Das könnte Ihnen auch gefallen
- Gas Tungsten Arc WeldingDokument11 SeitenGas Tungsten Arc WeldingIrshadNoch keine Bewertungen
- Test AceptDokument6 SeitenTest AceptAlvina DayantiNoch keine Bewertungen
- Approvals Management Responsibilities and Setups in AME.B PDFDokument20 SeitenApprovals Management Responsibilities and Setups in AME.B PDFAli LoganNoch keine Bewertungen
- Residual Stress Analysis of Pipeline Girth Weld JointsDokument289 SeitenResidual Stress Analysis of Pipeline Girth Weld JointsGabriel Vazquez Vega100% (1)
- Topic: Grammatical Issues: What Are Parts of Speech?Dokument122 SeitenTopic: Grammatical Issues: What Are Parts of Speech?AK AKASHNoch keine Bewertungen
- Temporarypermanent Pipe Repair - GuidelinesDokument70 SeitenTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- Temporarypermanent Pipe Repair - GuidelinesDokument70 SeitenTemporarypermanent Pipe Repair - Guidelinesqinaip100% (1)
- Comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2Dokument13 SeitenComparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2IAEME PublicationNoch keine Bewertungen
- FEM of Welded JointDokument34 SeitenFEM of Welded JointbysktyvktoNoch keine Bewertungen
- InsulationDokument76 SeitenInsulationDiego Trinidad100% (3)
- Refinery PDFDokument22 SeitenRefinery PDFromulussikalitNoch keine Bewertungen
- Welding Project Report PDFDokument61 SeitenWelding Project Report PDFEzzadin Baban50% (6)
- Eccentric FootingDokument3 SeitenEccentric FootingVarunn VelNoch keine Bewertungen
- Corrosion Prevention at Pipe SupportDokument6 SeitenCorrosion Prevention at Pipe SupportMohamed SamyNoch keine Bewertungen
- Corrosion Protection of Ductile Iron PipeDokument6 SeitenCorrosion Protection of Ductile Iron PipeMohamed SamyNoch keine Bewertungen
- BKR WhitePaper WaterHammerDokument4 SeitenBKR WhitePaper WaterHammerThuc TruongNoch keine Bewertungen
- Guide Inspection Plan For CUIDokument6 SeitenGuide Inspection Plan For CUIMohamed SamyNoch keine Bewertungen
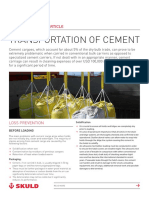
- Transportation of CementDokument13 SeitenTransportation of CementKaustubh Joshi100% (1)
- Score Klasikal Paps 23 Juli 2015 Unit Pengembangan Alat Psikodiagnostika (Upap) Fakultas Psikologi Ugm No Nomor Tes TGL Lahir TotalDokument11 SeitenScore Klasikal Paps 23 Juli 2015 Unit Pengembangan Alat Psikodiagnostika (Upap) Fakultas Psikologi Ugm No Nomor Tes TGL Lahir TotalIwan VitryawanNoch keine Bewertungen
- Lab 4.6.2 Challenge Security ConfigurationDokument4 SeitenLab 4.6.2 Challenge Security ConfigurationConfucius WillsonNoch keine Bewertungen
- Technical Specs GeotextileDokument1 SeiteTechnical Specs GeotextileDipak VaghelaNoch keine Bewertungen
- Kunci Latihan Soal Matematika Dasar Um Undip 2010 PDFDokument6 SeitenKunci Latihan Soal Matematika Dasar Um Undip 2010 PDFMeinita Dian PratiwiNoch keine Bewertungen
- Technology Training That Works Technology Training That WorksDokument30 SeitenTechnology Training That Works Technology Training That Worksmahad100% (1)
- Tutorial Mikrotik KompletDokument284 SeitenTutorial Mikrotik KompletDze AttharizzNoch keine Bewertungen
- Form Pre InterviewDokument2 SeitenForm Pre InterviewcikalmechNoch keine Bewertungen
