Das könnte Ihnen auch gefallen
- Verificación de balanzas formatoDokument1 SeiteVerificación de balanzas formatocarolina rinconNoch keine Bewertungen
- 293 Bascula PCR Ficha TecnicaDokument2 Seiten293 Bascula PCR Ficha TecnicaMao D RNoch keine Bewertungen
- 253-06 - Codigo Colores TuberiasDokument10 Seiten253-06 - Codigo Colores TuberiasmarinomNoch keine Bewertungen
- Verificación de Calibración.Dokument6 SeitenVerificación de Calibración.Pyc granizadorasNoch keine Bewertungen
- Matriz de RiesgoDokument4 SeitenMatriz de Riesgonorman ariasNoch keine Bewertungen
- For-Lp-012 Listas de Verificacion - FisicoquímicosDokument10 SeitenFor-Lp-012 Listas de Verificacion - FisicoquímicosLuis LozoyaNoch keine Bewertungen
- Sistema de gestión HSEQ para mantenimiento preventivo y calibraciónDokument3 SeitenSistema de gestión HSEQ para mantenimiento preventivo y calibraciónLucia CortesNoch keine Bewertungen
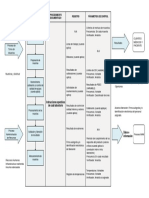
- Diagrama FlujoDokument1 SeiteDiagrama FlujoJesus DominguezNoch keine Bewertungen
- Gestión calidad productos servicios no conformesDokument7 SeitenGestión calidad productos servicios no conformesBrunoLuyaNoch keine Bewertungen
- Purinas PDFDokument1 SeitePurinas PDFAb CalNoch keine Bewertungen
- Cronograma de Mantenimiento Calibracion y Verificacion de EquiposDokument2 SeitenCronograma de Mantenimiento Calibracion y Verificacion de EquiposjesusNoch keine Bewertungen
- Tema 18 Requisitos Tecnicos Iso 17025Dokument5 SeitenTema 18 Requisitos Tecnicos Iso 17025monitriNoch keine Bewertungen
- Mettler Toledo MS204SDokument2 SeitenMettler Toledo MS204SBruno TaisNoch keine Bewertungen
- Recepción de materiales ASMEDokument36 SeitenRecepción de materiales ASMEFriverahuertaNoch keine Bewertungen
- Proyecto de Calidad.17025Dokument22 SeitenProyecto de Calidad.17025Lluvia Linnett Martinez ResendizNoch keine Bewertungen
- Plan Maestro de ValidaciónDokument4 SeitenPlan Maestro de Validaciónjpablin_to100% (1)
- Ficha Tecnica AVMDokument3 SeitenFicha Tecnica AVMGeovany GuainasNoch keine Bewertungen
- Cálculo de incertidumbres de calibraciónDokument30 SeitenCálculo de incertidumbres de calibraciónVane OliveraNoch keine Bewertungen
- Protocolo e Informe Validación de ProcesosDokument22 SeitenProtocolo e Informe Validación de Procesosisis rios100% (1)
- 8.6.1) Formato de Liberacion de ProductoDokument4 Seiten8.6.1) Formato de Liberacion de Productoivan castañedaNoch keine Bewertungen
- Objeto y Campo de Aplicación - ISO 17025Dokument25 SeitenObjeto y Campo de Aplicación - ISO 17025Eliezer David Carrazco Rodríguez50% (2)
- Guia Rapida BS 200e PDFDokument25 SeitenGuia Rapida BS 200e PDFCesar DanielNoch keine Bewertungen
- Rg-CA-11-01 Registro de Verificación de Equipos de MedicionDokument1 SeiteRg-CA-11-01 Registro de Verificación de Equipos de MedicionJohn Q. Pampa CantaroNoch keine Bewertungen
- Plan de AuditoriaDokument7 SeitenPlan de AuditoriaSarah GaonNoch keine Bewertungen
- Protocolo Ispeccion Masas y ValanzasDokument25 SeitenProtocolo Ispeccion Masas y ValanzasJackelinne SalgueroNoch keine Bewertungen
