Das könnte Ihnen auch gefallen
- Healthcare Assessment Forms LeanDokument15 SeitenHealthcare Assessment Forms LeanCarlos Oliver MontejanoNoch keine Bewertungen
- Correlation: Is There Any Correlation Between The ACT Score and Students Gpa?Dokument1 SeiteCorrelation: Is There Any Correlation Between The ACT Score and Students Gpa?Carlos Oliver MontejanoNoch keine Bewertungen
- Gear Metrology ReportDokument59 SeitenGear Metrology Reportsanjay261289Noch keine Bewertungen
- Problems: With Your Rca ProcessDokument38 SeitenProblems: With Your Rca ProcessCarlos Oliver MontejanoNoch keine Bewertungen
- 8D TemplateDokument9 Seiten8D TemplateCarlos Oliver MontejanoNoch keine Bewertungen
- 7 Basic Quality Control Tools For SuccesDokument10 Seiten7 Basic Quality Control Tools For SuccesCarlos Oliver MontejanoNoch keine Bewertungen
- Gear Metrology: ME 338: Manufacturing Processes II Instructor: Ramesh Singh Notes: Profs. Singh/KurfessDokument14 SeitenGear Metrology: ME 338: Manufacturing Processes II Instructor: Ramesh Singh Notes: Profs. Singh/Kurfessanon_798851769Noch keine Bewertungen
- Ebook RCA Tips Landscape TipsTricksDokument21 SeitenEbook RCA Tips Landscape TipsTricksCarlos MohanNoch keine Bewertungen
- Business Process Excellence Maturity Mod PDFDokument5 SeitenBusiness Process Excellence Maturity Mod PDFCarlos Oliver MontejanoNoch keine Bewertungen
- LSS Measure Tollgate TemplatesDokument38 SeitenLSS Measure Tollgate TemplatesCarlos Oliver Montejano100% (1)
- BenchmarkDokument3 SeitenBenchmarkCarlos Oliver MontejanoNoch keine Bewertungen
- 6 Steps Beyond 5 WhysDokument29 Seiten6 Steps Beyond 5 WhysJaikishan Kumaraswamy100% (4)
- W.A.S.T.E. Problem-Solving Discipline PDFDokument16 SeitenW.A.S.T.E. Problem-Solving Discipline PDFCarlos Oliver MontejanoNoch keine Bewertungen
- Planetary Gear SystemDokument11 SeitenPlanetary Gear SystemNikhil NairNoch keine Bewertungen
- LSS Improve Tollgate TemplatesDokument41 SeitenLSS Improve Tollgate TemplatesCarlos Oliver Montejano100% (1)
- Gear Tooth Wear and Failure Modes TerminologyDokument43 SeitenGear Tooth Wear and Failure Modes TerminologyCarlos Oliver Montejano100% (1)
- 2.02 Project Kick Off MeetingDokument10 Seiten2.02 Project Kick Off MeetingnsadnanNoch keine Bewertungen
- Kanban - Pull System - TPS Toyota Production SystemDokument11 SeitenKanban - Pull System - TPS Toyota Production Systemmartinusteddy2114Noch keine Bewertungen
- 2.01 Project CharterDokument2 Seiten2.01 Project ChartermfernandNoch keine Bewertungen
- GE Six SigmaDokument6 SeitenGE Six Sigmaimran27pk100% (2)
- Six Sigma Exec Overview 1.5Dokument110 SeitenSix Sigma Exec Overview 1.5Shatarupa MitraNoch keine Bewertungen
- SIPOC DiagramDokument4 SeitenSIPOC Diagramsupermarco744735Noch keine Bewertungen
- D-MAIC 9 Steps 483N Vanity Gap ADokument14 SeitenD-MAIC 9 Steps 483N Vanity Gap ACarlos Oliver MontejanoNoch keine Bewertungen
- AGMA6011-I03 - Specification For High Speed Helical Gear UnitsDokument58 SeitenAGMA6011-I03 - Specification For High Speed Helical Gear UnitsConradodaMatta67% (3)
- Workplace Organisation P GDokument9 SeitenWorkplace Organisation P GsusandelhiNoch keine Bewertungen
- Control Chart Selection RoadmapDokument1 SeiteControl Chart Selection RoadmapCarlos Oliver MontejanoNoch keine Bewertungen
- Kaizen modules overview and continuous improvement toolsDokument9 SeitenKaizen modules overview and continuous improvement toolsBalakrishnanRangasamyNoch keine Bewertungen
