Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
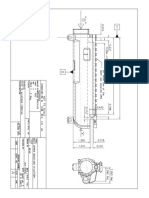
- Post 3 45540 .22 Pocket Pistol DwgsDokument9 SeitenPost 3 45540 .22 Pocket Pistol DwgsFrançois Leroy96% (23)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Evaluation of Improvised Shaped ChargesDokument50 SeitenEvaluation of Improvised Shaped ChargesFrançois LeroyNoch keine Bewertungen
- Master LRRP HandbookDokument20 SeitenMaster LRRP Handbookapi-34457725Noch keine Bewertungen
- Piirustukset Pistooli Sig p228Dokument10 SeitenPiirustukset Pistooli Sig p228Scott FlanaganNoch keine Bewertungen
- The Covert Hunter by Bill HaysDokument1 SeiteThe Covert Hunter by Bill HaysFrançois LeroyNoch keine Bewertungen
- Brochure Larner Johnson PDFDokument20 SeitenBrochure Larner Johnson PDFFrançois LeroyNoch keine Bewertungen
- MEISER Caillebotis PDFDokument124 SeitenMEISER Caillebotis PDFlbo33Noch keine Bewertungen
- Systeme FNP 1067Dokument3 SeitenSysteme FNP 1067François LeroyNoch keine Bewertungen
- Brochure Larner Johnson PDFDokument20 SeitenBrochure Larner Johnson PDFFrançois LeroyNoch keine Bewertungen
- Brochure Larner Johnson PDFDokument20 SeitenBrochure Larner Johnson PDFFrançois LeroyNoch keine Bewertungen
- JACO Single Shot WesternPistolDokument5 SeitenJACO Single Shot WesternPistolFrançois LeroyNoch keine Bewertungen
- Motor Gasoline Analysis and SpecificationsDokument4 SeitenMotor Gasoline Analysis and SpecificationsFrançois LeroyNoch keine Bewertungen
- How To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtDokument55 SeitenHow To Build A Catalytic Test Reactor: Raoul Naumann D'alnoncourtFrançois LeroyNoch keine Bewertungen
- Augmented Spark Gap Igniter For Propellants: Descr Mouser Part NumberDokument3 SeitenAugmented Spark Gap Igniter For Propellants: Descr Mouser Part NumberFrançois LeroyNoch keine Bewertungen
- ExplosivesDokument355 SeitenExplosivesjwitzel100% (1)
- Homemadeprimercourse PDFDokument17 SeitenHomemadeprimercourse PDFFrançois LeroyNoch keine Bewertungen
- Air GunsDokument205 SeitenAir Gunsjnessler100% (9)
- Ruger BoltDokument2 SeitenRuger BoltFrançois LeroyNoch keine Bewertungen
- Textbook of Advanced Machine WorkDokument578 SeitenTextbook of Advanced Machine WorkFrançois LeroyNoch keine Bewertungen
- Ar15upper FlattopDokument8 SeitenAr15upper FlattopFrançois LeroyNoch keine Bewertungen
- Ruger MK 1 Receiver BlueprintsDokument2 SeitenRuger MK 1 Receiver BlueprintsFrançois LeroyNoch keine Bewertungen
- Field Artillery Journal - Jan 1943Dokument83 SeitenField Artillery Journal - Jan 1943CAP History Library100% (1)
- Sa VZ 58-7-62x39 Military Folder Rifle Instructions ManualDokument42 SeitenSa VZ 58-7-62x39 Military Folder Rifle Instructions Manualbiachou0% (1)
- System Defence Pistol ReviewDokument8 SeitenSystem Defence Pistol ReviewSaad ShamsNoch keine Bewertungen
- Winchester 1300 DefenderDokument34 SeitenWinchester 1300 DefenderAleksander OlafNoch keine Bewertungen
- English k11 k31 ManualDokument82 SeitenEnglish k11 k31 Manualstray03100% (1)
- Dept of Energy Firearms CoursesDokument172 SeitenDept of Energy Firearms CoursesMichael KotowskiNoch keine Bewertungen
- Canik Superior Handgun 2019Dokument24 SeitenCanik Superior Handgun 2019Eli MalanoNoch keine Bewertungen
- Cyberpunk RED To 2077Dokument20 SeitenCyberpunk RED To 2077não interessaNoch keine Bewertungen
- Duncan vs. BontaDokument71 SeitenDuncan vs. Bontastreiff at redstateNoch keine Bewertungen
- Activity 1 2 3 Deft 301Dokument2 SeitenActivity 1 2 3 Deft 301Quilantang, Jose Dodjie F.Noch keine Bewertungen
- The Forgotten Krag Rifle - Guns and Ammo 27 PgsDokument27 SeitenThe Forgotten Krag Rifle - Guns and Ammo 27 PgsJOAONoch keine Bewertungen
- Ballistics Review MaterialDokument11 SeitenBallistics Review MaterialJose Richard GirayNoch keine Bewertungen
- Glossary of Firearms TerminologyDokument14 SeitenGlossary of Firearms Terminologyaaraujo_117636Noch keine Bewertungen
- 2020 Product CatalogDokument25 Seiten2020 Product CatalogFelipe Pinto VillarroelNoch keine Bewertungen
- Handbook of Aircraft Armament PDFDokument98 SeitenHandbook of Aircraft Armament PDFcpt_suzukiNoch keine Bewertungen
- Kel-Tec p32 Owners ManualDokument16 SeitenKel-Tec p32 Owners Manualglenn_allen_15Noch keine Bewertungen
- M16a2 Weapon HandlingDokument9 SeitenM16a2 Weapon HandlingJohn DelgadoNoch keine Bewertungen
- 18 Weapons Training 1Dokument14 Seiten18 Weapons Training 1Michelle EsternonNoch keine Bewertungen
- Russian Weapons PostersDokument10 SeitenRussian Weapons Posterslevij999100% (1)
- S V MUKUNGA AND OTHERS 1976 (3) SA 193 (N)Dokument6 SeitenS V MUKUNGA AND OTHERS 1976 (3) SA 193 (N)Colias DubeNoch keine Bewertungen
- Armalite AR-10 Rifle ManualDokument53 SeitenArmalite AR-10 Rifle ManualAmmoLand Shooting Sports News100% (4)
- Bira Machine GunDokument4 SeitenBira Machine Guncarvilrod100% (2)
- Martial Law Survival GuideDokument15 SeitenMartial Law Survival GuideMike Nichlos100% (1)
- Weatherby Vanguard Bolt Action RifleDokument22 SeitenWeatherby Vanguard Bolt Action RifleJon MorenoNoch keine Bewertungen
- Browning A5 ShotgunDokument29 SeitenBrowning A5 ShotgunSerteco Coleccionista MilitariaNoch keine Bewertungen
- Jennings Model J22 Instruction ManualDokument5 SeitenJennings Model J22 Instruction ManualJoe RomeroNoch keine Bewertungen
- Caracal Catalog 2013Dokument12 SeitenCaracal Catalog 2013Richard JohnsonNoch keine Bewertungen
- Glock Owners ManualDokument64 SeitenGlock Owners Manualsimao pedro100% (1)
- Beardmore FarquharDokument16 SeitenBeardmore FarquharHanseaticLeague1993Noch keine Bewertungen