- ANEXO 9d Jefe de Aseguramiento de CalidadDokument5 SeitenANEXO 9d Jefe de Aseguramiento de CalidadJuan Palacios CastañedaNoch keine Bewertungen
- Producto No Conforme ISO 9001 - 17025Dokument3 SeitenProducto No Conforme ISO 9001 - 17025Comprador BazaresNoch keine Bewertungen
- Evaluacion de Fabricantes de Transformadores - Inspecciones en FabricaDokument9 SeitenEvaluacion de Fabricantes de Transformadores - Inspecciones en Fabricaacport2809Noch keine Bewertungen
- If-P21-F22 Formato Hoja de Vida de Equipos - Laboratorio de Indicadores de Calidad de Aguas y LodosDokument3 SeitenIf-P21-F22 Formato Hoja de Vida de Equipos - Laboratorio de Indicadores de Calidad de Aguas y LodosFELIPE DAVILANoch keine Bewertungen
- Determinación de Ácido Peracético en PPMDokument2 SeitenDeterminación de Ácido Peracético en PPMLiset Evelin Gonzales BlacidoNoch keine Bewertungen
- f1.g8.Pp Formato Listado General y Confirmacion Metrologica de Los Equipos de Medicion v2Dokument4 Seitenf1.g8.Pp Formato Listado General y Confirmacion Metrologica de Los Equipos de Medicion v2Diana GutierrezNoch keine Bewertungen
- Dp-st-01 Procedimiento Servicio Técnico v.11Dokument7 SeitenDp-st-01 Procedimiento Servicio Técnico v.11laura marcela guarin quinteroNoch keine Bewertungen
- Nom 010Dokument8 SeitenNom 010Manuel BarretosNoch keine Bewertungen
- Curso Iso 17025Dokument6 SeitenCurso Iso 17025jennijohanaNoch keine Bewertungen
- Nte Inen Iso 2859 2extractoDokument8 SeitenNte Inen Iso 2859 2extractoangelitomhtNoch keine Bewertungen
- Rechazo Carnes (Manual)Dokument5 SeitenRechazo Carnes (Manual)AmericoNoch keine Bewertungen
- Norma Iso 10012 Paso PasoDokument5 SeitenNorma Iso 10012 Paso PasoLuis Arturo Ramirez Esteban100% (1)
- 8.4.0-SSE Servicios Suministrados ExternamenteDokument5 Seiten8.4.0-SSE Servicios Suministrados ExternamentePatricio IgnacioNoch keine Bewertungen
- Informe Puesta en MarchaDokument3 SeitenInforme Puesta en MarchaDiego Laya PicadoNoch keine Bewertungen
- Diagrama de Flujo Control de Registros y DocumentosDokument10 SeitenDiagrama de Flujo Control de Registros y DocumentosYesi SabogalNoch keine Bewertungen
- Certificado Calidad #084-2022-Trigo MoteDokument1 SeiteCertificado Calidad #084-2022-Trigo MoteNataly Yulessy GrándezNoch keine Bewertungen
- Instructivo para Operación de La Máquina PACKDokument8 SeitenInstructivo para Operación de La Máquina PACKJonathan Manuel Puello JuradoNoch keine Bewertungen
- El Plan Maestro de Validación Al Detalle - Quality by DesignDokument8 SeitenEl Plan Maestro de Validación Al Detalle - Quality by DesignivanNoch keine Bewertungen
- Procedimiento de CalibracionDokument12 SeitenProcedimiento de Calibracionluisefedj100% (2)
- FOR-AC-107 (Contrato de Prestacin de Servicios) 01Dokument13 SeitenFOR-AC-107 (Contrato de Prestacin de Servicios) 01lehilunaNoch keine Bewertungen
- Gestión Calidad Procedimientos MetrologíaDokument8 SeitenGestión Calidad Procedimientos MetrologíaINGENEGREANUNoch keine Bewertungen
