Das könnte Ihnen auch gefallen
- Service ManualDokument582 SeitenService ManualBogdan Popescu100% (5)
- Kta19 G2Dokument4 SeitenKta19 G2Sauro Gordini75% (4)
- The 4A-GE Block: A Submission by Richard WhiteDokument9 SeitenThe 4A-GE Block: A Submission by Richard WhiteJohn Phillpotts100% (2)
- Build Your Own TurbineDokument16 SeitenBuild Your Own TurbineJack D'Roca100% (5)
- Lesson 5 Sheet Metal RivetsDokument38 SeitenLesson 5 Sheet Metal RivetsJoshua Barte100% (3)
- PDF Wiring Diagram For Lancer GlxiDokument1 SeitePDF Wiring Diagram For Lancer GlxiNeil Moral100% (1)
- Devilbiss 445Dokument4 SeitenDevilbiss 445cjpm111100% (1)
- Swirl Flaps Design ProblemDokument2 SeitenSwirl Flaps Design ProblemCarabela AndreeaNoch keine Bewertungen
- Aurora 340 DsDokument4 SeitenAurora 340 DsdesuyaNoch keine Bewertungen
- MC Series MNDokument33 SeitenMC Series MNnvkjayanthNoch keine Bewertungen
- High-Performance GM LS-Series Cylinder Head GuideVon EverandHigh-Performance GM LS-Series Cylinder Head GuideBewertung: 4.5 von 5 Sternen4.5/5 (2)
- DISCLAIMER: The User of This Manual and The Associated Three Drawings Assumes AllDokument15 SeitenDISCLAIMER: The User of This Manual and The Associated Three Drawings Assumes Allalonso malherNoch keine Bewertungen
- Baseplates GrundfosDokument10 SeitenBaseplates GrundfosdieguineoNoch keine Bewertungen
- Steering Universal JointsDokument11 SeitenSteering Universal JointsAman JainNoch keine Bewertungen
- 1 Fastening Catalogue 2013 Hi ResDokument30 Seiten1 Fastening Catalogue 2013 Hi ResMujjo Sahb100% (1)
- Adaptable TIGEAR Right Angle Speed Reducers: For More Information About ..Dokument44 SeitenAdaptable TIGEAR Right Angle Speed Reducers: For More Information About ..Ryusuke IshikawaNoch keine Bewertungen
- Pinto+Doc Med+ResDokument20 SeitenPinto+Doc Med+ResSirRD80% (5)
- Landcruiser Brochure PDFDokument9 SeitenLandcruiser Brochure PDFJohn AlajoNoch keine Bewertungen
- 2016 Fluidampr Catalog PDFDokument10 Seiten2016 Fluidampr Catalog PDFPaulNoch keine Bewertungen
- Piston SelectionDokument5 SeitenPiston SelectionSunil ChNoch keine Bewertungen
- Ace Catalog 2009Dokument48 SeitenAce Catalog 2009aiyubi2100% (2)
- Aurora PumpsDokument12 SeitenAurora PumpsM Alim Ur RahmanNoch keine Bewertungen
- Half VW Assy. by TinkerDokument19 SeitenHalf VW Assy. by TinkerJessie BechaydaNoch keine Bewertungen
- Pinto+doc Med+res PDFDokument20 SeitenPinto+doc Med+res PDFfarish100% (1)
- Design Features: SL-KZ-004 Rev. ADokument2 SeitenDesign Features: SL-KZ-004 Rev. AguzmanitaNoch keine Bewertungen
- Design and Analysis of Connecting Rod For Different Material Using AnsysDokument18 SeitenDesign and Analysis of Connecting Rod For Different Material Using AnsysGagan GaganNoch keine Bewertungen
- Erformer and Performer RPM Aluminum Cylinder Heads For Small Block Ford V8s Installation Instructions Catalog #'SDokument4 SeitenErformer and Performer RPM Aluminum Cylinder Heads For Small Block Ford V8s Installation Instructions Catalog #'SDavid FarinolaNoch keine Bewertungen
- 3 8 2 Spence StrainersDokument132 Seiten3 8 2 Spence StrainerszayerirezaNoch keine Bewertungen
- Engine AssemblyDokument34 SeitenEngine Assemblyvinu198500100% (3)
- Whitepaper - BaseplatesDokument10 SeitenWhitepaper - Baseplatesrhusseinpos4765Noch keine Bewertungen
- GAZ 2014 Catalogue IssueDokument20 SeitenGAZ 2014 Catalogue IssueMauricio Xavier OjedaNoch keine Bewertungen
