Das könnte Ihnen auch gefallen
- Fundicion Blanca Diapos OficialDokument50 SeitenFundicion Blanca Diapos OficialJesús Crespo RuizNoch keine Bewertungen
- Falla Por CorteDokument17 SeitenFalla Por Cortekevin ruiz sifuentesNoch keine Bewertungen
- Historia de La SoldaduraDokument12 SeitenHistoria de La SoldaduraJose Alejandro Pinto GuevaraNoch keine Bewertungen
- Análisis Estructural de Tanque de Semirremolque para Transporte de Combustibles LíquidosDokument13 SeitenAnálisis Estructural de Tanque de Semirremolque para Transporte de Combustibles LíquidosluisNoch keine Bewertungen
- Calificacion de Habilidades de SoldadoresDokument8 SeitenCalificacion de Habilidades de Soldadoreslourdes ramosNoch keine Bewertungen
- 3.203.01 Construccion de Estructuras de Acero PDFDokument63 Seiten3.203.01 Construccion de Estructuras de Acero PDFMichi AGNoch keine Bewertungen
- CuestionarioDokument2 SeitenCuestionarioraquelNoch keine Bewertungen
- Ensayos No DestructivosDokument13 SeitenEnsayos No DestructivosZidani RvNoch keine Bewertungen
- Prueba de Entrada Ensayos 1 Condeña Huamani Luis FernandoDokument16 SeitenPrueba de Entrada Ensayos 1 Condeña Huamani Luis FernandoVICTOR RAUL GROVAS HUAROTENoch keine Bewertungen
- Aceros Estructurales Según La Norma Astm y Normas InternacionalesDokument7 SeitenAceros Estructurales Según La Norma Astm y Normas InternacionalesLeydy Yareth Diaz Perez100% (1)
- 5b-Consulta Aceros - 17-10-2016Dokument3 Seiten5b-Consulta Aceros - 17-10-2016jonatan perdomoNoch keine Bewertungen
- Tipos de Soldadura WordDokument16 SeitenTipos de Soldadura WordJuan QuispeNoch keine Bewertungen
- Airmobil 432Dokument2 SeitenAirmobil 432RICHARD BURBANO100% (1)
- Taller Defectologia SoldaduraDokument10 SeitenTaller Defectologia SoldaduraLina MariaNoch keine Bewertungen
- Resorte de TraccionDokument14 SeitenResorte de TraccionYee YeeNoch keine Bewertungen
- Elementos FlexiblesDokument33 SeitenElementos FlexiblesJosé Carlos Villafuerte AraozNoch keine Bewertungen
- Cables Metálicos o Alambres Metálicos 2Dokument26 SeitenCables Metálicos o Alambres Metálicos 2JeSus SaNchez50% (2)
- Tinglado Acero Perfil CDokument2 SeitenTinglado Acero Perfil CKristian Fernando Pinto Arredondo100% (1)
- Tipos de ElectrodoDokument21 SeitenTipos de Electrodojesus landa galarza100% (1)
- Electrodo TesisDokument126 SeitenElectrodo TesisjherryNoch keine Bewertungen
- Recomendaciones de Seguridad. Equipo OxigasDokument3 SeitenRecomendaciones de Seguridad. Equipo OxigasJorge Luis Rafaele CondeNoch keine Bewertungen
- Practica 1 Acero AISI 1045 Recocido Con Austenización CompletaDokument21 SeitenPractica 1 Acero AISI 1045 Recocido Con Austenización CompletaKenny Andrea Calderon Orozco0% (1)
- Soldadura ExposicionDokument20 SeitenSoldadura ExposicionWalter Iván Cadenillas PichenNoch keine Bewertungen
- Ventajas de Las Estructuras MetalicasDokument7 SeitenVentajas de Las Estructuras MetalicasMilitza HuertaNoch keine Bewertungen
