Das könnte Ihnen auch gefallen
- Shell Hazardous Area Classification FundamentalsDokument30 SeitenShell Hazardous Area Classification Fundamentalsthekevindesai100% (17)
- Comparison Between 2d and 3d Behaviour of Sheet Piles by Finite Element MethodDokument16 SeitenComparison Between 2d and 3d Behaviour of Sheet Piles by Finite Element MethodtavialimNoch keine Bewertungen
- Duhme - Herrenknecht - Theoretical Basis of Slurry Shield Excavation PDFDokument23 SeitenDuhme - Herrenknecht - Theoretical Basis of Slurry Shield Excavation PDFgianniorlatiNoch keine Bewertungen
- The Performance Prediction of A TBM in Difficult GroundDokument12 SeitenThe Performance Prediction of A TBM in Difficult GroundskenNoch keine Bewertungen
- TBM Vs NATMDokument28 SeitenTBM Vs NATMLekhraj Singh100% (2)
- Numerical Methods and Implementation in Geotechnical Engineering – Part 1Von EverandNumerical Methods and Implementation in Geotechnical Engineering – Part 1Noch keine Bewertungen
- Noise Optimization in Sensor Signal Conditioning Circuit Part IDokument37 SeitenNoise Optimization in Sensor Signal Conditioning Circuit Part Iyzhao148Noch keine Bewertungen
- Heat Transfer - A Basic Approach - OzisikDokument760 SeitenHeat Transfer - A Basic Approach - OzisikMaraParesque91% (33)
- Tunnelling and Deep Excavations: Ground Movements and Their EffectsDokument32 SeitenTunnelling and Deep Excavations: Ground Movements and Their EffectsAnonymous D5s00DdU100% (1)
- Assessment of Ground MovementDokument8 SeitenAssessment of Ground MovementEnri05Noch keine Bewertungen
- Experimental Tests On Tunnel Precast Segmental Lining With Fiber Reinforced ConcreteDokument8 SeitenExperimental Tests On Tunnel Precast Segmental Lining With Fiber Reinforced ConcretemetropodikasNoch keine Bewertungen
- Multi-Mode and Variable Density TBMs Latest Trends in DevelopmentsDokument13 SeitenMulti-Mode and Variable Density TBMs Latest Trends in DevelopmentsAyman SobhyNoch keine Bewertungen
- Achieving Fast EPB Advance in Mixed Ground: A Study of Contributing FactorsDokument13 SeitenAchieving Fast EPB Advance in Mixed Ground: A Study of Contributing Factors117120022Noch keine Bewertungen
- ITA 2005 Soil Conditioning For EPB Machines Balance of Functional and Ecological PropertiesDokument7 SeitenITA 2005 Soil Conditioning For EPB Machines Balance of Functional and Ecological PropertiesAnonymous kBl0u3nNoch keine Bewertungen
- Primary and Secondary Tunnel Lining Design Methodology-2Dokument3 SeitenPrimary and Secondary Tunnel Lining Design Methodology-2grktnc100% (1)
- Theory and Application of Excavation Management System For Slurry TBM in SingaporeDokument18 SeitenTheory and Application of Excavation Management System For Slurry TBM in SingaporeSAMİ ENİS ARIOĞLUNoch keine Bewertungen
- Research Progress On Stability of Slurry Wall TrenDokument20 SeitenResearch Progress On Stability of Slurry Wall TrenNic LeeNoch keine Bewertungen
- Temporary Excavation Support System For A New Railway Bridge and Highway Underpass in Pittsburgh, Pennsylvania by Andrew G. Cushing and Christopher J. LewisDokument8 SeitenTemporary Excavation Support System For A New Railway Bridge and Highway Underpass in Pittsburgh, Pennsylvania by Andrew G. Cushing and Christopher J. LewisAndrew CushingNoch keine Bewertungen
- Contingency Measures During Dwall & Bpile ConstructionDokument3 SeitenContingency Measures During Dwall & Bpile ConstructionAnonymous S7Cq7ZDgPNoch keine Bewertungen
- Water Control: ChairmanDokument23 SeitenWater Control: ChairmanswhuntNoch keine Bewertungen
- Load Reduction and ArchingDokument30 SeitenLoad Reduction and ArchingChristian GreyNoch keine Bewertungen
- Sao Paulo CollapseDokument63 SeitenSao Paulo CollapsepeartmNoch keine Bewertungen
