Das könnte Ihnen auch gefallen
- Structural Health Monitoring of Industrial Piping Systems Based On Guided Elastic WavesDokument15 SeitenStructural Health Monitoring of Industrial Piping Systems Based On Guided Elastic Wavesejzuppelli8036Noch keine Bewertungen
- Small Scale Imaging Using Ultrasonic TomographyDokument16 SeitenSmall Scale Imaging Using Ultrasonic TomographyHilda SyafiraNoch keine Bewertungen
- Optimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsDokument8 SeitenOptimization of Ultrasonic Testing System Applicable To High Manganese Steel RailsMasood AhmedNoch keine Bewertungen
- Water Pipe Leak Detection Using Electromagnetic Wave Sensor For The Water IndustryDokument6 SeitenWater Pipe Leak Detection Using Electromagnetic Wave Sensor For The Water Industryjenkora88Noch keine Bewertungen
- EA Sur Laser Shock 2010Dokument4 SeitenEA Sur Laser Shock 2010Jean ClaudeNoch keine Bewertungen
- Theoretical Modelling of Ultrasonic Non-Destructive TestingDokument5 SeitenTheoretical Modelling of Ultrasonic Non-Destructive TestingAmir JoonNoch keine Bewertungen
- Two Dimensional FEM Simulation of Ultrasonic Wave Propagation in Isotropic Solid Media Using COMSOLDokument12 SeitenTwo Dimensional FEM Simulation of Ultrasonic Wave Propagation in Isotropic Solid Media Using COMSOLHai NguyenNoch keine Bewertungen
- A008 Digest StefanSoroohanDokument2 SeitenA008 Digest StefanSoroohanAnonymous NyeLgJPMbNoch keine Bewertungen
- Published By: Title: Authors: Accepted: 4 May 2009 Posted: Doc. IDDokument10 SeitenPublished By: Title: Authors: Accepted: 4 May 2009 Posted: Doc. IDapi-19973331Noch keine Bewertungen
- A Phased-Array Technique To Determine Acoustic Velocity of A Sample With GINZELDokument7 SeitenA Phased-Array Technique To Determine Acoustic Velocity of A Sample With GINZELHermann LeonardoNoch keine Bewertungen
- Noise in Nanoscale Semiconductor DevicesVon EverandNoise in Nanoscale Semiconductor DevicesTibor GrasserNoch keine Bewertungen
- ECNDT Grager PDFDokument10 SeitenECNDT Grager PDFgorkembaytenNoch keine Bewertungen
- Experimental and Numerical Analysis of A Transducer For The Generation of Guided WavesDokument9 SeitenExperimental and Numerical Analysis of A Transducer For The Generation of Guided Wavesdavood abbasiNoch keine Bewertungen
- SQR Algo Dir Ls 07Dokument6 SeitenSQR Algo Dir Ls 07rocinguyNoch keine Bewertungen
- Muffler Modeling by Transfer Matrix Method and Experimental VerificationDokument9 SeitenMuffler Modeling by Transfer Matrix Method and Experimental VerificationSupatmono NAINoch keine Bewertungen
- Real Time Tunnel Boring Maching Monitoring - A State of The Art ReviewDokument10 SeitenReal Time Tunnel Boring Maching Monitoring - A State of The Art ReviewKaleb PunzalanNoch keine Bewertungen
- Heat ExchangerDokument11 SeitenHeat ExchangerTita Tokcher SnheuenNoch keine Bewertungen
- Channel ModelsDokument14 SeitenChannel ModelssameerNoch keine Bewertungen
- A Novel, Cost-Effective Method For Loudspeakers Parameters MeasurementDokument7 SeitenA Novel, Cost-Effective Method For Loudspeakers Parameters MeasurementdzymytchNoch keine Bewertungen
- Wave Electronic PaperDokument4 SeitenWave Electronic PaperUlyaNoch keine Bewertungen
- System Level Simulation of Acoustic DevicesDokument8 SeitenSystem Level Simulation of Acoustic DevicesErdet NasufiNoch keine Bewertungen
