Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Total Cooler 30 Plates General Arrangement: - Aansluiting Niveau Meter ? - Positie Support ? - Temperature Sensor ?Dokument1 SeiteTotal Cooler 30 Plates General Arrangement: - Aansluiting Niveau Meter ? - Positie Support ? - Temperature Sensor ?Ibhar Santos MumentheyNoch keine Bewertungen
- Nevada Slurry Valve 2014 LiteDokument2 SeitenNevada Slurry Valve 2014 LiteIbhar Santos MumentheyNoch keine Bewertungen
- Floating Suction SystemDokument12 SeitenFloating Suction SystemnainpingleNoch keine Bewertungen
- PVDF PipeDokument4 SeitenPVDF PipeIbhar Santos MumentheyNoch keine Bewertungen
- PVDF Material Data Sheet - 1Dokument1 SeitePVDF Material Data Sheet - 1Ibhar Santos MumentheyNoch keine Bewertungen
- 02-02 Customer Talking PointsDokument4 Seiten02-02 Customer Talking PointsIbhar Santos MumentheyNoch keine Bewertungen
- Water HammerDokument1 SeiteWater HammerIbhar Santos MumentheyNoch keine Bewertungen
- 20-01 Design Din en Iso enDokument19 Seiten20-01 Design Din en Iso enIbhar Santos MumentheyNoch keine Bewertungen
- 02-06 - LESER in FranceDokument15 Seiten02-06 - LESER in FranceIbhar Santos MumentheyNoch keine Bewertungen
- General Information For Integral Horsepower (Ihp) Motors On Variable Frequency Drives (VFDS)Dokument3 SeitenGeneral Information For Integral Horsepower (Ihp) Motors On Variable Frequency Drives (VFDS)Ibhar Santos MumentheyNoch keine Bewertungen
- Customer Talking PointsDokument4 SeitenCustomer Talking PointsIbhar Santos MumentheyNoch keine Bewertungen
- 19-09 - Assembly of The Main ValveDokument19 Seiten19-09 - Assembly of The Main ValveIbhar Santos MumentheyNoch keine Bewertungen
- Codes and Standards: (Extension of ASME)Dokument14 SeitenCodes and Standards: (Extension of ASME)Ibhar Santos MumentheyNoch keine Bewertungen
- 02-06 - LESER in FranceDokument15 Seiten02-06 - LESER in FranceIbhar Santos MumentheyNoch keine Bewertungen
- Brochure B1510-60Hz Horizontal, Inline Selection PDFDokument34 SeitenBrochure B1510-60Hz Horizontal, Inline Selection PDFIbhar Santos MumentheyNoch keine Bewertungen
- Volume 3-The Origins of ProtreatDokument2 SeitenVolume 3-The Origins of ProtreatIbhar Santos MumentheyNoch keine Bewertungen
- IQ Range: Reliability For Critical ApplicationsDokument48 SeitenIQ Range: Reliability For Critical ApplicationsIbhar Santos MumentheyNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Case StudyDokument6 SeitenCase StudyAshish GuptaNoch keine Bewertungen
- Ecology and Safety 2011 2Dokument282 SeitenEcology and Safety 2011 2Muhammad Fadhil Nuha MajidNoch keine Bewertungen
- World Greenhouse Gas Emissions 2005 PDFDokument5 SeitenWorld Greenhouse Gas Emissions 2005 PDFMd Ahsan HalimiNoch keine Bewertungen
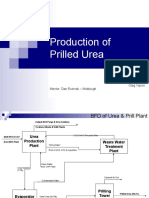
- Production of Prilled Urea: Sule Alabi Jonathan Arana Elizabeth Moscoso Oleg Yazvin Mentor: Dan Rusinak - MiddoughDokument14 SeitenProduction of Prilled Urea: Sule Alabi Jonathan Arana Elizabeth Moscoso Oleg Yazvin Mentor: Dan Rusinak - MiddoughVeera ManiNoch keine Bewertungen
- Inhalational Poisoning: Patricio, Roselene P. Ricarte, Viaka Faye Salvatus, JonnaDokument44 SeitenInhalational Poisoning: Patricio, Roselene P. Ricarte, Viaka Faye Salvatus, JonnaRose PatricioNoch keine Bewertungen
