Das könnte Ihnen auch gefallen
- Uee 0Dokument421 SeitenUee 0Abhishek KumbalurNoch keine Bewertungen
- Mec 4 SyllDokument28 SeitenMec 4 SyllAbhishek KumbalurNoch keine Bewertungen
- 2 PrefaceDokument2 Seiten2 PrefaceAbhishek KumbalurNoch keine Bewertungen
- TQM June 2011Dokument1 SeiteTQM June 2011Vitoo OinamNoch keine Bewertungen
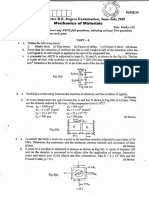
- MoM June July 09 PDFDokument2 SeitenMoM June July 09 PDFAbhishek KumbalurNoch keine Bewertungen
- MMM Lab Manual 10mel47bDokument108 SeitenMMM Lab Manual 10mel47bsimalaraviNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- ScienceDokument259 SeitenScienceAbhishek KumbalurNoch keine Bewertungen
- Chapter - 1 - Static Force Analysis PDFDokument29 SeitenChapter - 1 - Static Force Analysis PDFSourabh JangraNoch keine Bewertungen
- 81-Mathematics Design & MQP Kan and EnglishDokument13 Seiten81-Mathematics Design & MQP Kan and EnglishBasavarajBusnurNoch keine Bewertungen
- MoM June 2012Dokument3 SeitenMoM June 2012Prasanth KumarNoch keine Bewertungen
- Ce6306 QBDokument9 SeitenCe6306 QBAbhishek KumbalurNoch keine Bewertungen
- Dec 2011 LatestDokument1 SeiteDec 2011 LatestParashuram LokreNoch keine Bewertungen
- Design 11 CDokument11 SeitenDesign 11 CAbhishek KumbalurNoch keine Bewertungen
- Textofvideo - Nptel.iitm - Ac.in 105105108 Lec25Dokument35 SeitenTextofvideo - Nptel.iitm - Ac.in 105105108 Lec25Shikha Singla100% (1)
- Fit and TolerancesDokument15 SeitenFit and TolerancesRajasekaran Vt100% (1)
- 53 36765 ME591 2012 1 1 1 Analog Signal ConditionningDokument58 Seiten53 36765 ME591 2012 1 1 1 Analog Signal ConditionningAbhishek KumbalurNoch keine Bewertungen
- Solid State Lasers and Applns - RKDokument56 SeitenSolid State Lasers and Applns - RKAbhishek KumbalurNoch keine Bewertungen
- The Different Types of Drilling Machine Which Are Most Commonly Used AreDokument12 SeitenThe Different Types of Drilling Machine Which Are Most Commonly Used AreAbhishek KumbalurNoch keine Bewertungen
- Me 471 Closed Loop Hydraulic Positioning SystemDokument4 SeitenMe 471 Closed Loop Hydraulic Positioning SystemAbhishek KumbalurNoch keine Bewertungen
- Batteries Vs Flywheel UpsDokument1 SeiteBatteries Vs Flywheel UpsAbhishek KumbalurNoch keine Bewertungen
- 81-Mathematics Design & MQP Kan and EnglishDokument13 Seiten81-Mathematics Design & MQP Kan and EnglishBasavarajBusnurNoch keine Bewertungen
- EG1108 - DCmotors JHBJHBJHB JHBJHBJHBJDokument19 SeitenEG1108 - DCmotors JHBJHBJHB JHBJHBJHBJSulaiman JafferyNoch keine Bewertungen
- Create Models of Engineering Systems TutorialDokument28 SeitenCreate Models of Engineering Systems TutorialarietoxNoch keine Bewertungen
- Lecture 14Dokument6 SeitenLecture 14suneel kumar rathoreNoch keine Bewertungen
- 26 Broaching - Principles, Systems and ApplicationsDokument16 Seiten26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- Unit 3 Control Components in Hydraulic SystemDokument16 SeitenUnit 3 Control Components in Hydraulic SystemAbhishek KumbalurNoch keine Bewertungen
- Volume Formulas PDFDokument1 SeiteVolume Formulas PDFLilian Laurel CariquitanNoch keine Bewertungen
- Logic FunctionDokument14 SeitenLogic FunctionAbhishek KumbalurNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5782)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Fast FashionDokument9 SeitenFast FashionOUMA ONYANGONoch keine Bewertungen