- Centrifugas Flecha 2.5 - inDokument24 SeitenCentrifugas Flecha 2.5 - inAlbino Montalvo MartinezNoch keine Bewertungen
- Curso Cat C4.4-6.6 ACERT Technology STMGDokument153 SeitenCurso Cat C4.4-6.6 ACERT Technology STMGSilas F Pimenta100% (31)
- Dove Tail Collapsible CoresDokument2 SeitenDove Tail Collapsible CoresEsteban Vanegas AlvarezNoch keine Bewertungen
- Milwaukee Cylinder Series H Hydraulic CylindersDokument32 SeitenMilwaukee Cylinder Series H Hydraulic Cylindersnvkjayanth100% (1)
- PM Series PH Type 2016Dokument68 SeitenPM Series PH Type 2016HeSheWeScribdNoch keine Bewertungen
- Caterpillar Connecting Rod Bearings Service TrainingDokument5 SeitenCaterpillar Connecting Rod Bearings Service Trainingaudrey100% (42)
- Interconnection Brochure LR 2012Dokument40 SeitenInterconnection Brochure LR 2012elimeir80Noch keine Bewertungen
- M62 Engine DetailsDokument16 SeitenM62 Engine DetailsJoeTeKraMNoch keine Bewertungen
- HT Howard - Cylinder Liner Fitting For Cars, Motorcycles, Vans, Classic and Modern EnginesDokument3 SeitenHT Howard - Cylinder Liner Fitting For Cars, Motorcycles, Vans, Classic and Modern EnginesAndrés Alejandro PereiraNoch keine Bewertungen
- BMW 3.0L I-6 M57: Small Displacement Diesel: Diesel Cars Diesel EnginesDokument1 SeiteBMW 3.0L I-6 M57: Small Displacement Diesel: Diesel Cars Diesel EnginesRolando JimenezNoch keine Bewertungen
- 3 Aam Hang-On-PartsDokument24 Seiten3 Aam Hang-On-PartsSumit SehgalNoch keine Bewertungen
- EW10J4Dokument24 SeitenEW10J4650LNoch keine Bewertungen
- TIMKEN Lozyska Do Zestawow Kolowych Wagonow enDokument71 SeitenTIMKEN Lozyska Do Zestawow Kolowych Wagonow enandrebuyuNoch keine Bewertungen
- JE Piston Terminology and FeaturesDokument4 SeitenJE Piston Terminology and FeaturesCarlos García Hernández100% (1)
- Parker MA Series PDFDokument17 SeitenParker MA Series PDFhaggNoch keine Bewertungen
- Cylinders FullDokument110 SeitenCylinders FulltnvishNoch keine Bewertungen
- Design and Analysis of Connecting Rod For Different Material Using AnsysDokument7 SeitenDesign and Analysis of Connecting Rod For Different Material Using AnsysGagan GaganNoch keine Bewertungen
- Ejot FDSDokument20 SeitenEjot FDSJacobNoch keine Bewertungen
- Piston WordDokument17 SeitenPiston Wordhi_mayank1Noch keine Bewertungen
- Pem NutsDokument0 SeitenPem Nutsnaveen_talkinNoch keine Bewertungen
- Catalog ParkerDokument230 SeitenCatalog Parkeringerash_mic9067% (3)
- Bonbas Goulds Pumps 36-3756M PDFDokument44 SeitenBonbas Goulds Pumps 36-3756M PDFAntonio ArteroNoch keine Bewertungen
- c2g Pump BrochureDokument8 Seitenc2g Pump Brochuretyutyu0% (1)
- Worm Gear Reduce RsDokument8 SeitenWorm Gear Reduce RsJose Jesus Chagolla LopezNoch keine Bewertungen
- Mi Ether CatalogDokument76 SeitenMi Ether CatalogcirclelineNoch keine Bewertungen
- "RBT" Steel Billet Connecting RodsDokument6 Seiten"RBT" Steel Billet Connecting Rodscrower_scribdNoch keine Bewertungen
- S12XL 2010 PartsDokument221 SeitenS12XL 2010 PartsJuan Ignacio OlariNoch keine Bewertungen
- Camshaft SelectionDokument8 SeitenCamshaft SelectionMichael Buff GNoch keine Bewertungen
- The Modern Chassis: A Practical Manual of Automotive Chassis and Suspension DesignVon EverandThe Modern Chassis: A Practical Manual of Automotive Chassis and Suspension DesignBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Porsche 356: The Engine Handbook: An Engine Assembly GuideVon EverandPorsche 356: The Engine Handbook: An Engine Assembly GuideNoch keine Bewertungen
