Das könnte Ihnen auch gefallen
- M © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815Dokument3 SeitenM © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815James LindonNoch keine Bewertungen
- US2128620 - Bending MachineDokument5 SeitenUS2128620 - Bending MachinedevheadbotNoch keine Bewertungen
- Us2765819 PDFDokument8 SeitenUs2765819 PDFAzri LunduNoch keine Bewertungen
- Us1955360 PDFDokument8 SeitenUs1955360 PDFRodrigoPomaNoch keine Bewertungen
- Cheshire: Composing Room Machine Filed June 1927 3 Sheets-SheetDokument7 SeitenCheshire: Composing Room Machine Filed June 1927 3 Sheets-SheetmephitNoch keine Bewertungen
- Us1223254 PDFDokument7 SeitenUs1223254 PDFRodrigoPomaNoch keine Bewertungen
- WWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANDokument6 SeitenWWW VMQ, I07: Feb. 12, 1963 v. C. BOWMANRodrigoPomaNoch keine Bewertungen
- Hwa M: March 16, 1911 - J, T. Del'Vecchm 3,570,129Dokument8 SeitenHwa M: March 16, 1911 - J, T. Del'Vecchm 3,570,129diordesasNoch keine Bewertungen
- Braiding MachineDokument7 SeitenBraiding Machinejojaberi100% (1)
- Adjustable Handles for Riding or Walking Behind Lawn MowerDokument4 SeitenAdjustable Handles for Riding or Walking Behind Lawn Mowerraseks1Noch keine Bewertungen
- Data Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateDokument3 SeitenData Originating From Sources Other Than The EPO May Not Be Accurate, Complete, or Up To DateJaymar ManualNoch keine Bewertungen
- Coco Inven PDFDokument4 SeitenCoco Inven PDFsushil-funNoch keine Bewertungen
- April 25, 1933. J. 5. Finlay Et Al: Filed Feb 25, 1932Dokument8 SeitenApril 25, 1933. J. 5. Finlay Et Al: Filed Feb 25, 1932jojaberiNoch keine Bewertungen
- Scriber for Drawing Circles on Annular ObjectsDokument3 SeitenScriber for Drawing Circles on Annular ObjectsTechnical Staff/IPR Coordinator Wenceslao GavinaNoch keine Bewertungen
- Jurnal Bubut FixsafasfasfDokument6 SeitenJurnal Bubut FixsafasfasfAdiBimaSanjaya100% (1)
- Anti-Aircraft Fire Control Device (1937)Dokument10 SeitenAnti-Aircraft Fire Control Device (1937)CAP History LibraryNoch keine Bewertungen
- Nov. 22, 1932. W. D. Lpps. 1888,353Dokument12 SeitenNov. 22, 1932. W. D. Lpps. 1888,353AGUAVIVANJNoch keine Bewertungen
- Title - Wood Chipper Disc and Knife MountingDokument5 SeitenTitle - Wood Chipper Disc and Knife Mountingمحمد عبدالدايمNoch keine Bewertungen
- Hypoid Gear Cutting Machine PatentDokument9 SeitenHypoid Gear Cutting Machine PatentHano LourensNoch keine Bewertungen
- Rig-E???': Gill!Dokument6 SeitenRig-E???': Gill!luiscremaschiNoch keine Bewertungen
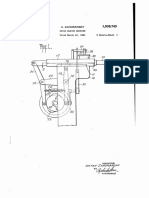
- A. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .Dokument4 SeitenA. Zahoransky 1,936,743: Filed March 2, 1931 2. Sheets-Sheet .AGUAVIVANJNoch keine Bewertungen
- United States Patent (191: Gray (45) Date of Patent: Mar. 25, 1986Dokument3 SeitenUnited States Patent (191: Gray (45) Date of Patent: Mar. 25, 1986wahaha06Noch keine Bewertungen
