Das könnte Ihnen auch gefallen
- 3D Modeling of Heat Sink: Problem: Aluminum Heat Sinks Are Commonly Used To Dissipate Heat From Electronic DevicesDokument2 Seiten3D Modeling of Heat Sink: Problem: Aluminum Heat Sinks Are Commonly Used To Dissipate Heat From Electronic DevicesKaustubh JoshiNoch keine Bewertungen
- 10 3D Pulley PDFDokument2 Seiten10 3D Pulley PDFKaustubh JoshiNoch keine Bewertungen
- 06 2D ChimneyDokument3 Seiten06 2D ChimneyKaustubh JoshiNoch keine Bewertungen
- 2D Flow Analysis Around A CylinderDokument2 Seiten2D Flow Analysis Around A CylinderKaustubh JoshiNoch keine Bewertungen
- Ansys Ulberta PDFDokument410 SeitenAnsys Ulberta PDFKaustubh JoshiNoch keine Bewertungen
- 03 2D Bracket PDFDokument2 Seiten03 2D Bracket PDFKaustubh JoshiNoch keine Bewertungen
- 06 2D Chimney PDFDokument3 Seiten06 2D Chimney PDFKaustubh JoshiNoch keine Bewertungen
- Design of Experiments Taguchi Methods PDFDokument20 SeitenDesign of Experiments Taguchi Methods PDFBETSY LITERALNoch keine Bewertungen
- Mae 1652Dokument25 SeitenMae 1652Kaustubh JoshiNoch keine Bewertungen
- Elementos Finitos FEM - Finite Element Procedures - K.-J. Bathe - 1996Dokument1.052 SeitenElementos Finitos FEM - Finite Element Procedures - K.-J. Bathe - 1996Eugenio Ferreras100% (1)
- SS 2016 Lecture 01 IntroductionDokument45 SeitenSS 2016 Lecture 01 IntroductionKaustubh JoshiNoch keine Bewertungen
- What Is Rapid PrototypingDokument17 SeitenWhat Is Rapid PrototypingKaustubh JoshiNoch keine Bewertungen
- 02 1D CompositeWall PDFDokument3 Seiten02 1D CompositeWall PDFKaustubh JoshiNoch keine Bewertungen
- Stucker America in Living Color PresentationDokument27 SeitenStucker America in Living Color PresentationKaustubh JoshiNoch keine Bewertungen
- Ghazy 12Dokument245 SeitenGhazy 12Kaustubh JoshiNoch keine Bewertungen
- Electrohydraulic Forming of Near Net Shape Automotive PanelsDokument2 SeitenElectrohydraulic Forming of Near Net Shape Automotive PanelsKaustubh JoshiNoch keine Bewertungen
- ExperimentosDokument680 SeitenExperimentosGerardo Lopez100% (4)
- A Study On Deep Drawing and Spinning Process in Sheet Metal FormingDokument6 SeitenA Study On Deep Drawing and Spinning Process in Sheet Metal FormingInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Electromagnetic Forming: Forming Copper Aluminium Lenz's LawDokument1 SeiteElectromagnetic Forming: Forming Copper Aluminium Lenz's LawKaustubh JoshiNoch keine Bewertungen
- NASA 104835main FrictionDokument1 SeiteNASA 104835main FrictionNASAdocumentsNoch keine Bewertungen
- RPDokument10 SeitenRPpatilsspNoch keine Bewertungen
- Study On The Mechanism of Force Calculations in Flow Forming A ReviewDokument8 SeitenStudy On The Mechanism of Force Calculations in Flow Forming A ReviewIAEME PublicationNoch keine Bewertungen
- 09 Diamantzersp EnglDokument4 Seiten09 Diamantzersp EnglKaustubh JoshiNoch keine Bewertungen
- Eng 165-265.8.2015Dokument24 SeitenEng 165-265.8.2015Kaustubh JoshiNoch keine Bewertungen
- High Energy Rate FormingDokument9 SeitenHigh Energy Rate FormingBalabadra MaheshNoch keine Bewertungen
- Vol9num4 A5 PDFDokument9 SeitenVol9num4 A5 PDFKaustubh JoshiNoch keine Bewertungen
- Friction Stir WeldingDokument22 SeitenFriction Stir Weldingkarthik100% (4)
- Shaped Tube Electrolytic MachiningDokument4 SeitenShaped Tube Electrolytic MachiningKaustubh Joshi50% (2)
- Electro Jet DrillingDokument17 SeitenElectro Jet DrillingKaustubh JoshiNoch keine Bewertungen
- CH 09Dokument37 SeitenCH 09Son TranNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
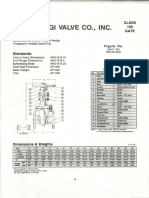
- Wagi ValvesDokument2 SeitenWagi ValvesAlex VarHer100% (1)
