Das könnte Ihnen auch gefallen
- I S 816 - 1969Dokument29 SeitenI S 816 - 1969Hariprasad gantyalaNoch keine Bewertungen
- Is 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Dokument38 SeitenIs 2751 Code of Practice For Welding of Mild Steel Plain And.183134444Vivek KalaNoch keine Bewertungen
- Is - 816Dokument30 SeitenIs - 816mmkatta100% (1)
- Disclosure To Promote The Right To InformationDokument26 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- Is 2751 1979 PDFDokument41 SeitenIs 2751 1979 PDFjaianit89Noch keine Bewertungen
- Is 8081 Specification For Slotted SectionsDokument16 SeitenIs 8081 Specification For Slotted Sectionsbantyrock9671Noch keine Bewertungen
- 805steel Gravity Water TanksDokument20 Seiten805steel Gravity Water TanksAMITaXWINoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument21 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- Indian StandardDokument38 SeitenIndian StandardAbhishek SahNoch keine Bewertungen
- Is 5525 1969Dokument34 SeitenIs 5525 1969Ravi KumarNoch keine Bewertungen
- Indian StandardDokument12 SeitenIndian StandardBilal AhmadNoch keine Bewertungen
- Is 801Dokument39 SeitenIs 801Shashi TapsiNoch keine Bewertungen
- Form Vibrator SpecificationDokument12 SeitenForm Vibrator SpecificationRajashekar.PNoch keine Bewertungen
- Is - 412Dokument12 SeitenIs - 412raje_58Noch keine Bewertungen
- Indian Standard: Specification For Round Steel Wire For RopesDokument15 SeitenIndian Standard: Specification For Round Steel Wire For RopesrajmarathiNoch keine Bewertungen
- Is 801 Code of Practice For Use of Cold-Formed Light Gauge .183135618Dokument39 SeitenIs 801 Code of Practice For Use of Cold-Formed Light Gauge .183135618amithcivil100% (1)
- Is 6006Dokument19 SeitenIs 6006Sathish KumarNoch keine Bewertungen
- Specification For Cold-Rolled Steel Strips For Springs (First RecisionDokument20 SeitenSpecification For Cold-Rolled Steel Strips For Springs (First Recisiontopazamp123Noch keine Bewertungen
- 6916 Welding FabricationDokument33 Seiten6916 Welding FabricationvikasgahlyanNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument16 SeitenDisclosure To Promote The Right To InformationCristian WalkerNoch keine Bewertungen
- 2713 1T3 PDFDokument34 Seiten2713 1T3 PDFJitendra Mahida100% (2)
- 1278 - Filler Rods For Gas WeldingDokument20 Seiten1278 - Filler Rods For Gas WeldingKaushik SenguptaNoch keine Bewertungen
- Is 816 1969 PDFDokument32 SeitenIs 816 1969 PDFmishra_1982Noch keine Bewertungen
- SP6 6hand Book of Structural EngineersDokument76 SeitenSP6 6hand Book of Structural EngineerstrmpereiraNoch keine Bewertungen
- HandBook For Structural EngineersDokument76 SeitenHandBook For Structural EngineersLukman Tarigan Sumatra100% (2)
- 226Dokument16 Seiten226Abhijeet Vardhe100% (5)
- Annexure ADokument41 SeitenAnnexure AbvbarcNoch keine Bewertungen
- Handbook of Structural EngineeringDokument76 SeitenHandbook of Structural EngineeringRajeev Ranjan100% (8)
- 1570 (Part V)Dokument18 Seiten1570 (Part V)Kaushik SenguptaNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument27 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- IS 802 Part-2:1978Dokument13 SeitenIS 802 Part-2:1978Sardar. Vikramjit Singh RandhawaNoch keine Bewertungen
