Das könnte Ihnen auch gefallen
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesVon EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesBewertung: 5 von 5 Sternen5/5 (1)
- Schema Booster MetanoDokument10 SeitenSchema Booster MetanoMario Rabe GalbiatiNoch keine Bewertungen
- Controlling Positive Displacement PumpsDokument10 SeitenControlling Positive Displacement PumpsDan AngheleaNoch keine Bewertungen
- Positive Displacement PumpsDokument10 SeitenPositive Displacement PumpsJan JareNoch keine Bewertungen
- Centrifugal PumpDokument12 SeitenCentrifugal PumppertmasterNoch keine Bewertungen
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineVon EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineBewertung: 5 von 5 Sternen5/5 (1)
- Controlling Centrifugal PumpsDokument12 SeitenControlling Centrifugal PumpsDan AngheleaNoch keine Bewertungen
- Oil and Gas Artificial Fluid Lifting TechniquesVon EverandOil and Gas Artificial Fluid Lifting TechniquesBewertung: 5 von 5 Sternen5/5 (1)
- Antisurge Control SystemDokument10 SeitenAntisurge Control Systemlac1981Noch keine Bewertungen
- Prevention of Actuator Emissions in the Oil and Gas IndustryVon EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Experiment No. 7 Pump Performance - Single Pump: MEHB221 Fluids Mechanics Lab 2016Dokument6 SeitenExperiment No. 7 Pump Performance - Single Pump: MEHB221 Fluids Mechanics Lab 2016Syahmi ShahimanNoch keine Bewertungen
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesVon EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesBewertung: 1 von 5 Sternen1/5 (2)
- Antisurge Control SystemDokument10 SeitenAntisurge Control Systemsopan saNoch keine Bewertungen
- 5.CHAPTER 13 - Flow Controls and Flow DividersDokument12 Seiten5.CHAPTER 13 - Flow Controls and Flow DividersVinod YbNoch keine Bewertungen
- Why Bladder Tanks - 8!16!17Dokument10 SeitenWhy Bladder Tanks - 8!16!17bla blaNoch keine Bewertungen
- Centrifugal PumpDokument13 SeitenCentrifugal Pumpafr5364Noch keine Bewertungen
- Mechatronics Unit-3Dokument49 SeitenMechatronics Unit-3nagsanthosh3Noch keine Bewertungen
- Design Concepts For Power-Limiting Open-Circuit ArchitecturesDokument22 SeitenDesign Concepts For Power-Limiting Open-Circuit ArchitecturesCarlos Alberto Tizka ToledoNoch keine Bewertungen
- The Diaphragm PumpDokument52 SeitenThe Diaphragm PumpWon-young Seo0% (1)
- Texto en Ingles 2022Dokument3 SeitenTexto en Ingles 2022Guido V. ArdayaNoch keine Bewertungen
- Detailed Notes - All Valves - Pumps - Design CirciutsDokument63 SeitenDetailed Notes - All Valves - Pumps - Design CirciutsJimmy KariukiNoch keine Bewertungen
- 302-Exp7 S13Dokument10 Seiten302-Exp7 S13Anurag KashyapNoch keine Bewertungen
- Chapter 05 (Jet Pump)Dokument3 SeitenChapter 05 (Jet Pump)Muhammad FahadNoch keine Bewertungen
- 3.1 Hydraulic PumpDokument22 Seiten3.1 Hydraulic PumpSiraj BusseNoch keine Bewertungen
- What Is A Pump?Dokument11 SeitenWhat Is A Pump?John John MarfalNoch keine Bewertungen
- Chemical Engineering Laboratory Ii: Segi University Experiment 5: Series and Parallel PumpDokument17 SeitenChemical Engineering Laboratory Ii: Segi University Experiment 5: Series and Parallel PumpClinton NdhlovuNoch keine Bewertungen
- Lab 2 Hydraulic Fluid PowerDokument20 SeitenLab 2 Hydraulic Fluid PowerHanisahKhalilNoch keine Bewertungen
- Fluid Flow AssignmentDokument7 SeitenFluid Flow AssignmentPatrickNoch keine Bewertungen
