimDokument4 SeitenMaterial OptimAurica FlorentinaNoch keine Bewertungen
- 02.plan de Amplasare PDFDokument1 Seite02.plan de Amplasare PDFPopa SergiuNoch keine Bewertungen
- EAL-G29 Calib Diametro CilindrosDokument7 SeitenEAL-G29 Calib Diametro CilindrosfpmoraisNoch keine Bewertungen
- Formteile-Toleranzen DIN-ISO-3302-1 PDFDokument1 SeiteFormteile-Toleranzen DIN-ISO-3302-1 PDFMarcos Antonio RossiNoch keine Bewertungen
- Section 4 Slides 2022Dokument140 SeitenSection 4 Slides 2022Sathappan Kasi100% (1)
- A-A B-B: Universitatea Politehnica Bucuresti Facultatea IMST Specializarea TCMDokument1 SeiteA-A B-B: Universitatea Politehnica Bucuresti Facultatea IMST Specializarea TCMb_c_p6Noch keine Bewertungen
- Concept of ISO 9000, Six Sigma & Lean Production For Apparel Industry PDFDokument13 SeitenConcept of ISO 9000, Six Sigma & Lean Production For Apparel Industry PDFtaqi1122Noch keine Bewertungen
- DoP Trimoterm Perform R, 24.03.2017 - enDokument5 SeitenDoP Trimoterm Perform R, 24.03.2017 - enzgrouproNoch keine Bewertungen
- Compensation For Dynamic Errors of CMMsDokument189 SeitenCompensation For Dynamic Errors of CMMsHEmreKNoch keine Bewertungen
- Transition ISO 9001:2008 to ISO 9001:2015Dokument2 SeitenTransition ISO 9001:2008 to ISO 9001:2015imran jamilNoch keine Bewertungen
- Measure Labor Productivity and Increase EfficiencyDokument31 SeitenMeasure Labor Productivity and Increase EfficiencyKamalAfzalJarralNoch keine Bewertungen
- Mitutoyo - Mikrometry Laserowe Laser Scan Micrometer - E13004 - 2016 ENDokument40 SeitenMitutoyo - Mikrometry Laserowe Laser Scan Micrometer - E13004 - 2016 END.T.Noch keine Bewertungen
- Gage R&RDokument10 SeitenGage R&Rshobhit2310Noch keine Bewertungen
- BS EN ISO 12781-1-2011 - Geometrical Product Specifications (GPS) - Flatness - Part 1 - Vocabulary and Parameters of FlatnessDokument22 SeitenBS EN ISO 12781-1-2011 - Geometrical Product Specifications (GPS) - Flatness - Part 1 - Vocabulary and Parameters of FlatnessCristiano Ligabò100% (1)
- Catia v5 r16 ManualDokument584 SeitenCatia v5 r16 ManualDavid SaavedraNoch keine Bewertungen
- Deceleration Measurement System for Vehicle Braking ParametersDokument66 SeitenDeceleration Measurement System for Vehicle Braking ParametersLucianNoch keine Bewertungen
- Chapter - 6: Statistical Process Control Using Control ChartsDokument43 SeitenChapter - 6: Statistical Process Control Using Control ChartsKartikeya Khatri100% (1)
- Toler AncingDokument36 SeitenToler AncingAnesu ZirerezaNoch keine Bewertungen
- LECTURE 2B Limits and Fits NewDokument17 SeitenLECTURE 2B Limits and Fits Newmanishkrbarnwal13Noch keine Bewertungen
- Limits and FitsDokument6 SeitenLimits and FitsPhyl CreatorNoch keine Bewertungen
- Unit2 - Limits Fits & Tolerance NotesDokument19 SeitenUnit2 - Limits Fits & Tolerance NotesvrmgiteduNoch keine Bewertungen
- 8 Limit Fit ToleranceDokument13 Seiten8 Limit Fit ToleranceAl MamunNoch keine Bewertungen
- Bably Das, Assistant Professor, Department of Mechanical Engineering, CUETDokument14 SeitenBably Das, Assistant Professor, Department of Mechanical Engineering, CUETFerdous SalehinNoch keine Bewertungen
- Dr. A. Vinoth Jebaraj on tolerances and interchangeable partsDokument22 SeitenDr. A. Vinoth Jebaraj on tolerances and interchangeable partsNikhil VermaNoch keine Bewertungen