- Iconic Cars 5-Book Bundle: Mustang, Camaro, Corvette, Porsche, BMW M SeriesVon EverandIconic Cars 5-Book Bundle: Mustang, Camaro, Corvette, Porsche, BMW M SeriesNoch keine Bewertungen
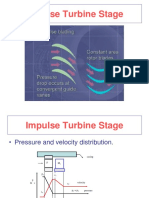
- Impulse Turbine StageDokument24 SeitenImpulse Turbine StageMohammed AhmedNoch keine Bewertungen
- GE L250 BrochureDokument6 SeitenGE L250 BrochureMartin KratkyNoch keine Bewertungen
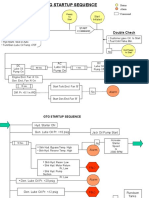
- Start Permissive: Double CheckDokument7 SeitenStart Permissive: Double CheckPrem SagarNoch keine Bewertungen
- Service Bulletin: Continental Aircraft EngineDokument3 SeitenService Bulletin: Continental Aircraft Enginemoh12109Noch keine Bewertungen
- Doosan P 222 Engine PDFDokument161 SeitenDoosan P 222 Engine PDFVentsislav Venev100% (1)
- 5600 FichaTecnicaDokument3 Seiten5600 FichaTecnicaJhan Carlos HuamaniNoch keine Bewertungen
- Subject: "Old" Service Bulletin IndexDokument11 SeitenSubject: "Old" Service Bulletin IndexjussmeeeNoch keine Bewertungen
- Casestudy Elliot Steam TurbineDokument2 SeitenCasestudy Elliot Steam TurbineEzequiel GomesNoch keine Bewertungen
- Co-Heat Engine and Thermal Efficiency-Grade-9Dokument10 SeitenCo-Heat Engine and Thermal Efficiency-Grade-9Apolonio Pamittan Jr.Noch keine Bewertungen
- Two Stroke EngineDokument5 SeitenTwo Stroke Enginedwarika2006Noch keine Bewertungen
- AGM & Sr. Faculty Member (PMI) NTPC LTD.: Dr. K. V. VidyanandanDokument46 SeitenAGM & Sr. Faculty Member (PMI) NTPC LTD.: Dr. K. V. VidyanandanPraveen PeethambaranNoch keine Bewertungen
- Katalog Lf250 D 1 Publish-51cdc-2932 814Dokument18 SeitenKatalog Lf250 D 1 Publish-51cdc-2932 814David GunawanNoch keine Bewertungen
- 1.6tdci Turbo Failure Caused by Injector Seal LealDokument3 Seiten1.6tdci Turbo Failure Caused by Injector Seal LealShane GreerNoch keine Bewertungen
- W8L20 - Spare PartsDokument2 SeitenW8L20 - Spare PartsTuan Linh VoNoch keine Bewertungen
- 450 SXS-F 2008: Spare Parts Manual: EngineDokument28 Seiten450 SXS-F 2008: Spare Parts Manual: EnginecharlesNoch keine Bewertungen
- 2002 Tracker 2.5L OBD CodesDokument26 Seiten2002 Tracker 2.5L OBD CodesmanuelNoch keine Bewertungen
- Yamaha X MAX 250 Manuale Di Officina PDFDokument370 SeitenYamaha X MAX 250 Manuale Di Officina PDFaerologikNoch keine Bewertungen
- GXR120RT Manual de PartesDokument48 SeitenGXR120RT Manual de PartesGerald Torres HuamanNoch keine Bewertungen
- Honda Diagnostic CodesDokument10 SeitenHonda Diagnostic CodesAngela Easter100% (1)
- MT-25 1rb04460e1 PDFDokument70 SeitenMT-25 1rb04460e1 PDFMochamad RizhalNoch keine Bewertungen
- PG Spec 18V2000DS1250 1130kVA 3B FC 50HzDokument4 SeitenPG Spec 18V2000DS1250 1130kVA 3B FC 50HzGerman E.Noch keine Bewertungen
- Ct-100 Bs IV Rev 12 Jun 2017Dokument76 SeitenCt-100 Bs IV Rev 12 Jun 2017Satya Prakash PathakNoch keine Bewertungen
- Product Nomenclature and Basics of Diesel EnginesDokument33 SeitenProduct Nomenclature and Basics of Diesel Enginesfreddy yagualNoch keine Bewertungen
- Actual Fuel-Air Cycles PDFDokument28 SeitenActual Fuel-Air Cycles PDFanup chauhanNoch keine Bewertungen
- Engine Components IDokument33 SeitenEngine Components IParbat ShresthaNoch keine Bewertungen
- QSD 4.2Dokument2 SeitenQSD 4.2ramsi17Noch keine Bewertungen