Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Ed 00 (EN) PDFDokument14 SeitenEd 00 (EN) PDFValentin draceaNoch keine Bewertungen
- Temporarypermanent Pipe Repair - GuidelinesDokument70 SeitenTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- Temporarypermanent Pipe Repair - GuidelinesDokument70 SeitenTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- 01 Three-Phase Diode Rectifiers AsmarDokument65 Seiten01 Three-Phase Diode Rectifiers AsmarVenkedesh RNoch keine Bewertungen
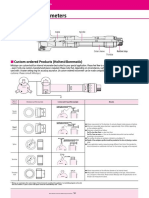
- QuickGuide Internal MicrometersDokument2 SeitenQuickGuide Internal MicrometersMohamed SamyNoch keine Bewertungen
- Understandingt He Mechanisms of Hydrate Nucleationa ND InhibitationDokument6 SeitenUnderstandingt He Mechanisms of Hydrate Nucleationa ND InhibitationMohamed SamyNoch keine Bewertungen
- Selection of Equation of State Models For Process SimulatorsDokument1 SeiteSelection of Equation of State Models For Process SimulatorsmusaveerNoch keine Bewertungen
- Paper AIM - Attaining Operational ExcellenceDokument5 SeitenPaper AIM - Attaining Operational ExcellenceMohamed SamyNoch keine Bewertungen
- Welding MetallurgyDokument34 SeitenWelding MetallurgyPeter PushpanathanNoch keine Bewertungen
- Refinery PDFDokument22 SeitenRefinery PDFromulussikalitNoch keine Bewertungen
- Guide Inspection Plan For CUIDokument6 SeitenGuide Inspection Plan For CUIMohamed SamyNoch keine Bewertungen
- InsulationDokument76 SeitenInsulationDiego Trinidad100% (3)
- Heat Exchanger Inspection PDFDokument23 SeitenHeat Exchanger Inspection PDFInnasi Arokiasamy100% (2)
- Corrosion of PipelinesDokument14 SeitenCorrosion of PipelinesMohamed SamyNoch keine Bewertungen
- Guide BP Riser WrappingDokument8 SeitenGuide BP Riser WrappingMohamed SamyNoch keine Bewertungen
- Finite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionDokument12 SeitenFinite Element Analysis of The In-Service-Welding of T Joint Pipe ConnectionMohamed SamyNoch keine Bewertungen
- Paper The Safety of Offshore StructuresDokument6 SeitenPaper The Safety of Offshore StructuresMohamed SamyNoch keine Bewertungen
- Firetube FailureDokument1 SeiteFiretube FailureMohamed SamyNoch keine Bewertungen
- Corrosion Prevention at Pipe SupportDokument6 SeitenCorrosion Prevention at Pipe SupportMohamed SamyNoch keine Bewertungen
- World Pipelines - Risk Modelling - 2015-06Dokument4 SeitenWorld Pipelines - Risk Modelling - 2015-06Mohamed Samy0% (1)
- Underground Leak Detection MethodsDokument23 SeitenUnderground Leak Detection MethodsiradankeNoch keine Bewertungen
- Carmagen 10 - 04 - Flange Leakage & Piping VibrationDokument5 SeitenCarmagen 10 - 04 - Flange Leakage & Piping VibrationMohamed SamyNoch keine Bewertungen
- A Failure Analysis Investigation of Pitting in Type 316L PipingDokument53 SeitenA Failure Analysis Investigation of Pitting in Type 316L PipingMohamed SamyNoch keine Bewertungen
- Corrosion at Pipe Supports Causes and SolutionsDokument17 SeitenCorrosion at Pipe Supports Causes and SolutionsMohamed SamyNoch keine Bewertungen
- Corrosion Protection of Ductile Iron PipeDokument6 SeitenCorrosion Protection of Ductile Iron PipeMohamed SamyNoch keine Bewertungen
- World Pipelines - Calculating Pressure - 2015-01Dokument4 SeitenWorld Pipelines - Calculating Pressure - 2015-01Mohamed SamyNoch keine Bewertungen
- BKR WhitePaper WaterHammerDokument4 SeitenBKR WhitePaper WaterHammerThuc TruongNoch keine Bewertungen
- Article CO2 CorrosionDokument4 SeitenArticle CO2 CorrosionMohamed SamyNoch keine Bewertungen