- Limits, Fits & ToleranceDokument50 SeitenLimits, Fits & ToleranceVenu GoswamiNoch keine Bewertungen
- Unit 1 - System of Limits Fits and Tolerences-1Dokument58 SeitenUnit 1 - System of Limits Fits and Tolerences-1Shayan ChowdaryNoch keine Bewertungen
- Present 2Dokument24 SeitenPresent 2MMSRITNoch keine Bewertungen
- Machine Design Limits"TITLE"Manufacturing Limits for Interchangeability" TITLE"Machine Parts Limits and Fits"TITLE"Design Considerations for Interchangeable PartsDokument24 SeitenMachine Design Limits"TITLE"Manufacturing Limits for Interchangeability" TITLE"Machine Parts Limits and Fits"TITLE"Design Considerations for Interchangeable Partsiftikhar ahmedNoch keine Bewertungen
- English Task 1: System of Limits, Fits and Tolerance: Author: Nazhmi Fadhila MAN-1ADokument3 SeitenEnglish Task 1: System of Limits, Fits and Tolerance: Author: Nazhmi Fadhila MAN-1ANazhmi FadhilaNoch keine Bewertungen
- MODULE 2-System of Limits, Fits, TolerancesDokument18 SeitenMODULE 2-System of Limits, Fits, TolerancesjishnushankarNoch keine Bewertungen
- Metrology&Instrumentation Module 2Dokument20 SeitenMetrology&Instrumentation Module 2Sachin C ThomasNoch keine Bewertungen
- Lecture11 Limit, Fit & Tolerance BETP2503 Sem1 2015-2016 PDFDokument46 SeitenLecture11 Limit, Fit & Tolerance BETP2503 Sem1 2015-2016 PDFArecap CoolNoch keine Bewertungen
- Limits, Fits and Tolerances - Part 1Dokument57 SeitenLimits, Fits and Tolerances - Part 1Mahesh PareekNoch keine Bewertungen
- Limts&fitsDokument48 SeitenLimts&fitsSa RaNoch keine Bewertungen
- Mechanical Measurements and Metrology ModulesDokument19 SeitenMechanical Measurements and Metrology ModulesSUNIL SWAMY SNoch keine Bewertungen
- Limits Fits and GaugesDokument59 SeitenLimits Fits and GaugesNafiul Alam SnigdhoNoch keine Bewertungen
- Design Considerations of CastingsDokument8 SeitenDesign Considerations of Castingshaqjmi100% (2)
- Limits, Fits and Tolerances ExplainedDokument18 SeitenLimits, Fits and Tolerances ExplainedShanhoodNoch keine Bewertungen
- GD&T ExplainedDokument26 SeitenGD&T ExplainedUsman ansarNoch keine Bewertungen
- LIMITS, Tolerance and FitsDokument9 SeitenLIMITS, Tolerance and FitsAshelNoch keine Bewertungen
- Lecture Slides On Metrology and Inspection - PPTDokument30 SeitenLecture Slides On Metrology and Inspection - PPTDeb PradhanNoch keine Bewertungen
- Limits, Fits, Tolerance and GaugingDokument107 SeitenLimits, Fits, Tolerance and GaugingHarsh Rana0% (2)
- Limits, Fits and Tolerances ExplainedDokument81 SeitenLimits, Fits and Tolerances ExplainedSaYed RaDyNoch keine Bewertungen
- Limits, Fits, Tolerances and Classifications ExplainedDokument12 SeitenLimits, Fits, Tolerances and Classifications ExplainedAkhil Nandan VermaNoch keine Bewertungen
- Madhav Institute OF Technology and Science Gwalior: "Limits Fits and Tolerance"Dokument18 SeitenMadhav Institute OF Technology and Science Gwalior: "Limits Fits and Tolerance"Jaideep SinghNoch keine Bewertungen
- A STUDY ON PLAIN PLUG GAUGEDokument18 SeitenA STUDY ON PLAIN PLUG GAUGEdomiNoch keine Bewertungen
- Design of Machine Members - I NotesDokument495 SeitenDesign of Machine Members - I NotesKrishna MurthyNoch keine Bewertungen
- Reading Mankiw-Taylor Chapter 3Dokument21 SeitenReading Mankiw-Taylor Chapter 3Gaurav AgarwalNoch keine Bewertungen