- Clasificacion de Los AcerosDokument11 SeitenClasificacion de Los AcerosMiigue AviilanNoch keine Bewertungen
- Analisis Metalografico-1Dokument12 SeitenAnalisis Metalografico-1AlbenizNoch keine Bewertungen
- Medición de Las Propiedades de Los MaterialesDokument74 SeitenMedición de Las Propiedades de Los MaterialesjokafemNoch keine Bewertungen
- Ensayo de TraccíonDokument12 SeitenEnsayo de TraccíonLuis Garcia ConstantinoNoch keine Bewertungen
- c4. Tecnología de La SoldaduraDokument9 Seitenc4. Tecnología de La SoldaduraYuri JavierNoch keine Bewertungen
- Aplicaciones de SoldaduraDokument3 SeitenAplicaciones de SoldaduratonijuanchoNoch keine Bewertungen
- Diagrama Aceros FundicionesDokument19 SeitenDiagrama Aceros FundicionesevarlysNoch keine Bewertungen
- Manual Combustible Motor Diesel Komatsu Tipos Aditivos Propiedades Aceite Especificaciones Combustion Inyeccion PDFDokument20 SeitenManual Combustible Motor Diesel Komatsu Tipos Aditivos Propiedades Aceite Especificaciones Combustion Inyeccion PDFManuel Roberto Chirinos ValerNoch keine Bewertungen
- AcoplamientosDokument3 SeitenAcoplamientosMAURICIO FERNANDO100% (1)
- Folleto de Soldadura BásicaDokument18 SeitenFolleto de Soldadura BásicaArlen FonsecaNoch keine Bewertungen
- Procesos de Soldadura Unidad 5Dokument30 SeitenProcesos de Soldadura Unidad 5Amando100% (1)
- Fundamentos Teóricos y Metodológicos Del Proceso de Soldadura SMAWDokument12 SeitenFundamentos Teóricos y Metodológicos Del Proceso de Soldadura SMAWjobarbaNoch keine Bewertungen
- Inspeccion Puente Cemento Chimborazo Final Ok.Dokument39 SeitenInspeccion Puente Cemento Chimborazo Final Ok.Raul Guaman ChacaguasayNoch keine Bewertungen
- PFC 5878Dokument144 SeitenPFC 5878JuanNoch keine Bewertungen
- Tipos de PernosDokument35 SeitenTipos de Pernosfredy ronaldNoch keine Bewertungen
- Arco SumergidoDokument20 SeitenArco SumergidoYupanqui RicardoNoch keine Bewertungen
- Proteccion y Mantenimiento de TuberiasDokument11 SeitenProteccion y Mantenimiento de TuberiasPaul JismannNoch keine Bewertungen
- Chill TestingDokument15 SeitenChill TestingLaura PérezNoch keine Bewertungen
- Ensayo A La TraccionDokument78 SeitenEnsayo A La TraccionAlfredo barragánNoch keine Bewertungen
- Proceso SMAW, e 20 MM, E7018, D 4 MM, HI 8 KJ/CM, Junta Tipo VDokument2 SeitenProceso SMAW, e 20 MM, E7018, D 4 MM, HI 8 KJ/CM, Junta Tipo VAdrianos CoelloNoch keine Bewertungen
- Presentación Hidráulica MaciasDokument82 SeitenPresentación Hidráulica MaciasPablo Cesar Tabilo PobleteNoch keine Bewertungen
- S02 - Transmisiones Por CadenasDokument44 SeitenS02 - Transmisiones Por CadenasCesar QuintanaNoch keine Bewertungen
- Aceros Al Carbono Grupo 1Dokument42 SeitenAceros Al Carbono Grupo 1Jorge Rivero Ríos100% (1)
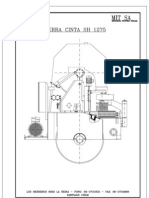