- Understanding Centrifugal Compressor - Equipment InteractionDokument12 SeitenUnderstanding Centrifugal Compressor - Equipment Interactionsoumya19800000000Noch keine Bewertungen
- Pump Performance - Double PumpsDokument8 SeitenPump Performance - Double PumpsAshNoch keine Bewertungen
- Chapter - 6 Variable Speed Pressure Booster SystemsDokument6 SeitenChapter - 6 Variable Speed Pressure Booster Systemsosamamae100% (1)
- Anti Surge ControlDokument7 SeitenAnti Surge Controlachueth100% (1)
- Hydraulic and Pneumatic CircuitsDokument8 SeitenHydraulic and Pneumatic CircuitsTony EduokNoch keine Bewertungen
- Pneumatic Chapter 3 ActuatorsDokument39 SeitenPneumatic Chapter 3 ActuatorsOld Oromo music museumNoch keine Bewertungen
- Parte 3 Capitulo 19-RcaDokument8 SeitenParte 3 Capitulo 19-Rcaingdimitriospino_110Noch keine Bewertungen
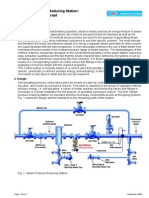
- PrdsDokument0 SeitenPrdssandi1111Noch keine Bewertungen
- FlowCon PICV Write OutDokument17 SeitenFlowCon PICV Write OutmajortayNoch keine Bewertungen
- Hydraulic Machinery: Force and Torque MultiplicationDokument10 SeitenHydraulic Machinery: Force and Torque MultiplicationNezar Amin Ali ElfadilNoch keine Bewertungen
- Pump Head CalculationsDokument4 SeitenPump Head CalculationsPrabhjot Singh SahiNoch keine Bewertungen
- CHAPTER 13 - Flow Controls and Flow DividersDokument8 SeitenCHAPTER 13 - Flow Controls and Flow DividersVideonNoch keine Bewertungen
- 1 - Constant Pressure BoostersDokument13 Seiten1 - Constant Pressure BoostersChevronelleNoch keine Bewertungen
- Vw1004 Control KosoDokument27 SeitenVw1004 Control KosoAnup Mitra100% (1)
- Rotating QuestionsDokument5 SeitenRotating QuestionsSud100% (1)
- Chapter 6 HYDRAULICDokument93 SeitenChapter 6 HYDRAULICShishir GyawaliNoch keine Bewertungen
- A Centrifugal Pump Converts The Input Power To Kinetic Energy in The Liquid by Accelerating The Liquid by A Revolving DeviceDokument6 SeitenA Centrifugal Pump Converts The Input Power To Kinetic Energy in The Liquid by Accelerating The Liquid by A Revolving DeviceAudrey Patrick KallaNoch keine Bewertungen
- Fluid MachineryDokument16 SeitenFluid MachineryprashantNoch keine Bewertungen
- 67 Troubleshooting Tips For Closed Loop Hydrostatic SystemsDokument2 Seiten67 Troubleshooting Tips For Closed Loop Hydrostatic Systemsbee140676Noch keine Bewertungen
- Series and Parallel PumpDokument15 SeitenSeries and Parallel PumpbandarNoch keine Bewertungen
- 1.0 ObjectiveDokument6 Seiten1.0 ObjectiveEd StevenNoch keine Bewertungen
- Understand Centrifugal CompressorDokument16 SeitenUnderstand Centrifugal Compressorramanathan72-1100% (2)
- Speed Control Circuit Using MeteringDokument10 SeitenSpeed Control Circuit Using MeteringPankaj GuravNoch keine Bewertungen
- AIChE Surge Control PaperDokument38 SeitenAIChE Surge Control Paperscongiundi100% (1)
- CHP 3& 6 Ihp MsdteDokument10 SeitenCHP 3& 6 Ihp MsdteRocky JNoch keine Bewertungen
- Fundamentals of CompressorDokument16 SeitenFundamentals of CompressorSanjoy Kr. DeyNoch keine Bewertungen
- Valvulas STEPLESSDokument10 SeitenValvulas STEPLESSHerlin MorenoNoch keine Bewertungen
- t000005801 PDFDokument7 Seitent000005801 PDFMohammed Hassan B KorainaNoch keine Bewertungen
- ISA AW 2012 Control Valve Vs Variable Speed Drive PDFDokument10 SeitenISA AW 2012 Control Valve Vs Variable Speed Drive PDFDavid Omar Torres GutierrezNoch keine Bewertungen