- Metal Casting Principles and Techniques: DECEMBER 2013Dokument7 SeitenMetal Casting Principles and Techniques: DECEMBER 2013abraham silva hernandezNoch keine Bewertungen
- The New Generation of Thin-Slab Casting and Rolling Plant For No Production and Market LimitationsDokument6 SeitenThe New Generation of Thin-Slab Casting and Rolling Plant For No Production and Market LimitationsJJNoch keine Bewertungen
- Astm A394Dokument6 SeitenAstm A394MaxNoch keine Bewertungen
- The Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsDokument3 SeitenThe Three Main Forms of Energy Used in Non-Conventional Machining Processes Are As FollowsNVNoch keine Bewertungen
- Katalog Vers 2 ReprintDokument52 SeitenKatalog Vers 2 ReprintfernandoNoch keine Bewertungen
- 3SS NW00 00007 PDFDokument10 Seiten3SS NW00 00007 PDFKarthikNoch keine Bewertungen
- Heat Treatment (Slide)Dokument13 SeitenHeat Treatment (Slide)Afiq SaimiNoch keine Bewertungen
- Irc107 2013Dokument24 SeitenIrc107 2013rahulNoch keine Bewertungen
- Case Studies Catalogue: Lik HungDokument22 SeitenCase Studies Catalogue: Lik HungE DaeNoch keine Bewertungen
- Pulley Lagging PDFDokument2 SeitenPulley Lagging PDFSanatha AgungNoch keine Bewertungen
- Aluminium Alloy - 6082 - T6 T651 Plate: Specifications Chemical CompositionDokument3 SeitenAluminium Alloy - 6082 - T6 T651 Plate: Specifications Chemical Compositionhardik033Noch keine Bewertungen
- Ultratop Loft FDokument4 SeitenUltratop Loft FalexNoch keine Bewertungen
- Piping Material - GuidanceDokument17 SeitenPiping Material - GuidanceAlfon50% (2)
- Makeready Material: Cito BoxlineDokument4 SeitenMakeready Material: Cito BoxlineAbdul WasayNoch keine Bewertungen
- Duplex 2209 Weld Overlay by ESSC Process: Er. Manoj Kumar, Dr. Abhishek KambojDokument7 SeitenDuplex 2209 Weld Overlay by ESSC Process: Er. Manoj Kumar, Dr. Abhishek KambojAyyappanSubramanianNoch keine Bewertungen
- Subject Lecturer: Ban Ahmed Khaleel: Experiment No. (1) : "Determination of Slump of Fresh Concrete"Dokument4 SeitenSubject Lecturer: Ban Ahmed Khaleel: Experiment No. (1) : "Determination of Slump of Fresh Concrete"AL SniperNoch keine Bewertungen
- WEICON CatalogueDokument284 SeitenWEICON CataloguefranekzapaNoch keine Bewertungen
- CutterDokument1 SeiteCutterpesmobile TamilNoch keine Bewertungen
- 1401 0101 Design Basis Report Ver 1Dokument22 Seiten1401 0101 Design Basis Report Ver 1mustafazahmedNoch keine Bewertungen
- EMI Shielding Methods and Materials A ReDokument14 SeitenEMI Shielding Methods and Materials A ReWiga Vicky IrawanNoch keine Bewertungen
- Section 02820 Ornamental Metal Fences and GatesDokument14 SeitenSection 02820 Ornamental Metal Fences and GatesMØhãmmed ØwięsNoch keine Bewertungen
- Mpho 2-1Dokument1 SeiteMpho 2-1anzaniNoch keine Bewertungen
- Perbandingan Harga Pipa Dan SRDokument6 SeitenPerbandingan Harga Pipa Dan SRRahma FauziahNoch keine Bewertungen
- Neo Shower Enclosure Installation Instructions: ImportantDokument8 SeitenNeo Shower Enclosure Installation Instructions: Importantwww.everything4less.comNoch keine Bewertungen
- Ac 800 Series BrochureDokument12 SeitenAc 800 Series BrochureAnung PriyantoNoch keine Bewertungen
- Schedule of Rates, Zone Contracts - General Building Works BHRDokument38 SeitenSchedule of Rates, Zone Contracts - General Building Works BHRnadeeshlakmalNoch keine Bewertungen
- List of Irc SpecificationsDokument10 SeitenList of Irc Specificationsdbhawal6388Noch keine Bewertungen
- Casting Defect: Pouring Metal Defects, and Metallurgical DefectsDokument7 SeitenCasting Defect: Pouring Metal Defects, and Metallurgical DefectsSama UmateNoch keine Bewertungen
- Welded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeDokument5 SeitenWelded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeGreg Yee100% (1)