- Is 1852Dokument28 SeitenIs 1852kbasawaNoch keine Bewertungen
- Is 7215Dokument24 SeitenIs 7215kalpanaNoch keine Bewertungen
- Is 8350 1977Dokument8 SeitenIs 8350 1977UditChampaneriaNoch keine Bewertungen
- Reaffirmed 1997Dokument18 SeitenReaffirmed 1997Prachita RautNoch keine Bewertungen
- IS 1570 Part 5Dokument18 SeitenIS 1570 Part 5Sheetal JindalNoch keine Bewertungen
- Is 3935Dokument28 SeitenIs 3935suman33Noch keine Bewertungen
- IS 3370 (Part 2) 1967 R 1999Dokument18 SeitenIS 3370 (Part 2) 1967 R 1999Nagaraju Chinta50% (2)
- Is 3815Dokument15 SeitenIs 3815mishra_198250% (2)
- Is5525 1969Dokument30 SeitenIs5525 1969Umar SabaNoch keine Bewertungen
- Recommended Practice FOR Welded Fabrication in Wagons: Government of India Ministry of RailwaysDokument75 SeitenRecommended Practice FOR Welded Fabrication in Wagons: Government of India Ministry of RailwaysAMIT KUMAR100% (1)
- Is 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsDokument14 SeitenIs 9295 - 2002 - Steel Tubes For Idlers For Belt ConveyorsavijayakumarsamyNoch keine Bewertungen
- Indian Standard: Specification For Floor Door Stoppers (Dokument12 SeitenIndian Standard: Specification For Floor Door Stoppers (ssaurav89Noch keine Bewertungen
- 410Dokument15 Seiten410Kaushik Sengupta100% (1)
- Brittle Fracture in Steel StructuresVon EverandBrittle Fracture in Steel StructuresG.M. BoydNoch keine Bewertungen
- Corrosion and its Consequences for Reinforced Concrete StructuresVon EverandCorrosion and its Consequences for Reinforced Concrete StructuresNoch keine Bewertungen
- Design of Steel Structures: Materials, Connections, and ComponentsVon EverandDesign of Steel Structures: Materials, Connections, and ComponentsNoch keine Bewertungen
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesVon EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesBewertung: 4.5 von 5 Sternen4.5/5 (16)
- Control and Analysis in Iron and SteelmakingVon EverandControl and Analysis in Iron and SteelmakingBewertung: 3 von 5 Sternen3/5 (2)
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicVon EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNoch keine Bewertungen
- Die Casting Metallurgy: Butterworths Monographs in MaterialsVon EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Composite Steel and Concrete Structural Members: Composite Steel and Concrete Structures: Fundamental Behaviour (Second Edition)Von EverandComposite Steel and Concrete Structural Members: Composite Steel and Concrete Structures: Fundamental Behaviour (Second Edition)Bewertung: 4 von 5 Sternen4/5 (10)
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsVon EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsNoch keine Bewertungen
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkVon EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNoch keine Bewertungen
- The Value of Science in the Smithy and ForgeVon EverandThe Value of Science in the Smithy and ForgeNoch keine Bewertungen
- Indian Surface Preparation StandardDokument11 SeitenIndian Surface Preparation StandardpramodNoch keine Bewertungen
- Sis 05 5900Dokument11 SeitenSis 05 5900Taha Zia50% (2)
- DS13 8Dokument186 SeitenDS13 8Subhash SharmaNoch keine Bewertungen