- Procedimiento de CalibracionDokument3 SeitenProcedimiento de CalibracionKelly Martinez CarrilloNoch keine Bewertungen
- CQA.013.14.3548 Formulario de Evaluación de Calidad GlobalDokument10 SeitenCQA.013.14.3548 Formulario de Evaluación de Calidad GlobalJesith lopezNoch keine Bewertungen
- Control datos laboratorios INVIMADokument6 SeitenControl datos laboratorios INVIMAVer OnischNoch keine Bewertungen
- Calibración de alineador de motos y autos con menos deDokument2 SeitenCalibración de alineador de motos y autos con menos degretty gonzalezNoch keine Bewertungen
- Procedimientos Estandarizados para MantenimientoDokument56 SeitenProcedimientos Estandarizados para MantenimientoVictor Herrera100% (1)
- Poe - 011 - Procedimiento de Liberación Del Producto TerminadoDokument3 SeitenPoe - 011 - Procedimiento de Liberación Del Producto TerminadowuilliamNoch keine Bewertungen
- P-Sa-85 Guia para La Validacion de Metodos de Ensayo V1-OkDokument26 SeitenP-Sa-85 Guia para La Validacion de Metodos de Ensayo V1-OkOLGA MARÍNNoch keine Bewertungen
- Lista de Verificacion Residuos Cromatografia FinalDokument12 SeitenLista de Verificacion Residuos Cromatografia FinalLuis LozoyaNoch keine Bewertungen
- 025.0337-0 - SRP2040E-2050E Esp. 02-02Dokument50 Seiten025.0337-0 - SRP2040E-2050E Esp. 02-02Alexander VillanuevaNoch keine Bewertungen
- Política de Equipos Críticos de Control de CalidadDokument11 SeitenPolítica de Equipos Críticos de Control de CalidadMariana AvilaNoch keine Bewertungen
- Como Calibrar en TemperaturaDokument8 SeitenComo Calibrar en TemperaturananizooNoch keine Bewertungen
- 3255 Norma Iso 17025. Minpub PDFDokument152 Seiten3255 Norma Iso 17025. Minpub PDFAngel EntrenaNoch keine Bewertungen
- 3255 Norma Iso 17025Dokument153 Seiten3255 Norma Iso 17025luis antonio criollo riveraNoch keine Bewertungen
- Orientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Von EverandOrientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Bewertung: 4.5 von 5 Sternen4.5/5 (4)
- 7072Dokument129 Seiten7072Grober Campos CalixtoNoch keine Bewertungen
- Asertividad PDFDokument46 SeitenAsertividad PDFLeandro PelletànNoch keine Bewertungen
- 1 Oleohidraulica TranspDokument56 Seiten1 Oleohidraulica TranspJean Callata ChuraNoch keine Bewertungen
- Diseodeunaplantatermoelectrica 141201170534 Conversion Gate01 PDFDokument45 SeitenDiseodeunaplantatermoelectrica 141201170534 Conversion Gate01 PDFJose MeraNoch keine Bewertungen
- Bonos de Carbono y BiodigestoresDokument19 SeitenBonos de Carbono y BiodigestoresJose MeraNoch keine Bewertungen
- GEOTÉRMICADokument22 SeitenGEOTÉRMICAfrankjer4Noch keine Bewertungen
- Circular XII Seminario Internacional de La RedESTRADODokument4 SeitenCircular XII Seminario Internacional de La RedESTRADOJose MeraNoch keine Bewertungen
- Alvarado Quinteros Idealismo Berkeley Mente1Dokument60 SeitenAlvarado Quinteros Idealismo Berkeley Mente1Jose MeraNoch keine Bewertungen
- Abb Acs550 PDFDokument330 SeitenAbb Acs550 PDFCoofe Acosta Silva67% (3)
- Epistemología de Carl PopperDokument19 SeitenEpistemología de Carl Popperbeatle007Noch keine Bewertungen
