Das könnte Ihnen auch gefallen
- Is 513 - 1994 - r2003 - Cold Rolled Low Carbon Steel SheetsDokument11 SeitenIs 513 - 1994 - r2003 - Cold Rolled Low Carbon Steel SheetsRam Niwas100% (3)
- Is 1977Dokument11 SeitenIs 1977rahulmechdceNoch keine Bewertungen
- Is 2062 - 1999Dokument10 SeitenIs 2062 - 1999itsdilip100% (3)
- Is 2062Dokument13 SeitenIs 2062Sourav Hait57% (7)
- Is 513 PDFDokument13 SeitenIs 513 PDFManeesh Bangale100% (5)
- 226Dokument16 Seiten226Abhijeet Vardhe100% (5)
- 226 PDFDokument16 Seiten226 PDFDwijendra60% (10)
- 513-Part 1-2016Dokument17 Seiten513-Part 1-2016Shaheen MaveNoch keine Bewertungen
- Stainless Steel Welded Pipes and Tubes For General Services - SpecificationDokument26 SeitenStainless Steel Welded Pipes and Tubes For General Services - Specificationocsspectro100% (1)
- BS 115 - Rev 1 (STUD) Guidelines For Composite GirdersDokument25 SeitenBS 115 - Rev 1 (STUD) Guidelines For Composite Girderserharsingh83% (6)
- Is - 816Dokument30 SeitenIs - 816mmkatta100% (1)
- Is 1852 PDFDokument10 SeitenIs 1852 PDFSIVANoch keine Bewertungen
- Is.10748.2004 0 PDFDokument13 SeitenIs.10748.2004 0 PDFPinku100% (3)
- IRSM 39-2001 With Amendment 2016Dokument39 SeitenIRSM 39-2001 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- Is 1161Dokument9 SeitenIs 1161Nawid Ahmed Khan100% (2)
- Grey Iron Castings Specification: Indian StandardDokument12 SeitenGrey Iron Castings Specification: Indian StandardS Karthi100% (3)
- 737Dokument20 Seiten737Kaushik SenguptaNoch keine Bewertungen
- Stainless Steel Seamless Pipes and Tubes For General Services - SpecificationDokument26 SeitenStainless Steel Seamless Pipes and Tubes For General Services - Specificationocsspectro100% (1)
- SAIL CatalogueDokument37 SeitenSAIL Cataloguekoushikdey_20110% (1)
- Is - 1367-Part03Dokument20 SeitenIs - 1367-Part03pdf5a100% (5)
- IS 1079 Hot Rolled Carbon Steel SheetsDokument12 SeitenIS 1079 Hot Rolled Carbon Steel Sheetssdmel75% (8)
- Irs Welded Bridge CodeDokument32 SeitenIrs Welded Bridge Codeamawauce67% (3)
- Is - 9595Dokument55 SeitenIs - 9595sanjeet_sengar100% (3)
- BS 128 - Load Testing of Steel Girder Bridges PDFDokument9 SeitenBS 128 - Load Testing of Steel Girder Bridges PDFSAURAV SRIVASTAVANoch keine Bewertungen
- IRSM-46-13 With Amendment 2016Dokument29 SeitenIRSM-46-13 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- Is 1852 PDFDokument26 SeitenIs 1852 PDFMuthu GaneshNoch keine Bewertungen
- Is 4218 3 1999Dokument20 SeitenIs 4218 3 1999yraju88100% (1)
- Indian Standard: Copper Plate, Sheet and Strip For Industrial ?urposes - SpecificationDokument7 SeitenIndian Standard: Copper Plate, Sheet and Strip For Industrial ?urposes - SpecificationMurugan PalanisamyNoch keine Bewertungen
- A307 PDFDokument5 SeitenA307 PDFxaviereduardoNoch keine Bewertungen
- IS Standard 8329 - DI Pipes K 9Dokument26 SeitenIS Standard 8329 - DI Pipes K 9Pradeep Kanwar89% (18)
- Is 1367Dokument28 SeitenIs 1367VIJAYAKUMAR TNoch keine Bewertungen
- Is 16162Dokument11 SeitenIs 16162Parthasarathi Paul100% (1)