- Catalogo Mit Sh1275Dokument20 SeitenCatalogo Mit Sh1275Gabriel A Jaque Espinoza50% (2)
- Tipos de RefractariosDokument31 SeitenTipos de Refractariosאבימיי דור אבימיי דור50% (2)
- Recubrimiento Del AceroDokument28 SeitenRecubrimiento Del Aceroihinojosa_6Noch keine Bewertungen
- Grúas Antiguas1Dokument7 SeitenGrúas Antiguas1andreina riveraNoch keine Bewertungen
- Carburo TugnstenoDokument12 SeitenCarburo TugnstenoRick421Noch keine Bewertungen
- MANUAL DE CAPACITACION EN SOLDADURA Jose Maria Gaxiola AnguloDokument185 SeitenMANUAL DE CAPACITACION EN SOLDADURA Jose Maria Gaxiola AnguloAnonymous rvAn04wk1Y100% (1)
- Modulo FCAWDokument90 SeitenModulo FCAWNelson Galindo LozanoNoch keine Bewertungen
- Juntas de SoldaduraDokument29 SeitenJuntas de SoldaduraGabriel CastañedaNoch keine Bewertungen
- Soldadura MAG de estructuras de acero al carbono. FMEC0210Von EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Noch keine Bewertungen
- Calificación Del Personal de SoldaduraDokument57 SeitenCalificación Del Personal de SoldaduraMauricio Jesus Enciso UretaNoch keine Bewertungen
- Interpretación de planos en soldadura. FMEC0210Von EverandInterpretación de planos en soldadura. FMEC0210Bewertung: 4.5 von 5 Sternen4.5/5 (3)
- Metodologia de IntervencionDokument29 SeitenMetodologia de IntervencionPaolaTapiaAvilaNoch keine Bewertungen
- Informe de Trabajos VariosDokument2 SeitenInforme de Trabajos VariosPaolaTapiaAvilaNoch keine Bewertungen
- Lamina Detalle San LuisDokument1 SeiteLamina Detalle San LuisPaolaTapiaAvilaNoch keine Bewertungen
- Estudio Morfologico FDokument5 SeitenEstudio Morfologico FPaolaTapiaAvilaNoch keine Bewertungen
- Ingenieria de Software 3pDokument7 SeitenIngenieria de Software 3pPaolaTapiaAvilaNoch keine Bewertungen
- ET - Adoquinados Vias Urbanas MatrizDokument21 SeitenET - Adoquinados Vias Urbanas MatrizPaolaTapiaAvilaNoch keine Bewertungen
- FRM Rtom R 013Dokument5 SeitenFRM Rtom R 013PaolaTapiaAvilaNoch keine Bewertungen
- Hoja de CálculoDokument32 SeitenHoja de CálculoPaolaTapiaAvilaNoch keine Bewertungen
- FRM Irm 001Dokument1 SeiteFRM Irm 001PaolaTapiaAvilaNoch keine Bewertungen
- 34 Rtom R 013 Obras Mayores Proyecto ArquitectónicoDokument23 Seiten34 Rtom R 013 Obras Mayores Proyecto ArquitectónicoPaolaTapiaAvilaNoch keine Bewertungen
- IrmDokument1 SeiteIrmPaolaTapiaAvilaNoch keine Bewertungen
- IrmDokument1 SeiteIrmPaolaTapiaAvilaNoch keine Bewertungen
- Sensor InductivoDokument1 SeiteSensor InductivoJohnny Romero MiliánNoch keine Bewertungen
- WPQ COPIA 6g CALIFICACIONDokument1 SeiteWPQ COPIA 6g CALIFICACIONCarlos Juan Quispe Martinez100% (1)
- 5.1 Control de Inventarios PDFDokument14 Seiten5.1 Control de Inventarios PDFRosa MariaNoch keine Bewertungen
- ACMANET Sistemas de Escalerillas Portacables PowertrayDokument8 SeitenACMANET Sistemas de Escalerillas Portacables PowertrayfelipeNoch keine Bewertungen