- Epistemología de Carl PopperDokument19 SeitenEpistemología de Carl Popperbeatle007Noch keine Bewertungen
- Trabajo AutomatizacionDokument82 SeitenTrabajo AutomatizacionJose MeraNoch keine Bewertungen
- RefrigeracionDokument40 SeitenRefrigeracionpepillo2006Noch keine Bewertungen
- Manual de Funcionamiento VLT® AQUA DriveDokument170 SeitenManual de Funcionamiento VLT® AQUA DriveAriel MelladoNoch keine Bewertungen
- Fundamentos de VentilacionDokument24 SeitenFundamentos de VentilacionErick Morales Martin100% (1)
- SolarDokument3 SeitenSolarJoel Jorge VelardeNoch keine Bewertungen
- Principios Basicos de Metrologia DimensionalDokument23 SeitenPrincipios Basicos de Metrologia DimensionalCesar Augusto Vera JaimesNoch keine Bewertungen
- Especificaciones Faedis AIRE ACONDICIONADODokument101 SeitenEspecificaciones Faedis AIRE ACONDICIONADOLuisabel GarciaNoch keine Bewertungen
- Manteniemiento ChillerDokument90 SeitenManteniemiento ChillerFernando Fernandez80% (5)
- MemoriaDokument27 SeitenMemoriaJuan AzabacheNoch keine Bewertungen
- Central Termica DarioDokument7 SeitenCentral Termica DarioJose MeraNoch keine Bewertungen
- Rutina de Mantenimiento-Equipo ChillerDokument1 SeiteRutina de Mantenimiento-Equipo ChillerJose Mera100% (1)
- 01 Final j0z Estructura de Proyecto de Ingenieria 2016 - ModificadoDokument10 Seiten01 Final j0z Estructura de Proyecto de Ingenieria 2016 - ModificadoJose MeraNoch keine Bewertungen
- Miranda María Inversión para El Futuro Próximo Termoeléctrica A Gas NaturalDokument237 SeitenMiranda María Inversión para El Futuro Próximo Termoeléctrica A Gas NaturalAnonymous OoGER02zNoch keine Bewertungen
- Gabinete para FiltrosDokument2 SeitenGabinete para FiltrosJose MeraNoch keine Bewertungen
- Diagrama ChillerDokument4 SeitenDiagrama ChillerJose Mera100% (1)
- Tesis Mantto Met RCMDokument85 SeitenTesis Mantto Met RCMJose MeraNoch keine Bewertungen
- Aire Acondicionado ELITEDokument46 SeitenAire Acondicionado ELITEJose Mera100% (1)
- Tecsup Chiller-TesisDokument17 SeitenTecsup Chiller-TesisJose Mera0% (1)
- Sensores Chiller Tecnicas de Servicio DAIKIN McQUAYDokument22 SeitenSensores Chiller Tecnicas de Servicio DAIKIN McQUAYJose MeraNoch keine Bewertungen
- 1iniciar y Escalar - Documentación - Apoyo - HalcónDokument11 Seiten1iniciar y Escalar - Documentación - Apoyo - HalcónMayBlueNoch keine Bewertungen
- M-5 010 01 008 Instructivo Reporte Incidentes MAFE V1 01Dokument10 SeitenM-5 010 01 008 Instructivo Reporte Incidentes MAFE V1 01yoelitosam13Noch keine Bewertungen
- Ensayo Importancia de Los ArchivosDokument9 SeitenEnsayo Importancia de Los ArchivosFernandoNoch keine Bewertungen
- Análisis Forense en SCIDokument70 SeitenAnálisis Forense en SCILuis BoteNoch keine Bewertungen
- Aligerados A1Dokument1 SeiteAligerados A1JULIANA MIRANDANoch keine Bewertungen
- Grupo 6Dokument47 SeitenGrupo 6Kevin Del Valle AzurinNoch keine Bewertungen
- Lista de Verificacion Herramientas ManualesDokument1 SeiteLista de Verificacion Herramientas ManualesMariaEstherQuispetupacLaricoNoch keine Bewertungen