- 1367 - Part 3Dokument31 Seiten1367 - Part 3sandipNoch keine Bewertungen
- Astm A690Dokument2 SeitenAstm A690Genesis Lissette Loyola Ortiz100% (1)
- Is.7887.1992-Mild Steel Wire Rods PDFDokument11 SeitenIs.7887.1992-Mild Steel Wire Rods PDFashish19851Noch keine Bewertungen
- IS 1786 2008 - TMT BarDokument22 SeitenIS 1786 2008 - TMT Barananda_beloshe75Noch keine Bewertungen
- Is-4826 Hot Dipped Galvanized CoatingsDokument11 SeitenIs-4826 Hot Dipped Galvanized CoatingspankajnbiNoch keine Bewertungen
- How To Read STD IS 2062 (2011)Dokument17 SeitenHow To Read STD IS 2062 (2011)AkshayNoch keine Bewertungen
- I.S - 2062-2021Dokument13 SeitenI.S - 2062-2021Gajendrasingh RajputNoch keine Bewertungen
- Is 210 PDFDokument12 SeitenIs 210 PDFmaheshkbandari100% (4)
- DWC ElecConduit Is 16205 P24 2018Dokument11 SeitenDWC ElecConduit Is 16205 P24 2018Vamsi Manoj60% (5)
- Structural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Dokument16 SeitenStructural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Achuthan Kannankutty100% (2)
- 1977Dokument11 Seiten1977Vineet Krishan67% (3)
- Is 2830 1992Dokument9 SeitenIs 2830 1992Sunny SaparNoch keine Bewertungen
- 2062Dokument17 Seiten2062hswed91100% (1)
- 7Ltwmkm - M: !V7T&TmDokument13 Seiten7Ltwmkm - M: !V7T&TmAshutosh RawatNoch keine Bewertungen
- IS:2062Dokument13 SeitenIS:2062Rv VaghasiaNoch keine Bewertungen
- 59a. IS - 2041 - 2009Dokument9 Seiten59a. IS - 2041 - 2009hhr2412Noch keine Bewertungen
- Is 2004Dokument7 SeitenIs 2004raghav248Noch keine Bewertungen
- Is 5522 1992Dokument6 SeitenIs 5522 1992psewagNoch keine Bewertungen
- Is 1079 - 2009Dokument10 SeitenIs 1079 - 2009Shradha SinghaniaNoch keine Bewertungen
- Is2062 E350Dokument12 SeitenIs2062 E350Sowmen ChakrobortyNoch keine Bewertungen
- 1285Dokument11 Seiten1285Kaushik SenguptaNoch keine Bewertungen
- Is 2004Dokument7 SeitenIs 2004shanrama100% (1)
- Is 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsDokument9 SeitenIs 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsabhibmaneNoch keine Bewertungen
- Is 1079 2009Dokument9 SeitenIs 1079 2009renjisrsNoch keine Bewertungen
- Is 5986-2011Dokument14 SeitenIs 5986-2011oneakshay100% (1)
- 4454 1 PDFDokument12 Seiten4454 1 PDFJessica Harrington0% (1)
- Is 2707Dokument6 SeitenIs 2707RSP1234Noch keine Bewertungen
- Is 3930Dokument19 SeitenIs 3930IPSITNoch keine Bewertungen
- Thanamalvila Hospital Layout1Dokument1 SeiteThanamalvila Hospital Layout1buildings departmentNoch keine Bewertungen
- Hydraulic Fitting Thread Chart - Hydraulics DirectDokument23 SeitenHydraulic Fitting Thread Chart - Hydraulics Directbass305Noch keine Bewertungen
- Bill of QuantitiesDokument14 SeitenBill of QuantitiesJun Harry ImNoch keine Bewertungen
- Guides Extra QuantityDokument42 SeitenGuides Extra Quantitysurjeetsandhuria4481Noch keine Bewertungen
- Injection MouldinDokument32 SeitenInjection MouldinKarthick KarthickNoch keine Bewertungen