- SI8 Errata 00Dokument11 SeitenSI8 Errata 00Vigilancia ViajerosNoch keine Bewertungen
- Warehouse FireDokument45 SeitenWarehouse Firedhanachem0531Noch keine Bewertungen
- Electre III ExampleDokument18 SeitenElectre III ExamplesrmqNoch keine Bewertungen
- tmp9F9A TMPDokument13 Seitentmp9F9A TMPFrontiersNoch keine Bewertungen
- A Comparative Study of CO2, CH4 and N2 Adsorption in ZIF-8, Zeolite-13XDokument5 SeitenA Comparative Study of CO2, CH4 and N2 Adsorption in ZIF-8, Zeolite-13XMelis KargılıNoch keine Bewertungen
- Che219 Case1 Gaseous and LiquidDokument9 SeitenChe219 Case1 Gaseous and LiquidMargaret FloresNoch keine Bewertungen
- Everyday Science PakMcqs by Bilawal TunioDokument50 SeitenEveryday Science PakMcqs by Bilawal TunioAzad SamiNoch keine Bewertungen
- Internship Report - Fauji Fertilizer Company (FFC)Dokument49 SeitenInternship Report - Fauji Fertilizer Company (FFC)Muhammad Aqeel Ashraf75% (8)
- AsphyxiantsDokument14 SeitenAsphyxiantsHabib UllahNoch keine Bewertungen
- HYDROCAL 1009-3 English - R03 (01.2019)Dokument2 SeitenHYDROCAL 1009-3 English - R03 (01.2019)Tuan NguyenNoch keine Bewertungen
- Softener 2Dokument8 SeitenSoftener 2Tri FebriyaniNoch keine Bewertungen
- HW2 Minteq Carbonates 04Dokument3 SeitenHW2 Minteq Carbonates 04Desiana NurulhNoch keine Bewertungen
- Evs Value Added KUDokument27 SeitenEvs Value Added KUNadeem Ahmed ParrayNoch keine Bewertungen
- Carbon Compounds As Fuels & Feedstock 2 QPDokument15 SeitenCarbon Compounds As Fuels & Feedstock 2 QPmariamNoch keine Bewertungen
- 20985A0314.Aqua SilencerDokument23 Seiten20985A0314.Aqua Silencermaddy maniNoch keine Bewertungen
- Selection of Materials For High Pressure CO2 Transport: Technical Knowledge Published PapersDokument15 SeitenSelection of Materials For High Pressure CO2 Transport: Technical Knowledge Published PapersJohn DNoch keine Bewertungen
- 10.4 The Haber Process and The Use of NPK Fertilisers QPDokument32 Seiten10.4 The Haber Process and The Use of NPK Fertilisers QPRNoch keine Bewertungen
- Cengel - TabelasDokument50 SeitenCengel - TabelasBloommer1Noch keine Bewertungen
- The Bounty of The SeaDokument3 SeitenThe Bounty of The SeaWest Nation100% (2)
- Brewferm Products: Instructions For Brewferm BeerkitsDokument2 SeitenBrewferm Products: Instructions For Brewferm Beerkitsestoesserio11Noch keine Bewertungen
- Material Safety Data Sheet (MSDS) Carbon Dioxide (Please Ensure That This MSDS Is Received by An Appropriate Person)Dokument3 SeitenMaterial Safety Data Sheet (MSDS) Carbon Dioxide (Please Ensure That This MSDS Is Received by An Appropriate Person)Carlos MadridNoch keine Bewertungen
- DGA Analysis Siemens PDFDokument46 SeitenDGA Analysis Siemens PDFreza515heiNoch keine Bewertungen
- CO2 Absorption by Ionic LiquidsDokument52 SeitenCO2 Absorption by Ionic LiquidsMohd. Belal HaiderNoch keine Bewertungen
- Crime Detection Investigation Prevention Sample Board Questionnaires With AnswerDokument22 SeitenCrime Detection Investigation Prevention Sample Board Questionnaires With AnswerMark ErvinNoch keine Bewertungen
- Foa De-Foa-0002058Dokument90 SeitenFoa De-Foa-0002058vggupta2Noch keine Bewertungen