- 2021 Book AdvancesInNon-destructiveEvaluation-NDE2019Dokument12 Seiten2021 Book AdvancesInNon-destructiveEvaluation-NDE2019selvi1056Noch keine Bewertungen
- Design of Stripline Structure For Electromagnetic Characterization at Microwave FrequencyDokument4 SeitenDesign of Stripline Structure For Electromagnetic Characterization at Microwave FrequencyPaul ShineNoch keine Bewertungen
- AntennaDokument5 SeitenAntennaRobin BeckNoch keine Bewertungen
- Physical Origin of The Excess Thermal Noise in Short Channel MosfetsDokument3 SeitenPhysical Origin of The Excess Thermal Noise in Short Channel MosfetsMazen ErfanNoch keine Bewertungen
- Digital Signal Processing System of Ultrasonic SigDokument7 SeitenDigital Signal Processing System of Ultrasonic Sigkeltoma.boutaNoch keine Bewertungen
- Numerical Time-Domain Simulation of Diffusive Ultrasound in ConcreteDokument6 SeitenNumerical Time-Domain Simulation of Diffusive Ultrasound in ConcreteDuílio Ferronatto LeiteNoch keine Bewertungen
- Testing Masonry StructuresDokument89 SeitenTesting Masonry Structuresmusiomi2005Noch keine Bewertungen
- 10 3390@mi11080763Dokument13 Seiten10 3390@mi11080763MaxiNoch keine Bewertungen
- Differentiating Walls From Corners Using The Amplitude of Ultrasonic EchoesDokument13 SeitenDifferentiating Walls From Corners Using The Amplitude of Ultrasonic EchoesQassem MohaidatNoch keine Bewertungen
- Kellnerova - 2011 - Comparison of Wavelet Analysis With Velocity Derivatives For Detection of ShearDokument11 SeitenKellnerova - 2011 - Comparison of Wavelet Analysis With Velocity Derivatives For Detection of Sheardoutor manelNoch keine Bewertungen
- Emat CusDokument9 SeitenEmat CusNakarin PotidokmaiNoch keine Bewertungen
- Nonlinear Ultrasonic Wave Propagation For Detection of Initial Stage of Corrosion in Reinforced ConcreteDokument13 SeitenNonlinear Ultrasonic Wave Propagation For Detection of Initial Stage of Corrosion in Reinforced Concreteselvi1056Noch keine Bewertungen
- Physics FinalDokument12 SeitenPhysics FinalmikhailNoch keine Bewertungen
- Application of Taguchi Method For Parametric Studies of A Funnel Shaped Structure Used For Noise Reflection With Source On The CenterDokument13 SeitenApplication of Taguchi Method For Parametric Studies of A Funnel Shaped Structure Used For Noise Reflection With Source On The CenterAnonymous pKuPK3zUNoch keine Bewertungen
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionDokument6 SeitenApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliNoch keine Bewertungen
- Multipath Cross-Correlation Flowmeters: V. Skwarek and V. HansDokument6 SeitenMultipath Cross-Correlation Flowmeters: V. Skwarek and V. HansriannataNoch keine Bewertungen
- Determining Wave Propagation Characteristics of MV XLPE Power Cable Using Time Domain Re Ectometry TechniqueDokument13 SeitenDetermining Wave Propagation Characteristics of MV XLPE Power Cable Using Time Domain Re Ectometry TechniqueNandish AcharlNoch keine Bewertungen
- Regression of Environmental Noise in LIGO Data: PACS Numbers: 04.80.Nn, 95.55.ymDokument8 SeitenRegression of Environmental Noise in LIGO Data: PACS Numbers: 04.80.Nn, 95.55.ymIgnacio MagañaNoch keine Bewertungen
- HDPE Joint TestingDokument10 SeitenHDPE Joint TestingEdy DjajaNoch keine Bewertungen