- Kelompok 4 Proses Transfer 2019Dokument7 SeitenKelompok 4 Proses Transfer 2019Retnaning Setyo RiniNoch keine Bewertungen
- 7206 9292 1 PB PDFDokument11 Seiten7206 9292 1 PB PDFMichael SerraNoch keine Bewertungen
- De Aqui Vas A Sacar El Caso de Estudio de SoldaduraDokument16 SeitenDe Aqui Vas A Sacar El Caso de Estudio de Soldadurakaren villalobo sierraNoch keine Bewertungen
- Research Paper FSWDokument10 SeitenResearch Paper FSWsahith palikaNoch keine Bewertungen
- Coeficiente de Fricción LinealDokument9 SeitenCoeficiente de Fricción LinealTaguis VelascoNoch keine Bewertungen
- 1 Ijmmseaug20181Dokument10 Seiten1 Ijmmseaug20181TJPRC PublicationsNoch keine Bewertungen
- Prediction of Welding Distortions and Residual Stresses in A Pipe - Ange Joint Using The Finite Element TechniqueDokument17 SeitenPrediction of Welding Distortions and Residual Stresses in A Pipe - Ange Joint Using The Finite Element TechniqueRami GhorbelNoch keine Bewertungen
- 7 Meceng-2014-0028 PDFDokument11 Seiten7 Meceng-2014-0028 PDFkandanNoch keine Bewertungen
- 11 2002 BANG SDokument10 Seiten11 2002 BANG SsumoomusNoch keine Bewertungen
- Friction Stir WeldingDokument17 SeitenFriction Stir WeldingklausoshoNoch keine Bewertungen
- Numerical Simulation To Study The Effect of Tack Welds and Root Gap On Welding Deformations and Residual Stresses of A Pipe-Flange JointDokument12 SeitenNumerical Simulation To Study The Effect of Tack Welds and Root Gap On Welding Deformations and Residual Stresses of A Pipe-Flange JointAr PanNoch keine Bewertungen
- Risco Perfuração PenetraçãoDokument13 SeitenRisco Perfuração PenetraçãomariliaNoch keine Bewertungen
- Heat Transfer Analysis During Friction Stir Welding of Al6061-T6 AlloyDokument8 SeitenHeat Transfer Analysis During Friction Stir Welding of Al6061-T6 AlloyfabiskrujaNoch keine Bewertungen
- A Study On Rotary Friction Welding of Titanium AllDokument10 SeitenA Study On Rotary Friction Welding of Titanium AllmadhukarNoch keine Bewertungen
- 1 s2.0 S1359835X05003957 Main PDFDokument14 Seiten1 s2.0 S1359835X05003957 Main PDFabiliovieiraNoch keine Bewertungen
- A Study of The Thermal Behavior in Resistance Spot WeldsDokument9 SeitenA Study of The Thermal Behavior in Resistance Spot WeldsLee Linky LeeNoch keine Bewertungen
- Ijmet: ©iaemeDokument9 SeitenIjmet: ©iaemeIAEME PublicationNoch keine Bewertungen
- Optimizing Tensile Strength of Low-Alloy Steel Joints in Upset WeldingDokument5 SeitenOptimizing Tensile Strength of Low-Alloy Steel Joints in Upset Weldingabraham silva hernandezNoch keine Bewertungen
- Pengaruh Preheat Dan Thermal Kualitas Sambungan Las Allumunium 6061Dokument6 SeitenPengaruh Preheat Dan Thermal Kualitas Sambungan Las Allumunium 6061Edo Putra AgustyraNoch keine Bewertungen
- Preprints201810 0249 v1Dokument34 SeitenPreprints201810 0249 v1kenneth lohNoch keine Bewertungen
- Nik Weld ParameterDokument5 SeitenNik Weld ParameterHarmish BhattNoch keine Bewertungen
- Numerical Simulation and Experimental Research OnDokument11 SeitenNumerical Simulation and Experimental Research OnSiul Otrebla AtelavazNoch keine Bewertungen
- Finite Element Simulation of Hydrostatic Extrusion Process To Produce Thin Bimetallic PartsDokument10 SeitenFinite Element Simulation of Hydrostatic Extrusion Process To Produce Thin Bimetallic Parts李庆森Noch keine Bewertungen