- Concrete Pipe Machine Feeding DeviceDokument6 SeitenConcrete Pipe Machine Feeding Deviceadrianomc25Noch keine Bewertungen
- Berthier Us1446635Dokument12 SeitenBerthier Us1446635cll19680% (1)
- European Patent Application: 22.06.2011 Bulletin 2011/25 A01D 45/02Dokument13 SeitenEuropean Patent Application: 22.06.2011 Bulletin 2011/25 A01D 45/02Lenti TiborNoch keine Bewertungen
- H. J. Smith: Potato Cutting Machine 28 Filed 00Dokument3 SeitenH. J. Smith: Potato Cutting Machine 28 Filed 00RodrigoPomaNoch keine Bewertungen
- J.B. HALE'S 1920 BRAIDING MACHINE CARRIERDokument5 SeitenJ.B. HALE'S 1920 BRAIDING MACHINE CARRIERsebastian escobarNoch keine Bewertungen
- 1,385,855, Patented July 26, 1921.: E, BalodDokument3 Seiten1,385,855, Patented July 26, 1921.: E, BalodChoo Wei shengNoch keine Bewertungen
- US3173686 (Coin-Op Kiddie Ride)Dokument8 SeitenUS3173686 (Coin-Op Kiddie Ride)ENoch keine Bewertungen
- June 24, 1969 R, Manterhelq 3,451,532: Med March 28, 1967 ', Sheet I OfaDokument5 SeitenJune 24, 1969 R, Manterhelq 3,451,532: Med March 28, 1967 ', Sheet I OfabakkaNoch keine Bewertungen
- Nov. 25, v1941. J, R, Mcmahon Eral 2,264,048: Apparatus For Applying Protective Coatings T0 SuspendedDokument7 SeitenNov. 25, v1941. J, R, Mcmahon Eral 2,264,048: Apparatus For Applying Protective Coatings T0 SuspendedRodrigoPomaNoch keine Bewertungen
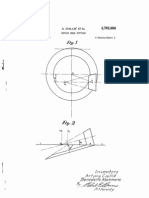
- "A1.h.. May,: June 4, 1929. A. B. Kerr 1,715,929Dokument7 Seiten"A1.h.. May,: June 4, 1929. A. B. Kerr 1,715,929Guillermo Avila RiveraNoch keine Bewertungen
- Lifting and transferring apparatus patent from 1945Dokument6 SeitenLifting and transferring apparatus patent from 1945varun mNoch keine Bewertungen
- L'il Wu" MM: Jan. 30, 1951 R, E - Ljungkull 2,539,545Dokument12 SeitenL'il Wu" MM: Jan. 30, 1951 R, E - Ljungkull 2,539,545lfilippiniNoch keine Bewertungen
- US1685447Dokument5 SeitenUS1685447Redirecting DecoyNoch keine Bewertungen
- June 23, 1925.: F . I: ZacherDokument3 SeitenJune 23, 1925.: F . I: ZachershamsNoch keine Bewertungen
- United States Patent (191 1111 Patent Number: 4,991,386: Dirksen (45) Date of Patent: Feb. 12, 1991Dokument6 SeitenUnited States Patent (191 1111 Patent Number: 4,991,386: Dirksen (45) Date of Patent: Feb. 12, 1991James LindonNoch keine Bewertungen
- Bag cutting mechanism for adjustable bag lengthDokument3 SeitenBag cutting mechanism for adjustable bag lengthJhonnatan E Avendaño Florez100% (1)
- United States Patent (19) : Filed: July 27, 1976 57Dokument3 SeitenUnited States Patent (19) : Filed: July 27, 1976 57Alexandre Magno Bernardo FontouraNoch keine Bewertungen
- Arts5.: in RunDokument4 SeitenArts5.: in RunMuzammil AmirNoch keine Bewertungen
- Fig. Ib: Oct.8,1968 M - ,. - A. - KER - 3,404,545Dokument6 SeitenFig. Ib: Oct.8,1968 M - ,. - A. - KER - 3,404,545Thiru MuruganNoch keine Bewertungen