- Plasmon SpectrumDokument7 SeitenPlasmon SpectrumTayyab NoumanNoch keine Bewertungen
- Pulse Amplitude ModulatorDokument7 SeitenPulse Amplitude ModulatorammarNoch keine Bewertungen
- Emision AcústicaDokument34 SeitenEmision AcústicaEswin Paico de la CruzNoch keine Bewertungen
- Full Paper 4 20140512091700256Dokument18 SeitenFull Paper 4 20140512091700256Bảo BìnhNoch keine Bewertungen
- Paper Velocimeter SPIE RS07Dokument12 SeitenPaper Velocimeter SPIE RS07Mounika ReddyNoch keine Bewertungen
- Alpha Particle Effect On Multi-Nanosheet Tunneling Field-Effect Transistor at 3-nm Technology NodeDokument11 SeitenAlpha Particle Effect On Multi-Nanosheet Tunneling Field-Effect Transistor at 3-nm Technology Node전종욱Noch keine Bewertungen
- Spie W Waveguide 2006Dokument8 SeitenSpie W Waveguide 2006SimplenNoch keine Bewertungen
- Ultrasonic Pulse VelocityDokument3 SeitenUltrasonic Pulse VelocityanpyaaNoch keine Bewertungen
- Surface Emitting Terahertz Transistor Based On Charge Plasma OscillationDokument7 SeitenSurface Emitting Terahertz Transistor Based On Charge Plasma OscillationMirgender Kumar ShekhawatNoch keine Bewertungen
- Underwater Wireless Communication System: Home Search Collections Journals About Contact Us My IopscienceDokument7 SeitenUnderwater Wireless Communication System: Home Search Collections Journals About Contact Us My IopscienceJay SharmaNoch keine Bewertungen
- Acoustic LidarDokument4 SeitenAcoustic LidardrphysicsNoch keine Bewertungen
- Ultrasound Material Backscattered Noise Analysis by A Duo Wavelet-Regression AnalysisDokument5 SeitenUltrasound Material Backscattered Noise Analysis by A Duo Wavelet-Regression Analysisnishant361Noch keine Bewertungen
- HAL Ultrasonic TestingDokument9 SeitenHAL Ultrasonic TestingMansingh YadavNoch keine Bewertungen
- Wireless Communication: A Paper Prepared OnDokument16 SeitenWireless Communication: A Paper Prepared OnAmey KulkarniNoch keine Bewertungen
- Phasenoise HajimiriDokument16 SeitenPhasenoise HajimiriMan Mohan GoelNoch keine Bewertungen
- Horn-Type Piezoelectric Ultrasonic Transducer: Modelling and ApplicationsDokument25 SeitenHorn-Type Piezoelectric Ultrasonic Transducer: Modelling and ApplicationstedNoch keine Bewertungen
- Sa 2Dokument19 SeitenSa 2Jithin MohanNoch keine Bewertungen
- High-Speed Tunable Photonic Crystal Fiber-Based Femtosecond Soliton Source Without Dispersion Pre-CompensationDokument8 SeitenHigh-Speed Tunable Photonic Crystal Fiber-Based Femtosecond Soliton Source Without Dispersion Pre-CompensationManuel SalazarNoch keine Bewertungen
- A Novel Method For Ultra-HighFrequency PD Loc in Power TF Using Particle Swarm Opt AlgoDokument14 SeitenA Novel Method For Ultra-HighFrequency PD Loc in Power TF Using Particle Swarm Opt AlgoSwathiMuthyalaRamesh100% (1)
- The Effect of Chemical Pretreatment On The Aerobic Microbial Degradation of PCB Congeners in Aqueous SystemsDokument2 SeitenThe Effect of Chemical Pretreatment On The Aerobic Microbial Degradation of PCB Congeners in Aqueous SystemsNordin SuhadatNoch keine Bewertungen
- Studenthandbookfkk 2018Dokument72 SeitenStudenthandbookfkk 2018Nordin SuhadatNoch keine Bewertungen
- Petroleum ChemistryDokument5 SeitenPetroleum ChemistryNordin SuhadatNoch keine Bewertungen