- Numerical Simulation of Tube Manufacturing ConsistDokument15 SeitenNumerical Simulation of Tube Manufacturing Consistmahmoud yarahmadiNoch keine Bewertungen
- Effect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFDokument23 SeitenEffect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFbiancogallazziNoch keine Bewertungen
- Finite Element Model For The Effect of Heat Input & Speed On Residual Stress During WeldingDokument6 SeitenFinite Element Model For The Effect of Heat Input & Speed On Residual Stress During WeldingInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- Amm 24-25 305Dokument6 SeitenAmm 24-25 305Armm IsMeNoch keine Bewertungen
- Welding Research Paper TopicsDokument8 SeitenWelding Research Paper Topicscaqllprhf100% (1)
- Analysis of Tube-To-Tubesheet Welding in Carbon STDokument17 SeitenAnalysis of Tube-To-Tubesheet Welding in Carbon STmohamed fayasNoch keine Bewertungen
- Welding DissertationDokument5 SeitenWelding DissertationCustomWrittenPapersClarksville100% (1)
- Experimental and Analytical Study of Thermally Induced Residual Stresses For Stainless Steel Grade Using Gmaw ProcessDokument6 SeitenExperimental and Analytical Study of Thermally Induced Residual Stresses For Stainless Steel Grade Using Gmaw ProcessPavan KallempudiNoch keine Bewertungen
- 05 AbstractDokument7 Seiten05 AbstractMahender ThotakuriNoch keine Bewertungen
- Materials and Design: Farid Vakili-Tahami, Ali Ziaei-AslDokument9 SeitenMaterials and Design: Farid Vakili-Tahami, Ali Ziaei-AslHaile SolomonNoch keine Bewertungen
- Sadhana PaperDokument16 SeitenSadhana PaperPearl IPNoch keine Bewertungen
- RESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCDokument26 SeitenRESID. STRESS - Experiments and Numerical Simulations of The Annealing Temperature Influence in S700MCGabriel PaesNoch keine Bewertungen
- Materials Science and Engineering ADokument9 SeitenMaterials Science and Engineering AСергей СкргейNoch keine Bewertungen
- Comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFDokument13 SeitenComparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2/comparison of Design and Analysis of Tube Sheet Thickness by Using Uhx Code-2 PDFruponline1Noch keine Bewertungen
- Titipan ZahraDokument7 SeitenTitipan ZahraDikaAfriandiNoch keine Bewertungen
- Journal of Materials Processing Technology: Se-Yun Hwang, Yooil Kim, Jang-Hyun LeeDokument12 SeitenJournal of Materials Processing Technology: Se-Yun Hwang, Yooil Kim, Jang-Hyun LeeGrantHermanNoch keine Bewertungen
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDokument10 SeitenEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenNoch keine Bewertungen
- Friction Stir Welding Material ABSDokument23 SeitenFriction Stir Welding Material ABSBambang KusharjantaNoch keine Bewertungen
- Investigations Into Effect of Weld-Deposition Pattern On ResidualDokument17 SeitenInvestigations Into Effect of Weld-Deposition Pattern On Residualfereidoon marefatNoch keine Bewertungen
- Control of Longitudinal Bending Distortion of Built-Up Beams by High-Frequency Induction HeatingDokument6 SeitenControl of Longitudinal Bending Distortion of Built-Up Beams by High-Frequency Induction Heatinglaz_kNoch keine Bewertungen