- 1.2 Kaizen CultureDokument9 Seiten1.2 Kaizen Culturevivek11284100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Everything You Need To Know About The Chemistry of Kiln Feed and ClinkerDokument16 SeitenEverything You Need To Know About The Chemistry of Kiln Feed and ClinkerrpazbNoch keine Bewertungen
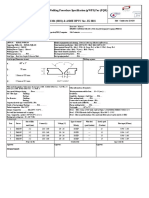
- Nisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)Dokument3 SeitenNisoc: Preliminary Welding Procedure Specification (PWPS) For (PQR)pejman.imaniNoch keine Bewertungen
- 132kV Bus Post Insulator MKDDokument1 Seite132kV Bus Post Insulator MKDsparkCENoch keine Bewertungen
- Steel and Tungsten Carbide Tube Mill RollsDokument2 SeitenSteel and Tungsten Carbide Tube Mill RollsBearingmanNoch keine Bewertungen
- United States Patent 19: Roper, Jr. Et AlDokument4 SeitenUnited States Patent 19: Roper, Jr. Et AlMada TetoNoch keine Bewertungen
- Ukl 4040Dokument11 SeitenUkl 4040prabal rayNoch keine Bewertungen
- Colonial ZF-20Dokument3 SeitenColonial ZF-20mndmatt100% (1)
- Hydrazines 113Dokument6 SeitenHydrazines 113Shumani PharamelaNoch keine Bewertungen
- Rotogravure Printing Learn MoreDokument15 SeitenRotogravure Printing Learn Moreumangashling100% (1)
- Manufactured Discontinuities or Real Flaws - Nde Applications AND CharacteristicsDokument46 SeitenManufactured Discontinuities or Real Flaws - Nde Applications AND CharacteristicsAnonymous 5qPKvmuTWCNoch keine Bewertungen
- Tds Dulux Aquatech Max WaterproofingDokument2 SeitenTds Dulux Aquatech Max WaterproofingaffandyarilNoch keine Bewertungen
- Part Book PC130F-7 Hidraulic PDFDokument11 SeitenPart Book PC130F-7 Hidraulic PDFChimanNoch keine Bewertungen
- Master Cat 09Dokument49 SeitenMaster Cat 09avw410Noch keine Bewertungen
- WB4303EDokument1 SeiteWB4303EcwiksjNoch keine Bewertungen
- B02-S01 Rev 3 Mar 2014 Fabrication of Structural and Miscellaneous SteelDokument18 SeitenB02-S01 Rev 3 Mar 2014 Fabrication of Structural and Miscellaneous SteelSALMANNoch keine Bewertungen
- B680 BulkDokument3 SeitenB680 BulkJM ArcillaNoch keine Bewertungen
- Wikipedia - Speeds & FeedsDokument7 SeitenWikipedia - Speeds & FeedserertytredfeNoch keine Bewertungen
- WELLCAT Data Sheet 2 3Dokument2 SeitenWELLCAT Data Sheet 2 3Andres SilveyraNoch keine Bewertungen
- QA-QC Requirement For Centrifugal Pump PartDokument3 SeitenQA-QC Requirement For Centrifugal Pump PartRuthai KomthaisongNoch keine Bewertungen
- Quiz Water Treatment 1Dokument1 SeiteQuiz Water Treatment 1Nurin Irdina RoslanNoch keine Bewertungen
- ASME B16.34-2009 Valves-Flanged-Threaded-Welding End - ExtractDokument72 SeitenASME B16.34-2009 Valves-Flanged-Threaded-Welding End - ExtractMahmoud Al HomranNoch keine Bewertungen
- Electrode ManualDokument18 SeitenElectrode ManualAnonymous 4e7GNjzGWNoch keine Bewertungen
- Assignment: Chapter 3: Metal Forming and Shaping ProcessesDokument22 SeitenAssignment: Chapter 3: Metal Forming and Shaping ProcessesIrfanNoch keine Bewertungen
- Fonelos JC Me105task1Dokument3 SeitenFonelos JC Me105task1JohnCris B. FornilosNoch keine Bewertungen
- Engineering standards and codes listDokument5 SeitenEngineering standards and codes listDineshkumarNoch keine Bewertungen
- Opti Turn Tu 2004 V ManualDokument80 SeitenOpti Turn Tu 2004 V ManualCharu NavneetNoch keine Bewertungen
- Jis G4053-2008Dokument14 SeitenJis G4053-2008황현석Noch keine Bewertungen
- Ciclico Servioptica RepuestosDokument68 SeitenCiclico Servioptica RepuestosMiguel Angel MetalcoreNoch keine Bewertungen
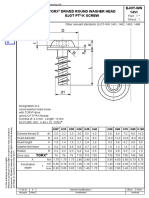
- Ejot WN-1451Dokument1 SeiteEjot WN-1451Diogo DoiNoch keine Bewertungen
- Difference Between Stainless Steel and Carbon SteelDokument6 SeitenDifference Between Stainless Steel and Carbon SteelQaisir MehmoodNoch keine Bewertungen