- Effect of Effluent Circulation and Hydraulic Retention Time HRT On The Performance of A Modified Anaerobic Baffled Reactor MABR During Start Up PeriodDokument10 SeitenEffect of Effluent Circulation and Hydraulic Retention Time HRT On The Performance of A Modified Anaerobic Baffled Reactor MABR During Start Up PeriodNordin SuhadatNoch keine Bewertungen
- Full Version of EAC Manual 2017Dokument134 SeitenFull Version of EAC Manual 2017Nordin SuhadatNoch keine Bewertungen
- Kenaf: University of Kentucky CDBREC Home CDBREC Crop Profiles College of AgricultureDokument2 SeitenKenaf: University of Kentucky CDBREC Home CDBREC Crop Profiles College of AgricultureNordin SuhadatNoch keine Bewertungen
- Chemical Engineering Journal: S.M. Sidik, A.A. Jalil, S. Triwahyono, S.H. Adam, M.A.H. Satar, B.H. HameedDokument10 SeitenChemical Engineering Journal: S.M. Sidik, A.A. Jalil, S. Triwahyono, S.H. Adam, M.A.H. Satar, B.H. HameedNordin SuhadatNoch keine Bewertungen
- Paper: Enhanced Adsorption of Acidic Gases (CO, No and SO) On Light Metal Decorated Graphene OxideDokument6 SeitenPaper: Enhanced Adsorption of Acidic Gases (CO, No and SO) On Light Metal Decorated Graphene OxideNordin SuhadatNoch keine Bewertungen
- Challenge and Oppurtunity of AnMBRDokument17 SeitenChallenge and Oppurtunity of AnMBRNordin SuhadatNoch keine Bewertungen
- 0104 6632 Bjce 32 2 0531Dokument12 Seiten0104 6632 Bjce 32 2 0531Nordin SuhadatNoch keine Bewertungen
- Application For Employment: Reminder To ApplicantDokument8 SeitenApplication For Employment: Reminder To ApplicantNordin SuhadatNoch keine Bewertungen
- Weekly Progress Report: UTM AMIR LaboratoryDokument1 SeiteWeekly Progress Report: UTM AMIR LaboratoryNordin SuhadatNoch keine Bewertungen
- 05 Findeisen ClemensDokument39 Seiten05 Findeisen ClemensNordin SuhadatNoch keine Bewertungen
- Pe N PeoDokument3 SeitenPe N PeoNordin SuhadatNoch keine Bewertungen
- Exm - RM.RQM - Asu.0026 Iss A Fem PDFDokument25 SeitenExm - RM.RQM - Asu.0026 Iss A Fem PDFAlvarohjNoch keine Bewertungen
- Radio FrequencyCorrugatedantennaDokument22 SeitenRadio FrequencyCorrugatedantennabkmmizanNoch keine Bewertungen
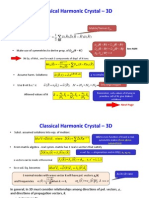
- Classical Harmonic Crystal - 3DDokument3 SeitenClassical Harmonic Crystal - 3DtxtanveerNoch keine Bewertungen
- The Extraterrestrial Casimir EffectDokument35 SeitenThe Extraterrestrial Casimir EffectdgENoch keine Bewertungen
- Learn Dynamic Analysis With Altair OptiStruct EbookDokument159 SeitenLearn Dynamic Analysis With Altair OptiStruct Ebookk krishna chaitanyaNoch keine Bewertungen
- Fluid Induced Vibration of Composite Natural Gas PipelinesDokument16 SeitenFluid Induced Vibration of Composite Natural Gas PipelinesSimon Achink LubisNoch keine Bewertungen
- Wave QuestionsDokument11 SeitenWave Questionsabh_omegaNoch keine Bewertungen
- Footfall Vibration and Finite Element AnalysisDokument6 SeitenFootfall Vibration and Finite Element AnalysisRonald De GuzmanNoch keine Bewertungen
- ASME V Art 4 UT PDFDokument44 SeitenASME V Art 4 UT PDFNavanitheeshwaran SivasubramaniyamNoch keine Bewertungen
- Aerodynamic and Modal Analyses of Blades For Small Wind TurbinesDokument8 SeitenAerodynamic and Modal Analyses of Blades For Small Wind TurbinesDimitri OliveiraNoch keine Bewertungen
- Damping of Process TowersDokument4 SeitenDamping of Process TowersJerry DsouzaNoch keine Bewertungen