- Friction Welding of St-A1 and A1-Cu MaterialsDokument13 SeitenFriction Welding of St-A1 and A1-Cu Materialsarun_prasath_41Noch keine Bewertungen
- Investigation On Hot Stamping Process For Door Beam of Ultra-High Strength SteelDokument9 SeitenInvestigation On Hot Stamping Process For Door Beam of Ultra-High Strength SteelselvinNoch keine Bewertungen
- Materials: Finite Element Analysis and In-Situ Measurement of Out-of-Plane Distortion in Thin Plate TIG WeldingDokument17 SeitenMaterials: Finite Element Analysis and In-Situ Measurement of Out-of-Plane Distortion in Thin Plate TIG WeldingHussain AlsaadyNoch keine Bewertungen
- Research Paper On Ultrasonic WeldingDokument5 SeitenResearch Paper On Ultrasonic Weldingafeawobfi100% (1)
- Selection of Equation of State Models For Process SimulatorsDokument1 SeiteSelection of Equation of State Models For Process SimulatorsmusaveerNoch keine Bewertungen
- Heat Exchanger Inspection PDFDokument23 SeitenHeat Exchanger Inspection PDFInnasi Arokiasamy100% (2)
- Welding MetallurgyDokument34 SeitenWelding MetallurgyPeter PushpanathanNoch keine Bewertungen
- Paper AIM - Attaining Operational ExcellenceDokument5 SeitenPaper AIM - Attaining Operational ExcellenceMohamed SamyNoch keine Bewertungen
- Understandingt He Mechanisms of Hydrate Nucleationa ND InhibitationDokument6 SeitenUnderstandingt He Mechanisms of Hydrate Nucleationa ND InhibitationMohamed SamyNoch keine Bewertungen
- QuickGuide Internal MicrometersDokument2 SeitenQuickGuide Internal MicrometersMohamed SamyNoch keine Bewertungen
- Paper The Safety of Offshore StructuresDokument6 SeitenPaper The Safety of Offshore StructuresMohamed SamyNoch keine Bewertungen
- Corrosion of PipelinesDokument14 SeitenCorrosion of PipelinesMohamed SamyNoch keine Bewertungen
- Firetube FailureDokument1 SeiteFiretube FailureMohamed SamyNoch keine Bewertungen
- Guide BP Riser WrappingDokument8 SeitenGuide BP Riser WrappingMohamed SamyNoch keine Bewertungen
- World Pipelines - Risk Modelling - 2015-06Dokument4 SeitenWorld Pipelines - Risk Modelling - 2015-06Mohamed Samy0% (1)
- Underground Leak Detection MethodsDokument23 SeitenUnderground Leak Detection MethodsiradankeNoch keine Bewertungen
- A Failure Analysis Investigation of Pitting in Type 316L PipingDokument53 SeitenA Failure Analysis Investigation of Pitting in Type 316L PipingMohamed SamyNoch keine Bewertungen
- Carmagen 10 - 04 - Flange Leakage & Piping VibrationDokument5 SeitenCarmagen 10 - 04 - Flange Leakage & Piping VibrationMohamed SamyNoch keine Bewertungen
- World Pipelines - Calculating Pressure - 2015-01Dokument4 SeitenWorld Pipelines - Calculating Pressure - 2015-01Mohamed SamyNoch keine Bewertungen
- Corrosion at Pipe Supports Causes and SolutionsDokument17 SeitenCorrosion at Pipe Supports Causes and SolutionsMohamed SamyNoch keine Bewertungen
- Polymer & Material Selection Guide: Hardness Range Temperature Range Advantages in PerformanceDokument10 SeitenPolymer & Material Selection Guide: Hardness Range Temperature Range Advantages in PerformanceAmmar ElSheikhNoch keine Bewertungen
- Paper Repairing Internal Corrosion Defects in PipelinesDokument26 SeitenPaper Repairing Internal Corrosion Defects in PipelinesMohamed SamyNoch keine Bewertungen
