Das könnte Ihnen auch gefallen
- AEI LinkeX Cross-Linked Polyethylene Insulated Power CablesDokument42 SeitenAEI LinkeX Cross-Linked Polyethylene Insulated Power Cablesjohn9999999Noch keine Bewertungen
- FirecelDokument24 SeitenFirecelapi-3803155Noch keine Bewertungen
- TCXD 27. 1991 / Installation of Electric Equipments in Dwellings and Public Building - Design StandardDokument20 SeitenTCXD 27. 1991 / Installation of Electric Equipments in Dwellings and Public Building - Design StandardtrungjindoNoch keine Bewertungen
- BEC Feb 2010 Edition DraftDokument78 SeitenBEC Feb 2010 Edition DraftTommy SzetoNoch keine Bewertungen
- Factors Affecting The Choice of Insulation System For Extruded HVDC Power Cables.Dokument8 SeitenFactors Affecting The Choice of Insulation System For Extruded HVDC Power Cables.Just MagexNoch keine Bewertungen
- Prysmian LV CatalogueDokument56 SeitenPrysmian LV CatalogueThinzarNoch keine Bewertungen
- BS Cable Related StandardsDokument2 SeitenBS Cable Related StandardsvolkanNoch keine Bewertungen
- Leader XLPE VisualDokument64 SeitenLeader XLPE VisualMohd Izham IdrisNoch keine Bewertungen
- Trfricate Kit For 3C Cold Shrink TerminationDokument4 SeitenTrfricate Kit For 3C Cold Shrink Terminationdes1982Noch keine Bewertungen
- Draka Power and InstrumentationDokument33 SeitenDraka Power and Instrumentationnokaraju100% (1)
- Nhxmh-O-J 300-500VDokument4 SeitenNhxmh-O-J 300-500VA. HassanNoch keine Bewertungen
- Electric Cables - Thermosetting Insulated, Non-Armoured Cables With A Voltage of 600/1 000 V, For Fixed InstallationsDokument32 SeitenElectric Cables - Thermosetting Insulated, Non-Armoured Cables With A Voltage of 600/1 000 V, For Fixed InstallationsShivangi BhardwajNoch keine Bewertungen
- ABB FURSE CATALOGUE 2015 StructuralProtectionSystemsDokument151 SeitenABB FURSE CATALOGUE 2015 StructuralProtectionSystemsmatgarNoch keine Bewertungen
- Kumwell Catalogue SPD 2018Dokument118 SeitenKumwell Catalogue SPD 2018Nguyen Doan QuyetNoch keine Bewertungen
- Doha Cables Profile 2015Dokument15 SeitenDoha Cables Profile 2015Ahmed Farouk100% (1)
- OLX Handbook 2013 V1 - 2.1Dokument114 SeitenOLX Handbook 2013 V1 - 2.1IhaszNoch keine Bewertungen
- Termination KitDokument18 SeitenTermination KitJan Glen MenesesNoch keine Bewertungen
- Medium Voltage CablesDokument93 SeitenMedium Voltage CablesVíctor CasadoNoch keine Bewertungen
- 10 TMSS 02 R0Dokument0 Seiten10 TMSS 02 R0renjithas2005Noch keine Bewertungen
- BS Standards - Cables StandardsDokument17 SeitenBS Standards - Cables StandardsRashidNoch keine Bewertungen
- Thermal Calculation of Covered Conductor For Overhead Lines: Vikharev Ⱥ.P., Repkin D.Ⱥ., Repkina N.GDokument4 SeitenThermal Calculation of Covered Conductor For Overhead Lines: Vikharev Ⱥ.P., Repkin D.Ⱥ., Repkina N.GRahul VermaNoch keine Bewertungen
- CP1 2 Draft 1 v7 (Public Comment)Dokument220 SeitenCP1 2 Draft 1 v7 (Public Comment)Martin BrookesNoch keine Bewertungen
- Saso 2815-2021Dokument16 SeitenSaso 2815-2021riadhNoch keine Bewertungen
- Hafsa 131003112307 Phpapp02 PDFDokument47 SeitenHafsa 131003112307 Phpapp02 PDFLevale XrNoch keine Bewertungen
- TAN DELTA PrincipleDokument3 SeitenTAN DELTA PrincipleRahul PhadakeNoch keine Bewertungen
- Three Core Cables To VDE 0276Dokument15 SeitenThree Core Cables To VDE 0276A. HassanNoch keine Bewertungen
- Publish Ed Do Cum Ent S E - : Cheme For The Application of Uropean Standards For Intrusion and Hold Up A Larm SystemsDokument16 SeitenPublish Ed Do Cum Ent S E - : Cheme For The Application of Uropean Standards For Intrusion and Hold Up A Larm SystemsPeterNoch keine Bewertungen
- PDF Iec 61439 6 CompressDokument34 SeitenPDF Iec 61439 6 Compressmonica oktarani100% (1)