- Continue: Automated Portable Hammering Machine PDFDokument2 SeitenContinue: Automated Portable Hammering Machine PDFMuthu M.ANoch keine Bewertungen
- Apron MechanismDokument7 SeitenApron Mechanismgopalpaul0% (2)
- US2228469Dokument4 SeitenUS2228469George AcostaNoch keine Bewertungen
- Nov. 27, 1962 S. Karpchuk 3,065,638: Cradle For Balancing MachineDokument5 SeitenNov. 27, 1962 S. Karpchuk 3,065,638: Cradle For Balancing MachineHemant KuralkarNoch keine Bewertungen
- Us 4407085Dokument5 SeitenUs 4407085rte678Noch keine Bewertungen
- Another Corn Dog Machine PatentDokument14 SeitenAnother Corn Dog Machine PatentMinnesota Public RadioNoch keine Bewertungen
- Military Searchlight Truck (1937)Dokument8 SeitenMilitary Searchlight Truck (1937)CAP History LibraryNoch keine Bewertungen
- April 2, 1968.: Filed Sept 26, 1966Dokument7 SeitenApril 2, 1968.: Filed Sept 26, 1966Pedja Bekic100% (1)
- Limited States Patent: LngramDokument7 SeitenLimited States Patent: LngramJin SongNoch keine Bewertungen
- Bottle Filler and Capper Unit: June 24, 1930. G. E. Strandt 1,766,962Dokument8 SeitenBottle Filler and Capper Unit: June 24, 1930. G. E. Strandt 1,766,962Luis Enrique Barreto GarciaNoch keine Bewertungen
- @341 A É'Wqkammm: Filed July 28-, 1944Dokument3 Seiten@341 A É'Wqkammm: Filed July 28-, 1944devheadbotNoch keine Bewertungen
- 3/ Z7 VZMZM/ZZ : V. Holek 2,216,412Dokument3 Seiten3/ Z7 VZMZM/ZZ : V. Holek 2,216,412wererNoch keine Bewertungen
- Apl'il 7, 1959 W. Settele ' v2,880,518Dokument4 SeitenApl'il 7, 1959 W. Settele ' v2,880,518राजकुमार यादवNoch keine Bewertungen
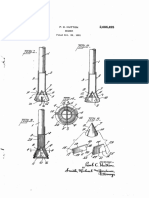
- Filed Oct. 22, 1951: P. C. HuttonDokument5 SeitenFiled Oct. 22, 1951: P. C. HuttonGalo YambayNoch keine Bewertungen
- Jan. 4, L 1966 T. W. Spack 3,227,148Dokument6 SeitenJan. 4, L 1966 T. W. Spack 3,227,148MainAvelNoch keine Bewertungen
- US shrimp-deheading machine patentDokument6 SeitenUS shrimp-deheading machine patentPham LoiNoch keine Bewertungen
- Tree Climbing Motor Patent from 1903Dokument4 SeitenTree Climbing Motor Patent from 1903monem2014Noch keine Bewertungen
- Howe MacHine Co. v. National Needle Co., 134 U.S. 388 (1890)Dokument8 SeitenHowe MacHine Co. v. National Needle Co., 134 U.S. 388 (1890)Scribd Government DocsNoch keine Bewertungen
- Paper-Cutting Machines: A Primer of Information about Paper and Card Trimmers, Hand-Lever Cutters, Power Cutters and Other Automatic Machines for Cutting PaperVon EverandPaper-Cutting Machines: A Primer of Information about Paper and Card Trimmers, Hand-Lever Cutters, Power Cutters and Other Automatic Machines for Cutting PaperNoch keine Bewertungen
- Details of Our IPO - 9Dokument13 SeitenDetails of Our IPO - 9Azri LunduNoch keine Bewertungen
- Daily Activity Statement: Mohammad Azam Bin MustapaDokument5 SeitenDaily Activity Statement: Mohammad Azam Bin MustapaAzri LunduNoch keine Bewertungen
- Tuju Setia: MalaysiaDokument10 SeitenTuju Setia: MalaysiaAzri Lundu100% (1)