- Article CO2 CorrosionDokument4 SeitenArticle CO2 CorrosionMohamed SamyNoch keine Bewertungen
- Page 2internal Corrosion Mechanisms and MitigationDokument1 SeitePage 2internal Corrosion Mechanisms and MitigationMohamed SamyNoch keine Bewertungen
- Hard DiskDokument9 SeitenHard DiskAmarnath SahNoch keine Bewertungen
- 53 English Work Book XDokument292 Seiten53 English Work Book XArun DhawanNoch keine Bewertungen
- 23 Ray Optics Formula Sheets Getmarks AppDokument10 Seiten23 Ray Optics Formula Sheets Getmarks AppSiddhant KaushikNoch keine Bewertungen
- Calculating Free Energies Using Adaptive Biasing Force MethodDokument14 SeitenCalculating Free Energies Using Adaptive Biasing Force MethodAmin SagarNoch keine Bewertungen
- TIA Guidelines SingaporeDokument24 SeitenTIA Guidelines SingaporeTahmidSaanidNoch keine Bewertungen
- Engineering Management: Class RequirementsDokument30 SeitenEngineering Management: Class RequirementsMigaeaNoch keine Bewertungen
- بتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Dokument5 Seitenبتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Batool MagedNoch keine Bewertungen
- Leveriza Heights SubdivisionDokument4 SeitenLeveriza Heights SubdivisionTabordan AlmaeNoch keine Bewertungen
- TPDokument10 SeitenTPfaisal gaziNoch keine Bewertungen
- OTP User Manual For English) v1,0Dokument15 SeitenOTP User Manual For English) v1,0auyinNoch keine Bewertungen
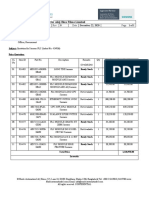
- LC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Dokument2 SeitenLC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Mahadi Hassan ShemulNoch keine Bewertungen
- BDokument28 SeitenBLubaNoch keine Bewertungen
- CL Honours Report NamanDokument11 SeitenCL Honours Report NamanNaman VermaNoch keine Bewertungen
- ME-6501Computer Aided Design (CAD) WITH QB - BY Civildatas - Com 1Dokument85 SeitenME-6501Computer Aided Design (CAD) WITH QB - BY Civildatas - Com 1Nathar ShaNoch keine Bewertungen
- Swelab Alfa Plus User Manual V12Dokument100 SeitenSwelab Alfa Plus User Manual V12ERICKNoch keine Bewertungen
- File RecordsDokument161 SeitenFile RecordsAtharva Thite100% (2)
- FT2020Dokument7 SeitenFT2020Sam SparksNoch keine Bewertungen
- Object Oriented ParadigmDokument2 SeitenObject Oriented ParadigmDickson JohnNoch keine Bewertungen
- AP8 Q4 Ip9 V.02Dokument7 SeitenAP8 Q4 Ip9 V.02nikka suitadoNoch keine Bewertungen
- Cash Flow July 2021Dokument25 SeitenCash Flow July 2021pratima jadhavNoch keine Bewertungen
- Clustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaDokument18 SeitenClustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaAji LaksonoNoch keine Bewertungen
- Engineering Ethics in Practice ShorterDokument79 SeitenEngineering Ethics in Practice ShorterPrashanta NaikNoch keine Bewertungen
- Sensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguDokument4 SeitenSensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguSMA N 1 TOROHNoch keine Bewertungen
- BECED S4 Motivational Techniques PDFDokument11 SeitenBECED S4 Motivational Techniques PDFAmeil OrindayNoch keine Bewertungen
- SievesDokument3 SeitenSievesVann AnthonyNoch keine Bewertungen
- My BaboogDokument1 SeiteMy BaboogMaral Habeshian VieiraNoch keine Bewertungen