- 10-Tmss-06-Conductor Bare, Bare, Overhead Line (Heat-Resistance, Aluminum Alloy Conductor) - R0Dokument15 Seiten10-Tmss-06-Conductor Bare, Bare, Overhead Line (Heat-Resistance, Aluminum Alloy Conductor) - R0m3eenNoch keine Bewertungen
- CableDokument2 SeitenCablerocketvtNoch keine Bewertungen
- 12 TMSS 03 R0Dokument0 Seiten12 TMSS 03 R0renjithas2005Noch keine Bewertungen
- Prysmian Marine Cables Old CatalogueDokument35 SeitenPrysmian Marine Cables Old CatalogueCahyo Tri KusumaNoch keine Bewertungen
- 4-1 E Handbook 2013-14Dokument53 Seiten4-1 E Handbook 2013-14Siva Reddy KunduruNoch keine Bewertungen
- 500kV Aluminum-Sheathed XLPE Cable in A 96m Vertical ShaftDokument6 Seiten500kV Aluminum-Sheathed XLPE Cable in A 96m Vertical ShaftshahpinkalNoch keine Bewertungen
- 27 HV XLPErformance Cable TechnologyDokument6 Seiten27 HV XLPErformance Cable TechnologyRanaSinhaNoch keine Bewertungen
- J910-YQ01-P0ANA-145013 - 2 - Lighting System Installation Notes & Details (Approved)Dokument14 SeitenJ910-YQ01-P0ANA-145013 - 2 - Lighting System Installation Notes & Details (Approved)Devy MangimbaNoch keine Bewertungen
- TempRise IEC61439 07112018Dokument7 SeitenTempRise IEC61439 07112018Anonymous JDWNC4ZDMUNoch keine Bewertungen
- LS EHV Cable System: 66 500kV XLPE Cable & AccessoriesDokument64 SeitenLS EHV Cable System: 66 500kV XLPE Cable & AccessoriesRachid HamianiNoch keine Bewertungen
- Iec61386-24 Ed1approvedDokument3 SeitenIec61386-24 Ed1approvedMarianoNoch keine Bewertungen
- DS-6 Intercom SystemDokument47 SeitenDS-6 Intercom SystemMinhQuânNoch keine Bewertungen
- 12-SDMS-02 REV. 02: Saudi Electricity CompanyDokument20 Seiten12-SDMS-02 REV. 02: Saudi Electricity CompanyMichael Camit EsoNoch keine Bewertungen
- Olex Arial CatalogueDokument15 SeitenOlex Arial CatalogueMike WesleyNoch keine Bewertungen
- Pre Qualificaion1Dokument16 SeitenPre Qualificaion1Mahmoud YahyaNoch keine Bewertungen
- Street Light Control Innovative Light ControlDokument11 SeitenStreet Light Control Innovative Light ControlStep12AANoch keine Bewertungen
- Intruduction Final LVDokument37 SeitenIntruduction Final LVmealysrNoch keine Bewertungen
- Compact Round Concentric-Lay-Stranded Aluminum 1350 ConductorsDokument6 SeitenCompact Round Concentric-Lay-Stranded Aluminum 1350 ConductorsThanh DangNoch keine Bewertungen
- Cable Fire Behaviour (Compatibility Mode)Dokument34 SeitenCable Fire Behaviour (Compatibility Mode)elvikaNoch keine Bewertungen
- Iec 62219Dokument31 SeitenIec 62219boopathy1705Noch keine Bewertungen
- BS en 60794-3-2015Dokument22 SeitenBS en 60794-3-2015Amer AmeryNoch keine Bewertungen
- Is 16102 2 2012Dokument16 SeitenIs 16102 2 2012saurabhgu100% (1)
- Communication in Plants PDFDokument2 SeitenCommunication in Plants PDFAngelNoch keine Bewertungen
- Nema TC-8Dokument17 SeitenNema TC-8israrNoch keine Bewertungen
- Solid Core En-Ankara Seramik PDFDokument32 SeitenSolid Core En-Ankara Seramik PDFtholgasenelNoch keine Bewertungen
- Hager Guide To Surge Protection PDFDokument20 SeitenHager Guide To Surge Protection PDFGabetsos KaraflidisNoch keine Bewertungen
- Concrete Encased ElectrodeDokument4 SeitenConcrete Encased ElectrodeMark100% (1)
- What Is An Ufer GroundDokument7 SeitenWhat Is An Ufer GroundhendrexNoch keine Bewertungen
- What Engineers Should Know About Using Conduits in Power Substation DesignsDokument5 SeitenWhat Engineers Should Know About Using Conduits in Power Substation DesignsManuel Henríquez SantanaNoch keine Bewertungen
- Choosing The Right RacewayDokument6 SeitenChoosing The Right RacewayAngela Sofia Rosas GarcesNoch keine Bewertungen
- Nec 250 Part IV EnclosureDokument6 SeitenNec 250 Part IV Enclosurevladimir rosas ayalaNoch keine Bewertungen
- FAQ Steel Tube InstituteDokument8 SeitenFAQ Steel Tube InstituteNelson GarvizuNoch keine Bewertungen