- Case Study Analysis Re Building A GlobalDokument5 SeitenCase Study Analysis Re Building A GlobalGaurav AgarwalNoch keine Bewertungen
- Financial Statements 2019 of BMW AG PDFDokument48 SeitenFinancial Statements 2019 of BMW AG PDFGate Bennet4Noch keine Bewertungen
- Ship GlosaryDokument39 SeitenShip GlosaryHskumarReddy KarriNoch keine Bewertungen
- Chapter 3 Solved ProblemsDokument16 SeitenChapter 3 Solved ProblemsGaurav AgarwalNoch keine Bewertungen
- TerminologyDokument20 SeitenTerminologyGaurav AgarwalNoch keine Bewertungen
- Propulsion of ShipsDokument8 SeitenPropulsion of ShipsGaurav AgarwalNoch keine Bewertungen
- Mooring: Mooring Equipment MOORING: A Vessel Is Said To Be Moored When It Is Fastened To ADokument7 SeitenMooring: Mooring Equipment MOORING: A Vessel Is Said To Be Moored When It Is Fastened To AGaurav AgarwalNoch keine Bewertungen
- Ships SystemsDokument10 SeitenShips SystemsGaurav AgarwalNoch keine Bewertungen
- PaintDokument24 SeitenPaintGaurav AgarwalNoch keine Bewertungen
- CH 05Dokument22 SeitenCH 05Gaurav AgarwalNoch keine Bewertungen
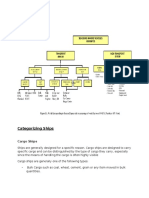
- Categorizing Ships NotesDokument11 SeitenCategorizing Ships NotesGaurav AgarwalNoch keine Bewertungen
- Common Faults For GearDokument3 SeitenCommon Faults For GearGaurav AgarwalNoch keine Bewertungen
- Vehicle DynamicsDokument24 SeitenVehicle Dynamicssviggnesh_hpNoch keine Bewertungen
- MATLAB Tutorial of Fundamental ProgrammingDokument34 SeitenMATLAB Tutorial of Fundamental Programmingsprynter19Noch keine Bewertungen
- Amazingly True and HilariousDokument3 SeitenAmazingly True and HilariousGaurav AgarwalNoch keine Bewertungen
- ClutshesDokument15 SeitenClutshesAmr Abd ElrahmanNoch keine Bewertungen
- Drive LineDokument1 SeiteDrive LineGaurav AgarwalNoch keine Bewertungen
- Common Wealth GamesDokument9 SeitenCommon Wealth GamesGaurav AgarwalNoch keine Bewertungen
- Chapter 2 - Speed Converter and Gear RatiosDokument4 SeitenChapter 2 - Speed Converter and Gear RatiosGaurav AgarwalNoch keine Bewertungen
- ME389 Automotive TransmissionsDokument2 SeitenME389 Automotive TransmissionsGaurav AgarwalNoch keine Bewertungen
- Chapter 1 NotesDokument15 SeitenChapter 1 NotesGaurav AgarwalNoch keine Bewertungen
- SYSYTEM OF LIMITS, FITS, TOLERANCES AND GAUGINGDokument17 SeitenSYSYTEM OF LIMITS, FITS, TOLERANCES AND GAUGINGGaurav AgarwalNoch keine Bewertungen
- Answering Machine at The Mental Hospital..Dokument1 SeiteAnswering Machine at The Mental Hospital..Gaurav AgarwalNoch keine Bewertungen
- Problemsopencycle&closecyclegasturbines 2Dokument7 SeitenProblemsopencycle&closecyclegasturbines 2Gaurav AgarwalNoch keine Bewertungen
- BoltzmannDokument31 SeitenBoltzmannGaurav AgarwalNoch keine Bewertungen
- Chapter 1Dokument5 SeitenChapter 1Gaurav AgarwalNoch keine Bewertungen
- Definition of SexDokument1 SeiteDefinition of SexAhmad Shahril KhushairiNoch keine Bewertungen
- 100 Weird Facts About The Human Body (CuPpY) PDFDokument11 Seiten100 Weird Facts About The Human Body (CuPpY) PDFZahid QamarNoch keine Bewertungen
- Arabic Finger Ring From The Viking Age of Birka, Sweden PDFDokument7 SeitenArabic Finger Ring From The Viking Age of Birka, Sweden PDFClaudia Patricia Arango100% (1)
- Tense Usage GuideDokument2 SeitenTense Usage GuideErick LetonaNoch keine Bewertungen