- TGN 08 Crane Rail Selection 2Dokument3 SeitenTGN 08 Crane Rail Selection 2Prasad PatilNoch keine Bewertungen
- Iso 12944 PDFDokument4 SeitenIso 12944 PDFAdana100% (1)
- Propotional Valves and Servo ValvesDokument13 SeitenPropotional Valves and Servo ValvesSubhash SharmaNoch keine Bewertungen
- GB 17107 Part4Dokument4 SeitenGB 17107 Part4Imran IshakNoch keine Bewertungen
- TeknosDokument76 SeitenTeknosMartin LafonNoch keine Bewertungen
- Is.13367.1.1992 Use of CranesDokument39 SeitenIs.13367.1.1992 Use of CranesSubhash SharmaNoch keine Bewertungen
- China GB Plate (Update)Dokument10 SeitenChina GB Plate (Update)lipicolsmNoch keine Bewertungen
- Is 5878 6 1975Dokument17 SeitenIs 5878 6 1975Subhash SharmaNoch keine Bewertungen
- Water Tunnel Liner Design and SelectionDokument14 SeitenWater Tunnel Liner Design and SelectionSubhash SharmaNoch keine Bewertungen
- EM 1110-2-2701 - Vertical Lift Gates 1Dokument61 SeitenEM 1110-2-2701 - Vertical Lift Gates 1PDHLibrary50% (2)
- Sis 05 5900Dokument11 SeitenSis 05 5900Taha Zia50% (2)
- FEM 1.001 Rules For The Design of Hoisting AppliancesDokument312 SeitenFEM 1.001 Rules For The Design of Hoisting AppliancesAlexander Gotte88% (43)
- List of FEM Documents 2015Dokument6 SeitenList of FEM Documents 2015jmpateiro1985Noch keine Bewertungen
- En 1999 1 3 2007Dokument105 SeitenEn 1999 1 3 2007Subhash SharmaNoch keine Bewertungen
- Covered ElectrodesDokument31 SeitenCovered ElectrodesSubhash SharmaNoch keine Bewertungen
- BS 437 - Cast Iron Spigot and Socket Drain Pipes and FittingsDokument58 SeitenBS 437 - Cast Iron Spigot and Socket Drain Pipes and FittingsSubhash Sharma100% (2)
- Ultrasonic TestingDokument36 SeitenUltrasonic TestingRaj Kumar100% (4)
- Specvol 4Dokument311 SeitenSpecvol 4bolinagNoch keine Bewertungen
- Disclosure To Promote The Right To InformationDokument13 SeitenDisclosure To Promote The Right To InformationgovimanoNoch keine Bewertungen
- Emergency Closure of GatesDokument103 SeitenEmergency Closure of GatesSubhash SharmaNoch keine Bewertungen
- Ultrasonic TestingDokument36 SeitenUltrasonic TestingRaj Kumar100% (4)
- ASCEDokument38 SeitenASCESubhash SharmaNoch keine Bewertungen
- Covered ElectrodesDokument31 SeitenCovered ElectrodesSubhash SharmaNoch keine Bewertungen
- Pressure Control ValvesDokument11 SeitenPressure Control ValvesSubhash SharmaNoch keine Bewertungen
- Penstock ManualDokument159 SeitenPenstock Manualstudent_bl95% (21)
- Is 5878 6 1975Dokument17 SeitenIs 5878 6 1975Subhash SharmaNoch keine Bewertungen
- CT00022379 28288Dokument48 SeitenCT00022379 28288Salim AshorNoch keine Bewertungen
- V Series Catalog Vb015e 05Dokument64 SeitenV Series Catalog Vb015e 05jotalopecincoNoch keine Bewertungen
- Amogreentech - TIM 20210520Dokument36 SeitenAmogreentech - TIM 20210520Maike SongNoch keine Bewertungen
- Republic of the Philippines Department of Education Region VI Summative Test in Science 7Dokument1 SeiteRepublic of the Philippines Department of Education Region VI Summative Test in Science 7Laysa FalsisNoch keine Bewertungen
- Milling Speed & Feed Calculator - Inch To MetricDokument16 SeitenMilling Speed & Feed Calculator - Inch To MetricAdnan MehmoodNoch keine Bewertungen
- VG621 PPGF30 BorealisDokument3 SeitenVG621 PPGF30 BorealisLeandro LacerdaNoch keine Bewertungen