- Soft Ground Tool LifeDokument253 SeitenSoft Ground Tool LifeBob MoncrieffNoch keine Bewertungen
- DSI ALWAG-Systems Pantex Lattice Girders EDokument8 SeitenDSI ALWAG-Systems Pantex Lattice Girders Epramods_8Noch keine Bewertungen
- NATM Course ContentDokument7 SeitenNATM Course ContentRaul PozoNoch keine Bewertungen
- Slope Failure Verification of Buried Steel PipelinesDokument15 SeitenSlope Failure Verification of Buried Steel PipelinesalexrodriguezabcNoch keine Bewertungen
- Metro Construction UpdateDokument12 SeitenMetro Construction UpdateMetro Los AngelesNoch keine Bewertungen
- Shield Tunneling in Pure Sands Merging T-1Dokument12 SeitenShield Tunneling in Pure Sands Merging T-1Bob MoncrieffNoch keine Bewertungen
- TJ 1912 (TBMs For Extremely Tight Radius Curves)Dokument7 SeitenTJ 1912 (TBMs For Extremely Tight Radius Curves)Wys WyswysNoch keine Bewertungen
- Investigation of Collapse of Slurry Trench in Underground Metro ConstructionDokument8 SeitenInvestigation of Collapse of Slurry Trench in Underground Metro ConstructionDEBASIS BARMANNoch keine Bewertungen
- Shield TunnelDokument240 SeitenShield TunnelMarlonNoch keine Bewertungen
- TW Groeneweg - Shield Driven Tunnels in UHSCDokument141 SeitenTW Groeneweg - Shield Driven Tunnels in UHSCSérgio BernardesNoch keine Bewertungen
- Convergence - Confinement MethodDokument0 SeitenConvergence - Confinement MethodNguyễn HòaNoch keine Bewertungen
- Eddie Wong Aecom PDFDokument79 SeitenEddie Wong Aecom PDFAishwarya Kumar100% (1)
- PagesDokument68 SeitenPagesSérgio BernardesNoch keine Bewertungen
- 3D Simulation of Mechanized Tunnel Excavation PDFDokument14 Seiten3D Simulation of Mechanized Tunnel Excavation PDFChin Thau WuiNoch keine Bewertungen
- Use of A Digger Shield For TBM Adverse Ground Conditions - Cobbles - BouldersDokument10 SeitenUse of A Digger Shield For TBM Adverse Ground Conditions - Cobbles - Bouldersdafo407Noch keine Bewertungen
- SRMEG Seminar Tunnel Boring MachinesDokument27 SeitenSRMEG Seminar Tunnel Boring MachinesWr ArNoch keine Bewertungen
- Hard Rock TBM Performance PredictionDokument5 SeitenHard Rock TBM Performance PredictionantoniusnoroNoch keine Bewertungen
- Some Critical Aspects of Subaqueous TunnellingDokument20 SeitenSome Critical Aspects of Subaqueous TunnellingmetropodikasNoch keine Bewertungen
- NAT2000 Advanced Technology of Soil Conditioning in EPB Shield Tunnelling PDFDokument16 SeitenNAT2000 Advanced Technology of Soil Conditioning in EPB Shield Tunnelling PDFAnonymous kBl0u3nNoch keine Bewertungen
- TunnelsDokument25 SeitenTunnelsSreeNoch keine Bewertungen
- SEM NATM Design and ContractingDokument5 SeitenSEM NATM Design and Contractingapi-3714473100% (2)
- WG2 - ITA REPORT DesignSegment PDFDokument60 SeitenWG2 - ITA REPORT DesignSegment PDFTanvirH.ChowdhuryNoch keine Bewertungen
- Ita Report 17 WG14 - 19 BD2 - PDokument32 SeitenIta Report 17 WG14 - 19 BD2 - PAnonymous D5s00DdUNoch keine Bewertungen
- Tunnel Face PressureDokument11 SeitenTunnel Face PressureHarsha Gm100% (2)
- Solutions For Underground ConstructionDokument20 SeitenSolutions For Underground ConstructionMarcos BarbozaNoch keine Bewertungen
- Tunnel Design Guidelines PaperDokument13 SeitenTunnel Design Guidelines PaperskenNoch keine Bewertungen
- 01art and Science in Subsurface EngineeringDokument7 Seiten01art and Science in Subsurface EngineeringJessica VazquezNoch keine Bewertungen
- Evaluating The Required Face Support PressureDokument14 SeitenEvaluating The Required Face Support PressureBob MoncrieffNoch keine Bewertungen
- Design Philosophy of Concrete Linings For Tunnels in Soft SoilsDokument249 SeitenDesign Philosophy of Concrete Linings For Tunnels in Soft SoilsJinChongNoch keine Bewertungen