- Page 2internal Corrosion Mechanisms and MitigationDokument1 SeitePage 2internal Corrosion Mechanisms and MitigationMohamed SamyNoch keine Bewertungen
- Polymer & Material Selection Guide: Hardness Range Temperature Range Advantages in PerformanceDokument10 SeitenPolymer & Material Selection Guide: Hardness Range Temperature Range Advantages in PerformanceAmmar ElSheikhNoch keine Bewertungen
- PCM-Manual 0507Dokument32 SeitenPCM-Manual 0507PamellaNoch keine Bewertungen
- Tune Up Spark Plug GappingDokument26 SeitenTune Up Spark Plug GappingSelazinap LptNoch keine Bewertungen
- Paints IndustryDokument43 SeitenPaints IndustryprachiNoch keine Bewertungen
- AISI 304 SUS 304 Grade Stainless Steel PDFDokument4 SeitenAISI 304 SUS 304 Grade Stainless Steel PDFVladimirNoch keine Bewertungen
- Blockchain For Electric Vehicles Energy Trading Requirements Opportunities and ChallengesDokument15 SeitenBlockchain For Electric Vehicles Energy Trading Requirements Opportunities and ChallengesMuhammad Akhtar MalikNoch keine Bewertungen
- Maintenance Manual - Scissor LiftsDokument103 SeitenMaintenance Manual - Scissor LiftsStar SealNoch keine Bewertungen
- Instrumentation-Cables 1.5SQMM 6P 300-500-V Copper Stranded Pvc-Type-A Overall-Al-Mylar PVC-ST1 Gi-Wire FRLSH TDSDokument2 SeitenInstrumentation-Cables 1.5SQMM 6P 300-500-V Copper Stranded Pvc-Type-A Overall-Al-Mylar PVC-ST1 Gi-Wire FRLSH TDShydrothermsNoch keine Bewertungen
- C075 Aq SPC 0006 - 3Dokument12 SeitenC075 Aq SPC 0006 - 3Mingyu SongNoch keine Bewertungen
- CP132 SN 2162BR2036Dokument120 SeitenCP132 SN 2162BR2036Ovh MaquinariasNoch keine Bewertungen
- Oisd 142Dokument170 SeitenOisd 142poojaupes100% (2)
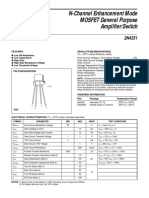
- EMOSFET Nchannel 2N4351Dokument1 SeiteEMOSFET Nchannel 2N4351Pradina Kiky WasibagnoNoch keine Bewertungen
- Twinflex Fire AlarmDokument72 SeitenTwinflex Fire AlarmAnt OSheaNoch keine Bewertungen
- Dhaka Imarat Nirman Bidhimala-2008Dokument142 SeitenDhaka Imarat Nirman Bidhimala-2008sazeda67% (3)
- Semilab Technologies For 450mm Wafer MetrologyDokument0 SeitenSemilab Technologies For 450mm Wafer Metrologyrnm2007Noch keine Bewertungen
- Engine Kontrol 1Dokument35 SeitenEngine Kontrol 1imat ruhimatNoch keine Bewertungen
- Project Management LeadershipDokument240 SeitenProject Management LeadershipShilpa N. Lende100% (9)
- Astm D5797Dokument2 SeitenAstm D5797Jose RacancojNoch keine Bewertungen
- S60X Embasy Service MDokument461 SeitenS60X Embasy Service MALEJONoch keine Bewertungen
- On The Vacuum Brazing of Stainless Steel With Copper and Its AlloysDokument4 SeitenOn The Vacuum Brazing of Stainless Steel With Copper and Its AlloysvkmsNoch keine Bewertungen
- C776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsDokument4 SeitenC776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsAndré BerninzonNoch keine Bewertungen
- Brandenburg - Genus Spectra CompactDokument2 SeitenBrandenburg - Genus Spectra CompactongNoch keine Bewertungen
- Depletion of Natural ResourcesDokument3 SeitenDepletion of Natural ResourcesViraj SadekarNoch keine Bewertungen
- Fuel Tank TestDokument1 SeiteFuel Tank TestIvan RuedaNoch keine Bewertungen
- Pract 05Dokument2 SeitenPract 05Timothy CNoch keine Bewertungen
- SB Ibl P CBL Submersible Power CableDokument23 SeitenSB Ibl P CBL Submersible Power CableMuhammad ShahrukhNoch keine Bewertungen
- Binous Nasri PREOS MatlabDokument10 SeitenBinous Nasri PREOS MatlabLuis Carlos CabreraNoch keine Bewertungen
- Lecture08 160425Dokument32 SeitenLecture08 160425Anonymous 3G7tikAAdNoch keine Bewertungen
- Ecoair Brochure PDFDokument12 SeitenEcoair Brochure PDFPunks Pacerot EcoNoch keine Bewertungen