- Value Addition ( (Technology) + (Innovation) ) X Quality: Garment FinishDokument66 SeitenValue Addition ( (Technology) + (Innovation) ) X Quality: Garment FinishSivakumar K100% (3)
- CMS Imrovement PlanDokument7 SeitenCMS Imrovement PlanDyeing DyeingNoch keine Bewertungen
- D1795Dokument6 SeitenD1795Ненад Кнежевић100% (2)
- Environmental Effects of The Textile Sector in Bangladesh by Ashfauzzaman AronnoDokument2 SeitenEnvironmental Effects of The Textile Sector in Bangladesh by Ashfauzzaman AronnoAshfauzzaman AronnoNoch keine Bewertungen
- An Introduction To The Chemistry of CelluloseDokument561 SeitenAn Introduction To The Chemistry of CelluloseBananNoch keine Bewertungen
- Man-Made Staple Fibres NoteDokument16 SeitenMan-Made Staple Fibres NoteAnubhav GirdharNoch keine Bewertungen
- Textile TerminologyDokument59 SeitenTextile TerminologyShantnu MittalNoch keine Bewertungen
- Customer Service Analysis at SportKingDokument56 SeitenCustomer Service Analysis at SportKinggurkirat singhNoch keine Bewertungen
- Raymond ERP Project Case Study: Leading Worsted Fabric ManufacturerDokument77 SeitenRaymond ERP Project Case Study: Leading Worsted Fabric ManufacturerArun DahiyaNoch keine Bewertungen
- B.Tech 2nd Yr TTDokument11 SeitenB.Tech 2nd Yr TTNeeraj SoniNoch keine Bewertungen
- Chemical Modification of Polymers with Flame RetardantsDokument71 SeitenChemical Modification of Polymers with Flame RetardantsanbuchelvanNoch keine Bewertungen
- Supply Chain MGT ReportDokument49 SeitenSupply Chain MGT ReportsitaraNoch keine Bewertungen
- Fibres and Plastic Worksheet - 1Dokument7 SeitenFibres and Plastic Worksheet - 1SMKNoch keine Bewertungen
- Fiber Burn ChartDokument2 SeitenFiber Burn Chartfarooq jalalNoch keine Bewertungen
- 10 Chapter 1Dokument44 Seiten10 Chapter 1rohini soniNoch keine Bewertungen
- Tugas Pengetahuan TekstilDokument58 SeitenTugas Pengetahuan TekstilLeony HappytriNoch keine Bewertungen
- Rayon Synthesis ProjectDokument3 SeitenRayon Synthesis ProjectPaytm KaroNoch keine Bewertungen
- Advances in Denim ResearchDokument8 SeitenAdvances in Denim ResearchMuhammad Usama KhanNoch keine Bewertungen
- VII SilkDokument3 SeitenVII Silksmi_santhoshNoch keine Bewertungen
- Knitwear Performance TableDokument36 SeitenKnitwear Performance TableleoNoch keine Bewertungen
- E Book Dark Side of Fashion - Melanie de VriesDokument23 SeitenE Book Dark Side of Fashion - Melanie de VriesTatiana MolinaNoch keine Bewertungen
- Fibreprop PDFDokument45 SeitenFibreprop PDFvaraduNoch keine Bewertungen
- Textile Fibers: Prof. Aravin Prince PeriyasamyDokument46 SeitenTextile Fibers: Prof. Aravin Prince PeriyasamyAreda BatuNoch keine Bewertungen
- IKEA2010 Home-Designing Dot ComDokument189 SeitenIKEA2010 Home-Designing Dot ComVlad Florin100% (1)
- Ap - New Uda - Gen MerchDokument454 SeitenAp - New Uda - Gen MerchPeterrey SabanalNoch keine Bewertungen
- Tesco Clothing Technical Manual FINAL3Dokument176 SeitenTesco Clothing Technical Manual FINAL3robincosta92% (13)
- A Mechanism Study On Preparation of Rayon Based Carbon FibersDokument8 SeitenA Mechanism Study On Preparation of Rayon Based Carbon FibersrkergunNoch keine Bewertungen
- Airo24 en WebDokument8 SeitenAiro24 en WebLievenVerraestNoch keine Bewertungen
- ISWA-NVRD Jeans Luiken June 29 2012Dokument18 SeitenISWA-NVRD Jeans Luiken June 29 2012Rajesh KumarNoch keine Bewertungen