- Set 2 ENGLISH Questions Answers 010808Dokument12 SeitenSet 2 ENGLISH Questions Answers 010808Azri LunduNoch keine Bewertungen
- IPO Performance For New Listings As at 09/11/2021: Stock CodeDokument2 SeitenIPO Performance For New Listings As at 09/11/2021: Stock CodeAzri LunduNoch keine Bewertungen
- Coraza FullDokument292 SeitenCoraza FullAzri LunduNoch keine Bewertungen
- Cekd FullDokument331 SeitenCekd FullAzri LunduNoch keine Bewertungen
- Prestasi IPO 2019-2021 UpdatedDokument1 SeitePrestasi IPO 2019-2021 UpdatedAzri LunduNoch keine Bewertungen
- Us2425543 PDFDokument10 SeitenUs2425543 PDFAzri LunduNoch keine Bewertungen
- Regulated UTS Industry and Key PlayersDokument11 SeitenRegulated UTS Industry and Key PlayersAzri LunduNoch keine Bewertungen
- Set 5 ENGLISH Questions & Answers 180309: Answer ADokument9 SeitenSet 5 ENGLISH Questions & Answers 180309: Answer AAzri LunduNoch keine Bewertungen
- Us1998499 PDFDokument5 SeitenUs1998499 PDFAzri LunduNoch keine Bewertungen
- Set 3 Questions & Answers 010808: Answer CDokument10 SeitenSet 3 Questions & Answers 010808: Answer CAzri LunduNoch keine Bewertungen
- Set 1 Questions & AnswersDokument15 SeitenSet 1 Questions & AnswersJon Loh Soon WengNoch keine Bewertungen
- Us1893957 PDFDokument12 SeitenUs1893957 PDFAzri LunduNoch keine Bewertungen
- Energy Management Centre Kerala - Energy Audit Manual - UnlockedDokument147 SeitenEnergy Management Centre Kerala - Energy Audit Manual - UnlockedAzri LunduNoch keine Bewertungen
- Energy Loss in PipesDokument8 SeitenEnergy Loss in Pipeskelechi2475% (8)
- Us1363238 PDFDokument10 SeitenUs1363238 PDFAzri LunduNoch keine Bewertungen
- CombinedDokument85 SeitenCombinedAzri LunduNoch keine Bewertungen
- Axial Fan ReportDokument4 SeitenAxial Fan ReportAzri LunduNoch keine Bewertungen
- What Is ASRSDokument7 SeitenWhat Is ASRSAzri Lundu0% (1)
- Labwork 7b (Student)Dokument4 SeitenLabwork 7b (Student)Azri LunduNoch keine Bewertungen
- Us1798926 PDFDokument11 SeitenUs1798926 PDFAzri LunduNoch keine Bewertungen
- Geneva Cam MechanismDokument58 SeitenGeneva Cam MechanismAzri Lundu0% (1)
- Labwork 3 (Student)Dokument5 SeitenLabwork 3 (Student)Azri LunduNoch keine Bewertungen
- Assignment 1 (Hardness Test)Dokument14 SeitenAssignment 1 (Hardness Test)Azri LunduNoch keine Bewertungen
- NotesDokument7 SeitenNotesAzri LunduNoch keine Bewertungen
- List of ModulesDokument7 SeitenList of ModulesAzri LunduNoch keine Bewertungen
- ZPA PogonDokument57 SeitenZPA PogonMacakafkaNoch keine Bewertungen
- PC LPT To Half-Pitch Mini-CentronicsDokument4 SeitenPC LPT To Half-Pitch Mini-CentronicsnorbertonorbertoNoch keine Bewertungen
- FA87Dokument5 SeitenFA87IFLYNoch keine Bewertungen
- Alarmlist-0510-11 2Dokument132 SeitenAlarmlist-0510-11 2Valeriy DomashenkoNoch keine Bewertungen
- IC Forklift X Series 4.0-Mini 5.0TDokument6 SeitenIC Forklift X Series 4.0-Mini 5.0TNKG1001Noch keine Bewertungen
- US AutoSeal II 100 (EN) 2009 12Dokument54 SeitenUS AutoSeal II 100 (EN) 2009 12tafhim rashidNoch keine Bewertungen