- Hair, Eyes, Ears, Lips, Forehead, Head, Nose, Neck, Mouth, Eyebrows, EyelashesDokument2 SeitenHair, Eyes, Ears, Lips, Forehead, Head, Nose, Neck, Mouth, Eyebrows, EyelashesМарина СиньоокNoch keine Bewertungen
- Avatars by Brett Nortje.Dokument5 SeitenAvatars by Brett Nortje.Brett NortjeNoch keine Bewertungen
- John Alexander 2005 - How To Become An Alpha MaleDokument16 SeitenJohn Alexander 2005 - How To Become An Alpha MaleRodrigo AntignaniNoch keine Bewertungen
- Fact Sheet Support The Dog and Cat Fur Prohibition Enforcement ActDokument2 SeitenFact Sheet Support The Dog and Cat Fur Prohibition Enforcement ActOur CompassNoch keine Bewertungen
- Isobutanol PDFDokument11 SeitenIsobutanol PDFElías VillegasNoch keine Bewertungen
- Film Final ProjectDokument5 SeitenFilm Final Projectapi-231154787Noch keine Bewertungen
- FHM True StoriesDokument39 SeitenFHM True StoriesSarpiouS_20®Noch keine Bewertungen
- Bai Tap Tim Loi SaiDokument6 SeitenBai Tap Tim Loi Saimytam123100% (1)
- PIC Design 2011 CatalogDokument292 SeitenPIC Design 2011 CatalogElectromateNoch keine Bewertungen
- Court Orders Business to Return $10k Duplicate Payment Due to Bank ErrorDokument2 SeitenCourt Orders Business to Return $10k Duplicate Payment Due to Bank ErrorGyLyoung Sandz-GoldNoch keine Bewertungen
- Flaming Arrow Scout Reservation Summer Camp Leaders GuideDokument54 SeitenFlaming Arrow Scout Reservation Summer Camp Leaders GuidemlodesNoch keine Bewertungen
- Play 03: Pyramids: by Joseph FrostDokument5 SeitenPlay 03: Pyramids: by Joseph FrostJoe FrostNoch keine Bewertungen
- MXT ManualDokument40 SeitenMXT ManualManuel Hernández OrozNoch keine Bewertungen
- Surat TextileDokument18 SeitenSurat TextilePankaj Nayak100% (1)
- Quality of Work Life Study at KMR Textiles CoimbatoreDokument69 SeitenQuality of Work Life Study at KMR Textiles CoimbatoreThilaka Shanmugam63% (8)
- The Universe Is On The FloorDokument92 SeitenThe Universe Is On The FloorDan Nothingness DeMarseNoch keine Bewertungen
- The Chase Alberto MoraviaDokument2 SeitenThe Chase Alberto Moraviasab parNoch keine Bewertungen
- 15-Synthesis Methyl OrangeDokument9 Seiten15-Synthesis Methyl OrangeJim ParsonsNoch keine Bewertungen
- Section 4 - Valves Penstocks and ActuatorsDokument16 SeitenSection 4 - Valves Penstocks and Actuatorsgomaa83Noch keine Bewertungen
- FIM 2018 Moot Compromis Dispute ResolutionDokument5 SeitenFIM 2018 Moot Compromis Dispute Resolutionqubrex1Noch keine Bewertungen
- How I Fell in Love With My Stepbrother. Book OneDokument7 SeitenHow I Fell in Love With My Stepbrother. Book Onekelly.Noch keine Bewertungen
- Internacional Colegio de TecnologiaDokument19 SeitenInternacional Colegio de TecnologiaCristal GumalangNoch keine Bewertungen
- English: Quarter 1 - Module 3Dokument9 SeitenEnglish: Quarter 1 - Module 3Maribel A. BustilloNoch keine Bewertungen
- Giant PuppetsDokument2 SeitenGiant PuppetsIlena SaturayNoch keine Bewertungen
- Labrie Optimizer Maintenance Manual PDFDokument81 SeitenLabrie Optimizer Maintenance Manual PDFstainless31620039126100% (1)
- Confluence - Brian W. AldissDokument6 SeitenConfluence - Brian W. AldissElakkiyaSelvaraj100% (1)
- Unit 3 - Digital Books Natural EnglishDokument6 SeitenUnit 3 - Digital Books Natural EnglishLuis Herrera ObseNoch keine Bewertungen
- Women's Clothing Size Conversion: A Comprehensive GuideDokument1 SeiteWomen's Clothing Size Conversion: A Comprehensive GuideAlain CheryNoch keine Bewertungen