Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 2 Suku - Mar o Automatic PDFDokument4 Seiten2 Suku - Mar o Automatic PDFsuraj dhulannavarNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Wind Driven Mobile Charging of Automobile BatteryDokument7 SeitenWind Driven Mobile Charging of Automobile Batterysuraj dhulannavarNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- 44 Tapsa Mech 006Dokument9 Seiten44 Tapsa Mech 006suraj dhulannavarNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- 199 Iphv7i3008xDokument7 Seiten199 Iphv7i3008xsuraj dhulannavarNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- (IJCST-V4I4P3) :reema Patel, A.N.Shewale, C.S.PatilDokument3 Seiten(IJCST-V4I4P3) :reema Patel, A.N.Shewale, C.S.PatilEighthSenseGroupNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- E RationingDokument3 SeitenE Rationingsuraj dhulannavarNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- 03 e Pipetube en WebDokument18 Seiten03 e Pipetube en Websuraj dhulannavarNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- 1:1 XXX A1: Toshavi PCDokument1 Seite1:1 XXX A1: Toshavi PCsuraj dhulannavarNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- 55Dokument3 Seiten55md junuNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
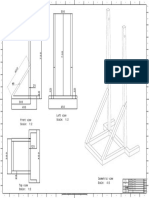
- FrameDokument1 SeiteFramesuraj dhulannavarNoch keine Bewertungen
- Visvesvaraya Technological University BelgaumDokument2 SeitenVisvesvaraya Technological University Belgaumsuraj dhulannavarNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- 1:1 XXX A4: Designed By: DateDokument1 Seite1:1 XXX A4: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A1: Designed By: DateDokument1 Seite1:1 XXX A1: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- FrameDokument1 SeiteFramesuraj dhulannavarNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- FrameDokument1 SeiteFramesuraj dhulannavarNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Left View Scale: 1:2: 1:1 XXX A0Dokument1 SeiteLeft View Scale: 1:2: 1:1 XXX A0suraj dhulannavarNoch keine Bewertungen
- 437NDokument8 Seiten437Nsuraj dhulannavarNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- 1:1 XXX A1: Toshavi 5/3/2016Dokument1 Seite1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A1: Toshavi 5/3/2016Dokument1 Seite1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarNoch keine Bewertungen
- 5Dokument4 Seiten5suraj dhulannavarNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- M.H.Saboo Siddik PolytechnicDokument5 SeitenM.H.Saboo Siddik Polytechnicsuraj dhulannavarNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Dam Shutter Control Using Servo MotorDokument3 SeitenDam Shutter Control Using Servo MotorkarthikNoch keine Bewertungen
- D e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N eDokument13 SeitenD e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N esuraj dhulannavarNoch keine Bewertungen
- 1:1 XXX A4: Designed By: DateDokument1 Seite1:1 XXX A4: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDokument17 SeitenWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarNoch keine Bewertungen
- MSHDokument20 SeitenMSHsuraj dhulannavar100% (1)
- Dam Shutter Control Using Servo MotorDokument3 SeitenDam Shutter Control Using Servo MotorkarthikNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- 1:1 XXX A1: Designed By: DateDokument1 Seite1:1 XXX A1: Designed By: Datesuraj dhulannavarNoch keine Bewertungen
- Square Hole Drilling MachineDokument4 SeitenSquare Hole Drilling Machineedisonmech_erfNoch keine Bewertungen
- Operating Check List For Disel Generator: Date: TimeDokument2 SeitenOperating Check List For Disel Generator: Date: TimeAshfaq BilwarNoch keine Bewertungen
- Data Loss PreventionDokument24 SeitenData Loss PreventionhelmaaroufiNoch keine Bewertungen
- Fluid MechDokument2 SeitenFluid MechJade Kristine CaleNoch keine Bewertungen
- Dell's Marketing Strategy - 2006Dokument58 SeitenDell's Marketing Strategy - 2006Preeti IyerNoch keine Bewertungen
- Aiwa MC CSD-A120, A140 PDFDokument35 SeitenAiwa MC CSD-A120, A140 PDFRodrigo NegrelliNoch keine Bewertungen