- Van Ambulance Specification: Engine & TransmissionDokument1 SeiteVan Ambulance Specification: Engine & TransmissionWilfredo Gabata SinoyNoch keine Bewertungen
- Instruction Manual: Operates With ISO9001 Certified Quality SystemDokument13 SeitenInstruction Manual: Operates With ISO9001 Certified Quality SystemdomagojNoch keine Bewertungen
- Affordable High-End AudioDokument120 SeitenAffordable High-End Audiozambila100% (2)
- 2010 Peugeot 508 508 SW Brochure NL NovemberDokument12 Seiten2010 Peugeot 508 508 SW Brochure NL NovemberFelipe FragosoNoch keine Bewertungen
- Book Parts E-WE 1204-55 INGDokument138 SeitenBook Parts E-WE 1204-55 INGricardo assaf marchetiNoch keine Bewertungen
- CAT Hand Tools CatalogDokument354 SeitenCAT Hand Tools CatalogArul Speleo100% (13)
- SEAL 600 ManualDokument32 SeitenSEAL 600 ManualChrister NormarkNoch keine Bewertungen
- Term Paper On Embedded SystemDokument11 SeitenTerm Paper On Embedded Systemsupreetsingh1960% (1)
- Illuminated Emergency Balloon SignalDokument4 SeitenIlluminated Emergency Balloon Signaldavid19775891Noch keine Bewertungen
- Database-Mm2100 Company Name ListDokument15 SeitenDatabase-Mm2100 Company Name ListRina RachmanNoch keine Bewertungen
- TLK38 ManualDokument12 SeitenTLK38 ManualArtur DomańskiNoch keine Bewertungen
- EDDYFI LYFT Specifications Sheet 01Dokument4 SeitenEDDYFI LYFT Specifications Sheet 01Josue RuizNoch keine Bewertungen
- Scrubber Maint Tips: Daily Weekly Monthly CareDokument1 SeiteScrubber Maint Tips: Daily Weekly Monthly CareImags GamiNoch keine Bewertungen
- MHH BOH Katalog (Na Anglijskom) .1093012585Dokument2 SeitenMHH BOH Katalog (Na Anglijskom) .1093012585kethe77Noch keine Bewertungen
- Manual Sivacon 8ps Planning With Sivacon 8ps en-GBDokument296 SeitenManual Sivacon 8ps Planning With Sivacon 8ps en-GBAbez Five100% (1)
- 03 Ts 51Dokument4 Seiten03 Ts 51giovanni ampueroNoch keine Bewertungen
- JB & Field Wiring, Schematics CombineDokument81 SeitenJB & Field Wiring, Schematics CombineCezarinaNoch keine Bewertungen
- IC A200 BrochureDokument2 SeitenIC A200 BrochureelsaaddyNoch keine Bewertungen
- 890-399 GSM Manual Rev2.1-1Dokument24 Seiten890-399 GSM Manual Rev2.1-1SandroNoch keine Bewertungen
- MAK4462 Machine - Tools Lecture - Notes 3Dokument126 SeitenMAK4462 Machine - Tools Lecture - Notes 3muhammet çalımNoch keine Bewertungen
- Electronic Devices - Circuits Lab ManualDokument77 SeitenElectronic Devices - Circuits Lab ManualpdnkiranNoch keine Bewertungen
- Microchip MCP6006 6R 6U 7 9 Data Sheet 20006411BDokument46 SeitenMicrochip MCP6006 6R 6U 7 9 Data Sheet 20006411BMiguel BaixauliNoch keine Bewertungen
- Maintenance-Free Valve Regulated Lead-Acid BatteriesDokument4 SeitenMaintenance-Free Valve Regulated Lead-Acid BatteriesJayson EnrileNoch keine Bewertungen
- 7PA23511 Datasheet enDokument2 Seiten7PA23511 Datasheet enJorge Morgado EscobarNoch keine Bewertungen