- Engineering DictionaryDokument138 SeitenEngineering DictionaryAbdul Majjid KhanNoch keine Bewertungen
- Stress and Stress ManagementDokument9 SeitenStress and Stress Managementagrocel_bhv5591Noch keine Bewertungen
- Engineering: Chemical Resistance ChartDokument23 SeitenEngineering: Chemical Resistance Chartagrocel_bhv5591Noch keine Bewertungen
- Welding Instructions PVDF en SeDokument1 SeiteWelding Instructions PVDF en Seagrocel_bhv5591Noch keine Bewertungen
- Qasr 03 Field Sampling PT 2Dokument19 SeitenQasr 03 Field Sampling PT 2agrocel_bhv5591Noch keine Bewertungen
- Welding Instructions PVDF en SeDokument1 SeiteWelding Instructions PVDF en Seagrocel_bhv5591Noch keine Bewertungen
- IPC Safety AuditDokument20 SeitenIPC Safety Auditagrocel_bhv5591Noch keine Bewertungen
- Compvac (1) OffersDokument2 SeitenCompvac (1) Offersagrocel_bhv5591Noch keine Bewertungen
- Javascript CourseworkDokument6 SeitenJavascript Courseworkafjzcgeoylbkku100% (2)
- The 8086 BookDokument619 SeitenThe 8086 BookFathi ZnaidiaNoch keine Bewertungen
- Instructions For Students For Quantitative Methods Final ExamDokument1 SeiteInstructions For Students For Quantitative Methods Final ExamTien DuongNoch keine Bewertungen
- Trade Agreements in Microsoft Dynamics AX 2012Dokument24 SeitenTrade Agreements in Microsoft Dynamics AX 2012Muawad OrabiNoch keine Bewertungen
- Pumper March 2011 IssueDokument108 SeitenPumper March 2011 IssuePumper MagazineNoch keine Bewertungen
- Readytoprocess Wave 25Dokument172 SeitenReadytoprocess Wave 25Ashish GowandeNoch keine Bewertungen
- Samson 3277Dokument17 SeitenSamson 3277Anonymous 50FYYM2Noch keine Bewertungen
- Guide: Overclocking FX-8350 To 4.8GHz On Crosshair V Formula-ZDokument7 SeitenGuide: Overclocking FX-8350 To 4.8GHz On Crosshair V Formula-ZBobapatatasNoch keine Bewertungen
- Mettler Toledo LinxsDokument36 SeitenMettler Toledo LinxsSandro MunizNoch keine Bewertungen
- Multimedia: Hardware & SoftwareDokument18 SeitenMultimedia: Hardware & SoftwareKalix JimenezNoch keine Bewertungen
- LTX 2022 News enDokument31 SeitenLTX 2022 News enMariusNoch keine Bewertungen
- 9814663735Dokument367 Seiten9814663735scribdermanNoch keine Bewertungen
- The Procedure Is As Follows: Glpi InstallationDokument3 SeitenThe Procedure Is As Follows: Glpi InstallationjacksonrppNoch keine Bewertungen
- Intergrative Programming and Technology 1 QUIZ 2Dokument10 SeitenIntergrative Programming and Technology 1 QUIZ 2julius obregonNoch keine Bewertungen
- Students Industrial Work Experience ScheDokument16 SeitenStudents Industrial Work Experience Schejoseph emmanuelNoch keine Bewertungen
- BEC102 Chapter1SummaryDokument7 SeitenBEC102 Chapter1SummaryCarlos Manuel AbalosNoch keine Bewertungen
- SW2000 DSDokument4 SeitenSW2000 DSargaNoch keine Bewertungen
- Project Management Plan Training Plan For Plus Portal Management System Dauran Mcneil University of The West IndiesDokument25 SeitenProject Management Plan Training Plan For Plus Portal Management System Dauran Mcneil University of The West IndiesdauranNoch keine Bewertungen
- BR4144A.8 英 (conector)Dokument1 SeiteBR4144A.8 英 (conector)Victor GuzmanNoch keine Bewertungen
- Cisco 9396tx n9k c9396txDokument13 SeitenCisco 9396tx n9k c9396txDejan JovanovicNoch keine Bewertungen
- Alternator Data Sheet: General CharacteristicsDokument2 SeitenAlternator Data Sheet: General CharacteristicsJuly E. Maldonado M.Noch keine Bewertungen