- Epoxy Lamination SpecificationsDokument14 SeitenEpoxy Lamination SpecificationsArjed Ali ShaikhNoch keine Bewertungen
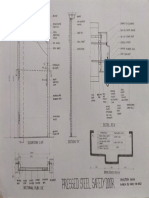
- Pressed Steel Safety DoorDokument1 SeitePressed Steel Safety DoorAshutosh SinghNoch keine Bewertungen
- Stainless Steel WikiDokument11 SeitenStainless Steel WikiMansanth BoseNoch keine Bewertungen
- Steel and Synthetic Fibers in Tunnels and Mines - 110509Dokument74 SeitenSteel and Synthetic Fibers in Tunnels and Mines - 110509Tanja Aleksic100% (1)
- Sae Ams 5796D 2000 (En) PDFDokument6 SeitenSae Ams 5796D 2000 (En) PDFWilliam LooNoch keine Bewertungen
- Al Jafer GROUND FLOOR DRAINAGE SYSTEM (AS&US)Dokument1 SeiteAl Jafer GROUND FLOOR DRAINAGE SYSTEM (AS&US)atefNoch keine Bewertungen
- Omexco Allure Wallpaper Ga - EN Hanging InstructionsDokument1 SeiteOmexco Allure Wallpaper Ga - EN Hanging InstructionsSocary BedorNoch keine Bewertungen
- Roof TestDokument7 SeitenRoof TestJoel BeyerNoch keine Bewertungen
- Screw ConveyorsDokument16 SeitenScrew Conveyorsazeez bashaNoch keine Bewertungen
- BTM Unit 4 QuizDokument4 SeitenBTM Unit 4 QuizHarish sangleNoch keine Bewertungen
- 84 Tank Ss Distilled Water StorageDokument1 Seite84 Tank Ss Distilled Water Storagezulfadli zainalNoch keine Bewertungen
- Whiting Hinged Truss II: Dry Freight Roll-Up DoorDokument1 SeiteWhiting Hinged Truss II: Dry Freight Roll-Up DoorDesign RCFNoch keine Bewertungen
- C. Pressure On Silo Walls Due To Stored Material: Primary Load 109: Seismic Load Along +Z Direction (+ezDokument1 SeiteC. Pressure On Silo Walls Due To Stored Material: Primary Load 109: Seismic Load Along +Z Direction (+ezdantevariasNoch keine Bewertungen
- SCI C Vitaulic Snap-Let Outlet Snap 11.04Dokument2 SeitenSCI C Vitaulic Snap-Let Outlet Snap 11.04jplutodNoch keine Bewertungen
- Nobel 2022 - CabinetDokument10 SeitenNobel 2022 - CabinetLynn ChiaNoch keine Bewertungen
- R-Midrise To Highrise PlumbingDokument63 SeitenR-Midrise To Highrise Plumbingma. rothsheld may bulacanNoch keine Bewertungen
- Technical Instruction Manual: Meva Formset MfsDokument20 SeitenTechnical Instruction Manual: Meva Formset MfspablopelaNoch keine Bewertungen
- Hexadrain Brickslot OverviewDokument2 SeitenHexadrain Brickslot Overviewloren4_rengifo3044Noch keine Bewertungen
- 12-SAMSS-024 Manhole CoversDokument16 Seiten12-SAMSS-024 Manhole CoversseetharamannNoch keine Bewertungen
- 11102021MHK Comp Spe Ep Cor 0350 (Eng)Dokument53 Seiten11102021MHK Comp Spe Ep Cor 0350 (Eng)ari onoNoch keine Bewertungen
- Silo Data SheetDokument4 SeitenSilo Data SheetZoran Danilov100% (1)
- Norma Connect DCSDokument24 SeitenNorma Connect DCSAndy LuthorNoch keine Bewertungen
- Project On Powder Dispensing System of Sand 3d PrintingDokument101 SeitenProject On Powder Dispensing System of Sand 3d PrintingSameer MandaogadeNoch keine Bewertungen
- Materials As Per IRCDokument7 SeitenMaterials As Per IRCAyyanna HabalNoch keine Bewertungen
- Furring For Gypsum Board CeilingsDokument4 SeitenFurring For Gypsum Board Ceilingsjack.simpson.changNoch keine Bewertungen