- Leco TgaDokument2 SeitenLeco TgaMAmarNoch keine Bewertungen
- Small-Scale Soapmaking A Handbook 1986 PDFDokument80 SeitenSmall-Scale Soapmaking A Handbook 1986 PDFTarak Raj Kumar100% (3)
- Chapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Dokument30 SeitenChapter 5 - Flexible and Composite Pavements Final (Individual Narrative Reports)Frederick AgliamNoch keine Bewertungen
- I3 MEGA Quick GuideDokument1 SeiteI3 MEGA Quick GuideJuan Manuel TalaveraNoch keine Bewertungen
- V3307Dokument193 SeitenV3307EvGin100% (7)
- Methanol Recovery SystemDokument17 SeitenMethanol Recovery SystemJoao JesusNoch keine Bewertungen
- Manual Triplex PumpDokument45 SeitenManual Triplex PumpSalineñoApasionado100% (1)
- Irr PD 1866 PDFDokument33 SeitenIrr PD 1866 PDFLeia VeracruzNoch keine Bewertungen
- Pyrolysis of Poultry Litter Fractions For Bio-Char and Bio-Oil ProductionDokument8 SeitenPyrolysis of Poultry Litter Fractions For Bio-Char and Bio-Oil ProductionMauricio Escobar LabraNoch keine Bewertungen
- Practical Guide To Free-Energy DevicesDokument6 SeitenPractical Guide To Free-Energy Devicesoveryounity100% (2)
- Honeywell Searchpoint OptimaPlus MAN0551Dokument140 SeitenHoneywell Searchpoint OptimaPlus MAN0551Sameer KapareNoch keine Bewertungen
- Idealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingDokument4 SeitenIdealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingmoorthysanmukamNoch keine Bewertungen
- Model ZW209: Pressure Reducing ValveDokument4 SeitenModel ZW209: Pressure Reducing ValveHai PhanNoch keine Bewertungen
- Development in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghDokument24 SeitenDevelopment in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghAnonymous Pt7NHkat9Noch keine Bewertungen
- Guide To PavementDokument74 SeitenGuide To PavementCristian GiurgeaNoch keine Bewertungen
- ATLAS OF ISOTHERMAL TRANSFORMATION AND COOLING TRANSFORMATION DIAGRAMS - CompressedDokument430 SeitenATLAS OF ISOTHERMAL TRANSFORMATION AND COOLING TRANSFORMATION DIAGRAMS - CompressedYENIFER PLATA LOPEZNoch keine Bewertungen
- Alluvial Soil Paper PDFDokument12 SeitenAlluvial Soil Paper PDFawanishNoch keine Bewertungen
- 计量泵metering pump PDFDokument43 Seiten计量泵metering pump PDFAnonymous Tj3ApePIrNoch keine Bewertungen
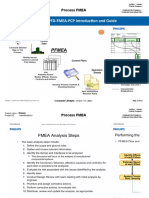
- CSR-05-074-15001 NDI D13 Dark Grey Sol Gel PFD-FMEA-PCP Rev 00Dokument54 SeitenCSR-05-074-15001 NDI D13 Dark Grey Sol Gel PFD-FMEA-PCP Rev 00Wahyu Jumain HayarullahNoch keine Bewertungen
- Burnit Comfort PM PM/BDokument56 SeitenBurnit Comfort PM PM/BAleksandar GuskovNoch keine Bewertungen
- MSDS Dan LainnyaDokument5 SeitenMSDS Dan Lainnyachristian de vano vienijghansNoch keine Bewertungen
- ALUFLEX - English (Uk) - Issued.28.11.2005Dokument3 SeitenALUFLEX - English (Uk) - Issued.28.11.2005wey5316Noch keine Bewertungen
- Porcelain Catalog 2024Dokument66 SeitenPorcelain Catalog 2024roofingasrNoch keine Bewertungen
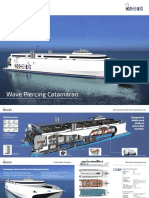
- Incat 120DF Brochure A4Dokument4 SeitenIncat 120DF Brochure A4princeNoch keine Bewertungen
- 1577e SB PDFDokument14 Seiten1577e SB PDFJefatura de Planta Invemet PeruNoch keine Bewertungen
- MRT Medical Devices PDFDokument64 SeitenMRT Medical Devices PDFtecxv100% (1)
- Copper (II) OxideDokument5 SeitenCopper (II) OxideWill Aguilar MamaniNoch keine Bewertungen
- Bill of Quantities: Project: Sewage Treatment Plant (0.90 MLD) Location: Pochampally Consultant: Mep ConsultantDokument7 SeitenBill of Quantities: Project: Sewage Treatment Plant (0.90 MLD) Location: Pochampally Consultant: Mep Consultantsubramanyam kumarNoch keine Bewertungen
- Modular CNC Mini Mill Assy-01Dokument1 SeiteModular CNC Mini Mill Assy-01ModularCNC100% (1)