- Nanoelectromechanical Systems: Condensed Matter Physics 114-36, California Institute of Technology Pasadena, CA 91125Dokument19 SeitenNanoelectromechanical Systems: Condensed Matter Physics 114-36, California Institute of Technology Pasadena, CA 91125Yash SakujaNoch keine Bewertungen
- Waves On A String Type 2 Part 2 of 2 EngDokument11 SeitenWaves On A String Type 2 Part 2 of 2 EngRavi YadavNoch keine Bewertungen
- Torsional Vibration of Long Uniform ShaftDokument3 SeitenTorsional Vibration of Long Uniform Shaftdaongocha108Noch keine Bewertungen
- Research Papers in Violin Acoustics (Vol 1) PDFDokument700 SeitenResearch Papers in Violin Acoustics (Vol 1) PDFmonte100% (1)
- Predict Resonances of Shielded PCBsDokument8 SeitenPredict Resonances of Shielded PCBskhanafzaal2576Noch keine Bewertungen
- Introduction To Waves: Dr. Tarun Garg Assistant Professor Department of Physics VIT VelloreDokument61 SeitenIntroduction To Waves: Dr. Tarun Garg Assistant Professor Department of Physics VIT VelloreAkilan PavendanNoch keine Bewertungen
- PCV - Ch1Dokument27 SeitenPCV - Ch1Yathin gowda 8971095275Noch keine Bewertungen
- Exp-6 Melde's ExpDokument7 SeitenExp-6 Melde's ExpBerlinNoch keine Bewertungen
- Bhupendra Kumar Roll No.-094008: Submitted byDokument36 SeitenBhupendra Kumar Roll No.-094008: Submitted bytarnedo1Noch keine Bewertungen
- Dynamic Response Analysis Using ABAQUS PDFDokument20 SeitenDynamic Response Analysis Using ABAQUS PDFKekek QatarNoch keine Bewertungen
- Ebin - Pub - Rotor and Structural Dynamics of Turbomachinery A Practical Guide For Engineers and Scientists 9783319732954 9783319732961 0971408106 0132409461 0824760050 1560917342 331973296xDokument391 SeitenEbin - Pub - Rotor and Structural Dynamics of Turbomachinery A Practical Guide For Engineers and Scientists 9783319732954 9783319732961 0971408106 0132409461 0824760050 1560917342 331973296xSasi NimmakayalaNoch keine Bewertungen
- Industry CPD: Modelling Buildings For Seismic AnalysisDokument4 SeitenIndustry CPD: Modelling Buildings For Seismic Analysisshare4learnNoch keine Bewertungen
- MecWay Tutorials PDFDokument123 SeitenMecWay Tutorials PDFMico StanojevicNoch keine Bewertungen
- 2018 R Coısson Et Al Et Al Mathieu Functions and Numerical Solutions of The Mathieu EquationDokument8 Seiten2018 R Coısson Et Al Et Al Mathieu Functions and Numerical Solutions of The Mathieu EquationTheodoraNoch keine Bewertungen
- Application of LS-DYNA To NVH Solutions in The Automotive IndustryDokument8 SeitenApplication of LS-DYNA To NVH Solutions in The Automotive IndustryAmir IskandarNoch keine Bewertungen
- This Report Describes My Internship at SMEC LABSDokument49 SeitenThis Report Describes My Internship at SMEC LABSNafizNoch keine Bewertungen
- A Simple Model To Predict The Fundamental Frequency of The Reinforced Concrete Dome Structure of A Double Shell Underground Tank PDFDokument22 SeitenA Simple Model To Predict The Fundamental Frequency of The Reinforced Concrete Dome Structure of A Double Shell Underground Tank PDFmahmood hunarNoch keine Bewertungen
- MDOFDokument53 SeitenMDOFRwagatare civilcontractorsNoch keine Bewertungen
- Ultrasonic Testing Training Handbook PDFDokument222 SeitenUltrasonic Testing Training Handbook PDFJavier O Lemus100% (1)