- Colegesesa02 Act1Dokument3 SeitenColegesesa02 Act1Maria Paula BarriosNoch keine Bewertungen
- Biotecnología blanca estudianteDokument11 SeitenBiotecnología blanca estudianteSebastián SánchezNoch keine Bewertungen
- TPN 4-Maquinas Carrizo Isaias BenjaminDokument11 SeitenTPN 4-Maquinas Carrizo Isaias BenjaminJose Agustin BarbaNoch keine Bewertungen
- 1.0 MaterialDokument4 Seiten1.0 MaterialElena SotoNoch keine Bewertungen
- Integrantes Código Participación: 2023 - 04 Lima, PerúDokument5 SeitenIntegrantes Código Participación: 2023 - 04 Lima, PerúJoan EncarnaciónNoch keine Bewertungen
- Uf0459 Montaje y Reparacion de Sistemas Neumaticos e Hidraulicos Bienes de Equipo y Maquinas Industriales OnlineDokument15 SeitenUf0459 Montaje y Reparacion de Sistemas Neumaticos e Hidraulicos Bienes de Equipo y Maquinas Industriales Onlinemarciop.itzamnaNoch keine Bewertungen
- 2 - Ejemplo de Sesion - Integrando La Robótica - EducativaDokument7 Seiten2 - Ejemplo de Sesion - Integrando La Robótica - EducativaRossmel OrtegaNoch keine Bewertungen
- MQCL BOO03 IND 6511 LDE EL00 0002 - 3 Listado de EstructurasDokument11 SeitenMQCL BOO03 IND 6511 LDE EL00 0002 - 3 Listado de EstructurasJuan Pablo MellaNoch keine Bewertungen
- Cloud ComputingDokument180 SeitenCloud ComputingJimmy PizzaniNoch keine Bewertungen
- 10 Casas Ecológicas y SosteniblesDokument6 Seiten10 Casas Ecológicas y Sosteniblesnataly suarezNoch keine Bewertungen
- Método SimplexDokument9 SeitenMétodo SimplexFany ValdovinosNoch keine Bewertungen
- Cortesía (Expresión Linguística)Dokument18 SeitenCortesía (Expresión Linguística)Laura MontónNoch keine Bewertungen
- Edufisica Guia 2 Tabla de PosicionesDokument6 SeitenEdufisica Guia 2 Tabla de Posicionesisela garciaNoch keine Bewertungen
- QCP ElectrónicoDokument13 SeitenQCP ElectrónicoGonzalo InnNoch keine Bewertungen
- Unidad 1. AUTOMATISMOSDokument33 SeitenUnidad 1. AUTOMATISMOSAlx LunaNoch keine Bewertungen
- Pasos para resolver problemas con una computadoraDokument14 SeitenPasos para resolver problemas con una computadoraJhofre Chavez PastorNoch keine Bewertungen
- Equipo 1 C.C.T.V. DomoticaDokument25 SeitenEquipo 1 C.C.T.V. DomoticaCarlos Eduardo Crispin NeriNoch keine Bewertungen
- Practica 3 Separaciones MecanicasDokument8 SeitenPractica 3 Separaciones MecanicasPerla MonroyNoch keine Bewertungen
- 2 - Fundamentos Del DISEÑO GRÁFICODokument18 Seiten2 - Fundamentos Del DISEÑO GRÁFICOkarla mcNoch keine Bewertungen
- Tarea 7 Actividades de Soporte Proyecto Empresarial 1Dokument3 SeitenTarea 7 Actividades de Soporte Proyecto Empresarial 1Elder AmvrosioNoch keine Bewertungen
- Ingeniero Residente Facilidades Petroleras Oil GasDokument58 SeitenIngeniero Residente Facilidades Petroleras Oil GasAlberto VELOSA ROANoch keine Bewertungen
- Eba U2 Ea XxyzDokument9 SeitenEba U2 Ea XxyzKragorGulNoch keine Bewertungen
- WORKORDER - TRANS - RTU 18-0390 (v1) Supermercados Peruanos Punta Negra 3G 4GDokument27 SeitenWORKORDER - TRANS - RTU 18-0390 (v1) Supermercados Peruanos Punta Negra 3G 4GCesar Angeles LunaNoch keine Bewertungen