- Director, Policy and Research (SEG 3 Et Al - Ministry of Culture, Gender, Entertainment and Sport PDFDokument12 SeitenDirector, Policy and Research (SEG 3 Et Al - Ministry of Culture, Gender, Entertainment and Sport PDFvernon whiteNoch keine Bewertungen
- PCD 2 MarksDokument23 SeitenPCD 2 MarksVignesh VickyNoch keine Bewertungen
- Performance Appraisal Form For ManagerDokument12 SeitenPerformance Appraisal Form For Managervandana_dubey15Noch keine Bewertungen
- BE Enus DP3441DP3441e DP3661e Series Portable Radios Quick Reference GuideDokument6 SeitenBE Enus DP3441DP3441e DP3661e Series Portable Radios Quick Reference GuideEduardoNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Pooja CVDokument3 SeitenPooja CVEl Cajon de AmeliaNoch keine Bewertungen
- Patch Apply Instructions 19852360.HTMLDokument60 SeitenPatch Apply Instructions 19852360.HTMLdineshNoch keine Bewertungen
- Market Intelligence Case Study Sales & MarketingDokument20 SeitenMarket Intelligence Case Study Sales & MarketingBrian ShannyNoch keine Bewertungen
- New Generation Shaft KilnDokument2 SeitenNew Generation Shaft Kilndocument nugrohoNoch keine Bewertungen
- Reading Passage 1: You Should Spend About 20 Minutes On Questions 1-12 Which Are Based On Reading Passage 1Dokument2 SeitenReading Passage 1: You Should Spend About 20 Minutes On Questions 1-12 Which Are Based On Reading Passage 1Melisa CardozoNoch keine Bewertungen
- 6.3. Example of Transmission Ratio Assessment 6.3.1. Power-Split Hydro-Mechanical TransmissionDokument2 Seiten6.3. Example of Transmission Ratio Assessment 6.3.1. Power-Split Hydro-Mechanical TransmissionNita SebastianNoch keine Bewertungen
- Assessment Rubric Coach Manual Oct 11 - FinalDokument9 SeitenAssessment Rubric Coach Manual Oct 11 - Finalapi-246218373Noch keine Bewertungen
- Manufacturing Systems-Fleximble Manufacturing Application-Case Study of ZimbabweDokument5 SeitenManufacturing Systems-Fleximble Manufacturing Application-Case Study of Zimbabwejosphat muchatutaNoch keine Bewertungen
- Evoque Owners Club Manual PDFDokument258 SeitenEvoque Owners Club Manual PDFmihai12moveNoch keine Bewertungen
- Kinematic Analysis of 5 Dof Lynx ArmDokument6 SeitenKinematic Analysis of 5 Dof Lynx ArmsathyaNoch keine Bewertungen
- 575 Tech Specs Placenta Pit FinalDokument9 Seiten575 Tech Specs Placenta Pit FinalJohn Aries Almelor SarzaNoch keine Bewertungen
- E-Paper Technology DocumentDokument32 SeitenE-Paper Technology DocumentZuber Md54% (13)
- MotRadar System PrinciplesDokument26 SeitenMotRadar System PrinciplesReadmotNoch keine Bewertungen
- Usermanual en Manual Arium Bagtanks WH26010 ADokument33 SeitenUsermanual en Manual Arium Bagtanks WH26010 AԳոռ ԽաչատրյանNoch keine Bewertungen
- FEE Lab Manual FinalDokument86 SeitenFEE Lab Manual FinalbalasubadraNoch keine Bewertungen
- Relay Performance Testing: Jay Gosalia Vice President of Engineering and Marketing Doble Engineering Company, USADokument40 SeitenRelay Performance Testing: Jay Gosalia Vice President of Engineering and Marketing Doble Engineering Company, USArashid rahmanNoch keine Bewertungen
- LX Capacity Chart Hydrogen SCFM 10-2008 PDFDokument5 SeitenLX Capacity Chart Hydrogen SCFM 10-2008 PDFZack AmerNoch keine Bewertungen
- 1 Input Data: Profis Anchor 2.8.1Dokument7 Seiten1 Input Data: Profis Anchor 2.8.1Manu MohanNoch keine Bewertungen
- Tema Tubesheet Calculation SheetDokument1 SeiteTema Tubesheet Calculation SheetSanjeev KachharaNoch keine Bewertungen
- Yamaha Model Index 1958 2010 PDFDokument442 SeitenYamaha Model Index 1958 2010 PDFSanja Krajinovic100% (2)
- HRTC RoutesDiverted Via KiratpurManali Four LaneDokument9 SeitenHRTC RoutesDiverted Via KiratpurManali Four Lanepibope6477Noch keine Bewertungen
- Aerodynamics for Engineering StudentsVon EverandAerodynamics for Engineering StudentsBewertung: 5 von 5 Sternen5/5 (5)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideVon Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionVon EverandThe Laws of Thermodynamics: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (51)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CVon EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNoch keine Bewertungen