- MCP 101 Product Realization Lab ManualDokument75 SeitenMCP 101 Product Realization Lab ManualjasvindersinghsagguNoch keine Bewertungen
- iTOWERS Designer (Design Procedure) : Project DetailsDokument7 SeiteniTOWERS Designer (Design Procedure) : Project DetailsMuhammad Bilal100% (1)
- TDS Byk-320 en PDFDokument2 SeitenTDS Byk-320 en PDFMOHAMEDNoch keine Bewertungen
- Analytica Chimica Acta: Jacopo La Nasa, Francesca Modugno, Matteo Aloisi, Anna Lluveras-Tenorio, Ilaria BonaduceDokument8 SeitenAnalytica Chimica Acta: Jacopo La Nasa, Francesca Modugno, Matteo Aloisi, Anna Lluveras-Tenorio, Ilaria Bonaducejuanda.scienceNoch keine Bewertungen
- 08032012-Ppt Strain TransformationDokument44 Seiten08032012-Ppt Strain Transformationمحمد عادل خٹکNoch keine Bewertungen
- Metal Spinning Machines Technical Data 2007Dokument2 SeitenMetal Spinning Machines Technical Data 2007Andres Lp100% (1)
- Ah 9315Dokument1 SeiteAh 9315scanmidiaNoch keine Bewertungen
- Engineering Deliverables ListDokument49 SeitenEngineering Deliverables ListpavanNoch keine Bewertungen
- Tracetek TTFFS Leak DetectionDokument2 SeitenTracetek TTFFS Leak DetectionalokinstNoch keine Bewertungen
- Dwnload Full Operations Management Sustainability and Supply Chain Management 12th Edition Heizer Test Bank PDFDokument36 SeitenDwnload Full Operations Management Sustainability and Supply Chain Management 12th Edition Heizer Test Bank PDFardellazusman100% (13)
- 304 Stainless Steel Seamless TubeDokument6 Seiten304 Stainless Steel Seamless TubeFSAAVEDRAFNoch keine Bewertungen
- Legacy Product Catalog 2016 PDFDokument40 SeitenLegacy Product Catalog 2016 PDFCamilo Andrés Abello RégeasseNoch keine Bewertungen
- Volvo EW145B Wheeled ExcavatorDokument48 SeitenVolvo EW145B Wheeled ExcavatorHai Van100% (9)
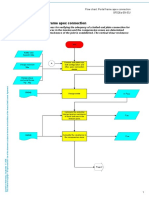
- SF026a-Flow Chart Portal Frame Apex ConnectionDokument3 SeitenSF026a-Flow Chart Portal Frame Apex ConnectiondvelchevNoch keine Bewertungen
- Measure Young's Modulus and Determine Material PropertiesDokument13 SeitenMeasure Young's Modulus and Determine Material PropertiesKerry-Ann WilliamsNoch keine Bewertungen
- Olive Oil InfrastructuresDokument5 SeitenOlive Oil InfrastructuresShahzad ShameemNoch keine Bewertungen
- Utilisation of Foundry Sand in Concrete ProductionDokument9 SeitenUtilisation of Foundry Sand in Concrete ProductionDhiraj YelmateNoch keine Bewertungen
- Compact Variable CompressorsDokument2 SeitenCompact Variable CompressorsIvan GrayNoch keine Bewertungen
- QIS College Engineering & Tech Session Plan Metal CuttingDokument13 SeitenQIS College Engineering & Tech Session Plan Metal CuttingKalai ArasanNoch keine Bewertungen
- Insulflex SizeDokument1 SeiteInsulflex SizeAnonymous ItzBhUGoiNoch keine Bewertungen
- DS DT 02 Standard TraysDokument4 SeitenDS DT 02 Standard TraysAhmet Samet ÖzdilekNoch keine Bewertungen
- How to set out a circular building structureDokument5 SeitenHow to set out a circular building structureAnania TashomeNoch keine Bewertungen
- MechanismDokument17 SeitenMechanismm_er100Noch keine Bewertungen
- Underground Storage in Rock Caverns: Rajan K PillaiDokument37 SeitenUnderground Storage in Rock Caverns: Rajan K PillaiBhaskar ReddyNoch keine Bewertungen