- Pile Group Settlement Estimation - HG PoulosDokument22 SeitenPile Group Settlement Estimation - HG PoulosmaleshevacNoch keine Bewertungen
- Manual 26 en Fem TunnelDokument36 SeitenManual 26 en Fem TunnelandreashendiNoch keine Bewertungen
- George Massey Crossing Independent Technical Review FINALDokument302 SeitenGeorge Massey Crossing Independent Technical Review FINALThe Vancouver SunNoch keine Bewertungen
- Conventional Tunnelling - 5.draft - 20041004Dokument98 SeitenConventional Tunnelling - 5.draft - 20041004Aishwarya KumarNoch keine Bewertungen
- Structural Analysis 1: Statically Determinate StructuresVon EverandStructural Analysis 1: Statically Determinate StructuresNoch keine Bewertungen
- Handbook of Railroad Construction; For the use of American engineersVon EverandHandbook of Railroad Construction; For the use of American engineersNoch keine Bewertungen
- Joint Design Requirements For Advanced TBM-tunnelling: D2 Consult, Linz D2 Consult, LinzDokument8 SeitenJoint Design Requirements For Advanced TBM-tunnelling: D2 Consult, Linz D2 Consult, LinzHarold TaylorNoch keine Bewertungen
- Grouting Around Power Tunnel Lining: Ranjeev Sawhney, Amit SrivastavaDokument12 SeitenGrouting Around Power Tunnel Lining: Ranjeev Sawhney, Amit Srivastavablisscutest beagleNoch keine Bewertungen
- Module 10: Improvement of Rock Mass Responses: 10.4 Underground Supports Steel Arch Support and Steel Ribs & LaggingsDokument12 SeitenModule 10: Improvement of Rock Mass Responses: 10.4 Underground Supports Steel Arch Support and Steel Ribs & Laggingsmed AmineNoch keine Bewertungen
- Description of Document: (Previous Section Title, Number and Date) 31 32 23 Pressure Grouting Soil Stabilization (10-06M)Dokument4 SeitenDescription of Document: (Previous Section Title, Number and Date) 31 32 23 Pressure Grouting Soil Stabilization (10-06M)Luca BrandiNoch keine Bewertungen
- Robotic Machine For High-Quality Shotcreting Process: Figure 1 Sika®-Putzmeister PM-407Dokument8 SeitenRobotic Machine For High-Quality Shotcreting Process: Figure 1 Sika®-Putzmeister PM-407Luca BrandiNoch keine Bewertungen
- MAT 172 Notes 03apr2018Dokument21 SeitenMAT 172 Notes 03apr2018Luca BrandiNoch keine Bewertungen
- Griddle 1.0 64-Bit - Itasca Consulting GroupDokument2 SeitenGriddle 1.0 64-Bit - Itasca Consulting GroupLuca BrandiNoch keine Bewertungen
- Code - Aster: How To Dig A Tunnel: Methodology of ExcavationDokument26 SeitenCode - Aster: How To Dig A Tunnel: Methodology of ExcavationLuca BrandiNoch keine Bewertungen
- Flac InterfaceDokument34 SeitenFlac InterfaceLuca Brandi100% (1)
- Pages From (Adam Bezuijen, Haike Van Lottum) Tunnelling-3Dokument12 SeitenPages From (Adam Bezuijen, Haike Van Lottum) Tunnelling-3Luca BrandiNoch keine Bewertungen
- CT-Bolt, M20 - 2014-04 - en - SmallDokument1 SeiteCT-Bolt, M20 - 2014-04 - en - SmallLuca BrandiNoch keine Bewertungen
- CT-Bolt, M22 - 2014-03 - en - SmallDokument1 SeiteCT-Bolt, M22 - 2014-03 - en - SmallLuca BrandiNoch keine Bewertungen
- ArcGIS Toolbar Manual V8iDokument9 SeitenArcGIS Toolbar Manual V8iLuca BrandiNoch keine Bewertungen
- Data Import Formats PDFDokument2 SeitenData Import Formats PDFLuca BrandiNoch keine Bewertungen
- CT-Bolt, M20 - 2014-04 - en - SmallDokument1 SeiteCT-Bolt, M20 - 2014-04 - en - SmallLuca BrandiNoch keine Bewertungen
- Draft Indian Standard Quantitative Classification System of Rock MassDokument17 SeitenDraft Indian Standard Quantitative Classification System of Rock MassLuca BrandiNoch keine Bewertungen
- Development and Application of A Flexible Combined Support System For Tunnel Rehabilitation - DSI UndergroundDokument2 SeitenDevelopment and Application of A Flexible Combined Support System For Tunnel Rehabilitation - DSI UndergroundLuca BrandiNoch keine Bewertungen