- Computer Integrated ManufacturingDokument51 SeitenComputer Integrated Manufacturingkasateesh67% (3)
- Project UPS - PDF P04234Dokument44 SeitenProject UPS - PDF P04234Tareq AzizNoch keine Bewertungen
- Hardware Reference Guide: Small Form Factor Models Compaq Evo Desktop FamilyDokument63 SeitenHardware Reference Guide: Small Form Factor Models Compaq Evo Desktop FamilySébastien MunozNoch keine Bewertungen
- Mechanical Engineering Department December 2019 Djf5042 - Industrial Robotics (End of Chapter 1)Dokument3 SeitenMechanical Engineering Department December 2019 Djf5042 - Industrial Robotics (End of Chapter 1)YING AEISYAHNoch keine Bewertungen
- Chapter 10 - Wave Propagation in Satellite CommunicationDokument28 SeitenChapter 10 - Wave Propagation in Satellite CommunicationQuang HưngNoch keine Bewertungen
- DS 20230511 ST2236UX Datasheet V16 ENDokument2 SeitenDS 20230511 ST2236UX Datasheet V16 ENMazhr HamzaNoch keine Bewertungen
- Steer Gear 1Dokument40 SeitenSteer Gear 1gilangpasekaNoch keine Bewertungen
- Electrical Basic Questions and Answers Reg Power PlantsDokument4 SeitenElectrical Basic Questions and Answers Reg Power PlantsRsuneel100% (1)
- BIO PROJECT MOBILE RADIATION 2 (Official Release)Dokument28 SeitenBIO PROJECT MOBILE RADIATION 2 (Official Release)Sarosij Sen Sarma67% (3)
- Laws of UX: Using Psychology to Design Better Products & ServicesVon EverandLaws of UX: Using Psychology to Design Better Products & ServicesBewertung: 5 von 5 Sternen5/5 (9)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tVon EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tBewertung: 4.5 von 5 Sternen4.5/5 (27)
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureVon EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsVon EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNoch keine Bewertungen
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneVon EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneBewertung: 4.5 von 5 Sternen4.5/5 (5)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsVon EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsBewertung: 5 von 5 Sternen5/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceVon EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNoch keine Bewertungen
- 507 Mechanical Movements: Mechanisms and DevicesVon Everand507 Mechanical Movements: Mechanisms and DevicesBewertung: 4 von 5 Sternen4/5 (28)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsVon EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsBewertung: 4 von 5 Sternen4/5 (5)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceVon EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceBewertung: 4 von 5 Sternen4/5 (19)
- Design for How People Think: Using Brain Science to Build Better ProductsVon EverandDesign for How People Think: Using Brain Science to Build Better ProductsBewertung: 4 von 5 Sternen4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchVon EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchBewertung: 4 von 5 Sternen4/5 (10)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionVon EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNoch keine Bewertungen
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesVon EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNoch keine Bewertungen
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationVon EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNoch keine Bewertungen