Das könnte Ihnen auch gefallen
- Admin TQMDokument28 SeitenAdmin TQMManuel Sanchez QuispeNoch keine Bewertungen
- Handout Tps-LeanDokument92 SeitenHandout Tps-LeanmanuelNoch keine Bewertungen
- Admin TQMDokument28 SeitenAdmin TQMManuel Sanchez QuispeNoch keine Bewertungen
- Admin TQMDokument28 SeitenAdmin TQMManuel Sanchez QuispeNoch keine Bewertungen
- Intro To ABB Robotic 1 - ConceptDokument11 SeitenIntro To ABB Robotic 1 - ConceptagungNoch keine Bewertungen
- Intro To ABB Robotic 2 - Basic OpDokument11 SeitenIntro To ABB Robotic 2 - Basic Opagung100% (1)
- ABB Robotics Operational, Programming, and Maintenance TrainingDokument264 SeitenABB Robotics Operational, Programming, and Maintenance TrainingagungNoch keine Bewertungen
- Application Manual: Arc and Arc SensorDokument230 SeitenApplication Manual: Arc and Arc SensoragungNoch keine Bewertungen
- Spot Welding ParametersDokument4 SeitenSpot Welding ParametersagungNoch keine Bewertungen
- 3HAC043435 enDokument316 Seiten3HAC043435 enagungNoch keine Bewertungen
- Basic TPS HandbookDokument33 SeitenBasic TPS HandbookSumith KobewattaNoch keine Bewertungen
- Centerline Catalog V7Dokument76 SeitenCenterline Catalog V7agungNoch keine Bewertungen
- Centerline Catalog V7Dokument76 SeitenCenterline Catalog V7agungNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Topic 1:: Induction Motor TestsDokument8 SeitenTopic 1:: Induction Motor TestsRabeea AhmadNoch keine Bewertungen
- 42mrr 5000Dokument9 Seiten42mrr 5000soayNoch keine Bewertungen
- Bu1508dx PDFDokument3 SeitenBu1508dx PDFAlexis GonzálezNoch keine Bewertungen
- Datasheet Amphenol - PowerLink - Solar - Cable - enDokument1 SeiteDatasheet Amphenol - PowerLink - Solar - Cable - enLeonardo CoelhoNoch keine Bewertungen
- Single Door Access Controller User ManualDokument5 SeitenSingle Door Access Controller User ManualKYALO PAULNoch keine Bewertungen
- Physical Handout NotesDokument121 SeitenPhysical Handout NotesJimmy MachariaNoch keine Bewertungen
- Brosur Produk Samoto SMT PowerDokument2 SeitenBrosur Produk Samoto SMT PowerpurchasingNoch keine Bewertungen
- Tender Excel To PDFDokument21 SeitenTender Excel To PDFMuhamad Rizki Putra GhifariNoch keine Bewertungen
- Introduction To Solid State Relays and The Advantages and DisadvantagesDokument3 SeitenIntroduction To Solid State Relays and The Advantages and DisadvantagesKen Dela CernaNoch keine Bewertungen
- Lesson Plan in TLE II - Semi DetailedDokument3 SeitenLesson Plan in TLE II - Semi DetailedOking Enofna71% (7)
- The Ua741 Operational AmplifierDokument25 SeitenThe Ua741 Operational AmplifierHari DimoshiNoch keine Bewertungen
- Literature Review of Automatic Night LampDokument5 SeitenLiterature Review of Automatic Night Lampafmzvadopepwrb100% (1)
- Meanwell Catalog - Industrial - May-17 From Manav Automation - Meanwell Power Supply DealerDokument112 SeitenMeanwell Catalog - Industrial - May-17 From Manav Automation - Meanwell Power Supply DealermanavaniNoch keine Bewertungen
- Arb 700Dokument2 SeitenArb 700yu3zaNoch keine Bewertungen
- Vendor Document Epc CPF Phase 2Dokument9 SeitenVendor Document Epc CPF Phase 2Mohammed AbdallaNoch keine Bewertungen
- Surge Arrester TypeDokument4 SeitenSurge Arrester Typefahri adrianNoch keine Bewertungen
- Voltage Regulator: Analog ElectronicsDokument46 SeitenVoltage Regulator: Analog ElectronicsAkshat SinghNoch keine Bewertungen
- IEEE Presentation PV Case StudiesDokument17 SeitenIEEE Presentation PV Case StudiesPio AriasNoch keine Bewertungen
- Capacitance Multiplier Power Supply PDFDokument9 SeitenCapacitance Multiplier Power Supply PDFMubeen Ahmed KhanNoch keine Bewertungen
- Ballast Factor and Lamp-Ballast System EfficacyDokument2 SeitenBallast Factor and Lamp-Ballast System EfficacyAlba Ca ZapadaNoch keine Bewertungen
- EE-260 Electrical Machines Course OutlineDokument5 SeitenEE-260 Electrical Machines Course OutlinehamzaNoch keine Bewertungen
- Sensor 872CDokument6 SeitenSensor 872Cgrincheu70Noch keine Bewertungen
- QO312L125G: Product Data SheetDokument2 SeitenQO312L125G: Product Data SheetMiguel Bartolo CruzNoch keine Bewertungen
- Amplified Batteryless Telephone System: VSP 12 WayDokument20 SeitenAmplified Batteryless Telephone System: VSP 12 Wayvu minh tienNoch keine Bewertungen
- Precision Voltage References: LT 6657 LT6658Dokument2 SeitenPrecision Voltage References: LT 6657 LT6658Jonatan Saavedra AguirreNoch keine Bewertungen
- Vishay Siliconix: Features ApplicationsDokument4 SeitenVishay Siliconix: Features ApplicationsJuan CarlosNoch keine Bewertungen
- FG-NET Operation-Installation-Manual UK v3.1.4 201609Dokument95 SeitenFG-NET Operation-Installation-Manual UK v3.1.4 201609Goutham ShanNoch keine Bewertungen
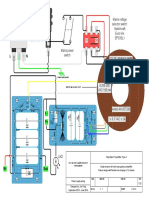
- 4.1. - Power Supply - Layout & WiringDokument1 Seite4.1. - Power Supply - Layout & WiringDimce BusinoskiNoch keine Bewertungen
- LM555 Timer CircuitsDokument71 SeitenLM555 Timer CircuitsEric RoeNoch keine Bewertungen
- SandbanksDokument9 SeitenSandbanksVic ToguinzNoch keine Bewertungen