- Practica Calificada #4 - MECÁNICA DE MATERIALESDokument8 SeitenPractica Calificada #4 - MECÁNICA DE MATERIALESBea QuezadaNoch keine Bewertungen
- Quem A DurasDokument5 SeitenQuem A DurasRuth VargasNoch keine Bewertungen
- Catalogo ASISA Ver1Dokument8 SeitenCatalogo ASISA Ver1Briseida SalazarNoch keine Bewertungen
- Edad de HierroDokument2 SeitenEdad de HierroFlor de María Placencia AgredaNoch keine Bewertungen
- Preguntas ManofacturaDokument23 SeitenPreguntas ManofacturaAndres CorredorNoch keine Bewertungen
- NITRURACIONDokument9 SeitenNITRURACIONLUIS ENRRIQUE CORDOVA SANCHEZNoch keine Bewertungen
- Catálogo Accesorios DewaltDokument19 SeitenCatálogo Accesorios DewaltRebeca AlvarezNoch keine Bewertungen
- Todo Sobre El BronceDokument15 SeitenTodo Sobre El BronceDiana ZCNoch keine Bewertungen
- Brandon Valdivia Navarro Cuestionario Acerca Del PlatinoDokument3 SeitenBrandon Valdivia Navarro Cuestionario Acerca Del PlatinoBrandon Michaell Amed Valdivia Navarro0% (1)
- Código de Soldadura Estructural Chapa de AceroDokument84 SeitenCódigo de Soldadura Estructural Chapa de Acerokarina AlvarezNoch keine Bewertungen
- Cut OffDokument63 SeitenCut OffAroni Barrios SaulNoch keine Bewertungen
- Problemas Corrosion Resueltos PDFDokument6 SeitenProblemas Corrosion Resueltos PDFEmerson IpialesNoch keine Bewertungen
- Procesos de ManofacturaDokument7 SeitenProcesos de ManofacturaEmmanuel Eliseo Zárate MartínezNoch keine Bewertungen
- Paileria IndustrialDokument2 SeitenPaileria IndustrialJose Luis Galan Varela100% (2)
- Conductores Tipo de Barras de CobreDokument3 SeitenConductores Tipo de Barras de CobreLuis CoronelNoch keine Bewertungen
- Tenacito 110 PlusDokument1 SeiteTenacito 110 PlusEduard ZavalaNoch keine Bewertungen
- Las Pirámides Mágicas y El Péndulo HebreoDokument7 SeitenLas Pirámides Mágicas y El Péndulo Hebreonatalia KarinaNoch keine Bewertungen
- Tipo Test Evluación 2 FabriDokument29 SeitenTipo Test Evluación 2 Fabriyc2rbqwtzyNoch keine Bewertungen
- Contenido de Diseño y Metalurgia de La SoldaduraDokument3 SeitenContenido de Diseño y Metalurgia de La SoldaduraLuis AguilarNoch keine Bewertungen
- Presentación Soluciones HiltiDokument47 SeitenPresentación Soluciones HiltiYul SermeñoNoch keine Bewertungen
- DFDM CortadoraPlasmaDokument10 SeitenDFDM CortadoraPlasmaAndersonNoch keine Bewertungen
- Parcial I PFIDokument3 SeitenParcial I PFIangelo dosramosNoch keine Bewertungen
- AndresFelipe MendezZuluaga 2013Dokument60 SeitenAndresFelipe MendezZuluaga 2013Melissa Verdecia EspinosaNoch keine Bewertungen
- Objeto SocialDokument1 SeiteObjeto SocialAlex CastañedaNoch keine Bewertungen
- Taller GT4 Mecanizado - AfiladoDokument18 SeitenTaller GT4 Mecanizado - Afiladothe Bianchi ⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻⸻Noch keine Bewertungen
- Importaceros Platinas de Acero Inoxidable 304Dokument2 SeitenImportaceros Platinas de Acero Inoxidable 304Wafer MixNoch keine Bewertungen