- Hoek-Brown Parameters For Predicting The Depth of Brittle Failure Around TunnelsDokument16 SeitenHoek-Brown Parameters For Predicting The Depth of Brittle Failure Around TunnelsLuca BrandiNoch keine Bewertungen
- Data Import FormatsDokument2 SeitenData Import FormatsLuca BrandiNoch keine Bewertungen
- Liberty Tunnel Rehabilitation Project Pennsylvania Department of TransportationDokument1 SeiteLiberty Tunnel Rehabilitation Project Pennsylvania Department of TransportationLuca BrandiNoch keine Bewertungen
- Trial Manufacture of A Fluid-Type Static Induction TransistorDokument4 SeitenTrial Manufacture of A Fluid-Type Static Induction TransistorStanley ClermontNoch keine Bewertungen
- DT NotesDokument117 SeitenDT NotestessNoch keine Bewertungen
- GWSSB Vendor List 19.11.2013Dokument18 SeitenGWSSB Vendor List 19.11.2013sivesh_rathiNoch keine Bewertungen
- Diesel Generator Set QSL9 Series Engine: Power GenerationDokument4 SeitenDiesel Generator Set QSL9 Series Engine: Power Generationsdasd100% (1)
- HARGA REFERENSI B2S PapuaDokument6 SeitenHARGA REFERENSI B2S PapuaAbiyoga AdhityaNoch keine Bewertungen
- Nuevo CvuDokument1 SeiteNuevo CvuJesús GonzálezNoch keine Bewertungen
- Cif Purge Plug Systems en 3Dokument3 SeitenCif Purge Plug Systems en 3abdeljalil elbadrNoch keine Bewertungen
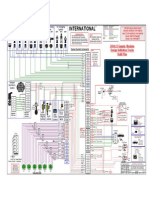
- Esquema Elétrico NGD 9.3Dokument2 SeitenEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BDokument15 SeitenAin Tsila Development Main EPC Contract A-CNT-CON-000-00282 Subcontract N°: JI-2045/07-002BAslaouiNoch keine Bewertungen
- Genius Publication CatalogueDokument16 SeitenGenius Publication CatalogueRaheel KhanNoch keine Bewertungen
- Transmicion de CF 500, CF 600 PDFDokument337 SeitenTransmicion de CF 500, CF 600 PDFgusspeSNoch keine Bewertungen
- A Sample of Wet Soil Has A Volume of 0Dokument8 SeitenA Sample of Wet Soil Has A Volume of 0eph0% (1)
- Woson 23 Litre B Class Touch AutoclaveDokument2 SeitenWoson 23 Litre B Class Touch AutoclaveBashar MohammadNoch keine Bewertungen
- IBM System Storage DS8000 - A QuickDokument10 SeitenIBM System Storage DS8000 - A Quickmuruggan_aNoch keine Bewertungen
- GT User Manual Revision 1.10Dokument66 SeitenGT User Manual Revision 1.10Pham LongNoch keine Bewertungen
- 06-901 Keyed Input SwitchesDokument4 Seiten06-901 Keyed Input Switchesmajed al.madhajiNoch keine Bewertungen
- Iec60092-350 (Ed2 0) enDokument7 SeitenIec60092-350 (Ed2 0) enAzad RahmanNoch keine Bewertungen
- AB-522 Standard Pneumatic Test Procedure RequirementsDokument16 SeitenAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNoch keine Bewertungen
- Methods of Tube Expansion in Tube To TubDokument19 SeitenMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- BM 81004 MuvDokument52 SeitenBM 81004 MuvHamza Abbasi AbbasiNoch keine Bewertungen
- 1 Xpower Safirus Owners Manual enDokument8 Seiten1 Xpower Safirus Owners Manual enMarianela MasyRubiNoch keine Bewertungen
- Ibr CalculationsDokument9 SeitenIbr Calculationsaroonchelikani67% (3)
- Alloys DensityDokument4 SeitenAlloys DensityArnold Melissa CollettNoch keine Bewertungen
- UH-60A Blackhawk Eng. Simulation Program, Vol. 1, Math ModelDokument361 SeitenUH-60A Blackhawk Eng. Simulation Program, Vol. 1, Math Modelmanitheaerialfighter100% (1)
- Web 2.0: Dynamic Web PagesDokument12 SeitenWeb 2.0: Dynamic Web PagesAra PantaleonNoch keine Bewertungen
- Fluid Mechanics Seventh Edition by Frank M. WhiteDokument1 SeiteFluid Mechanics Seventh Edition by Frank M. WhiteDarKaiserNoch keine Bewertungen
- EM230 BR BM3 Fitting InstructionsDokument2 SeitenEM230 BR BM3 Fitting InstructionsRoman BabaevNoch keine Bewertungen