Das könnte Ihnen auch gefallen
- Forum Fluid End Pump PartsDokument18 SeitenForum Fluid End Pump PartsriskvisionNoch keine Bewertungen
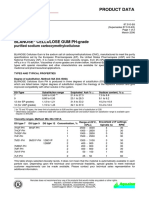
- Specifications CMC CarboxymethylcelluloseDokument2 SeitenSpecifications CMC CarboxymethylcelluloseJesus Chucho Bruzual100% (1)
- Casting of Cobalt Chromium AlloysDokument31 SeitenCasting of Cobalt Chromium AlloysYesha Shah100% (2)
- Shaffer ShpericalDokument11 SeitenShaffer Shpericaljeinerdt100% (1)
- Soldering electronic circuits: Beginner's guideVon EverandSoldering electronic circuits: Beginner's guideBewertung: 4.5 von 5 Sternen4.5/5 (9)
- Fish Cage ConstructionDokument39 SeitenFish Cage ConstructionRenato Gavan100% (1)
- PEER Seals CatalogDokument64 SeitenPEER Seals CatalogRodatecnia Javier100% (1)
- JFDD Assignment No - 04Dokument7 SeitenJFDD Assignment No - 04LowEnd GamerNoch keine Bewertungen
- SKF Self-Aligning Bearings and The Pulp & Paper IndustryDokument10 SeitenSKF Self-Aligning Bearings and The Pulp & Paper IndustryAlejandro SmilovicNoch keine Bewertungen
- Ball Valve TJ (21 Sep 16)Dokument24 SeitenBall Valve TJ (21 Sep 16)TeukuJoharNoch keine Bewertungen
- Van Bư M Tay DN250-500Dokument8 SeitenVan Bư M Tay DN250-500Minh nhut LưuNoch keine Bewertungen
- Kangen Water ComparisonDokument18 SeitenKangen Water Comparisonusakangenwater100% (1)
- A Beginners Guide To Progressive Cavity PumpsDokument4 SeitenA Beginners Guide To Progressive Cavity PumpsGaurav SinghNoch keine Bewertungen
- Pfaudler Din Be Reactors 1Dokument42 SeitenPfaudler Din Be Reactors 1Nancy GarciaNoch keine Bewertungen
- Sbi117 10 PDFDokument1.255 SeitenSbi117 10 PDFCaseCalNoch keine Bewertungen
- API Flange Bolting Torque ChartDokument8 SeitenAPI Flange Bolting Torque ChartCristian Alfredo OyarzunNoch keine Bewertungen
- 720 Pipette Puller ManualDokument22 Seiten720 Pipette Puller ManualPaulo CamargoNoch keine Bewertungen
- Rex Plating Machines Plating TanksDokument7 SeitenRex Plating Machines Plating TanksTanveer AliNoch keine Bewertungen
- Injection MouldingDokument20 SeitenInjection MouldingSumanta Das100% (1)
- Mobil-Iocaengrsmomobilith SHC PMDokument3 SeitenMobil-Iocaengrsmomobilith SHC PM황철Noch keine Bewertungen
- Babbitt Information For PouringDokument8 SeitenBabbitt Information For PouringmarciofelipessantosNoch keine Bewertungen
- Technical Manual 2010Dokument17 SeitenTechnical Manual 2010avabhyankar9393Noch keine Bewertungen
- Rotary Seal GuideDokument22 SeitenRotary Seal Guideallrounder_mannNoch keine Bewertungen
- Bi-Metal Valves? Composite Valves? Specialty Coatings? Choosing The Best Valve For Your Next Diesel Engine RebuildDokument3 SeitenBi-Metal Valves? Composite Valves? Specialty Coatings? Choosing The Best Valve For Your Next Diesel Engine RebuildDannyNoch keine Bewertungen
- Type 285: Non-Contacting Sealol Metal Bellows SealDokument6 SeitenType 285: Non-Contacting Sealol Metal Bellows SealVictor Flores ResendizNoch keine Bewertungen
- Mud Pump Solutions Brochure 2015Dokument16 SeitenMud Pump Solutions Brochure 2015Sasan AbbasiNoch keine Bewertungen
- Webinar 5 - Q&A ReportDokument11 SeitenWebinar 5 - Q&A ReportrrprasathNoch keine Bewertungen
- Plastic MouldingDokument22 SeitenPlastic Moulding4064 Harshitha RampellyNoch keine Bewertungen
- Crucibles Catalogue 01Dokument12 SeitenCrucibles Catalogue 01nfcastingsNoch keine Bewertungen
- IVI Valve Manifolds CatalogueDokument24 SeitenIVI Valve Manifolds CatalogueGanesh ZambreNoch keine Bewertungen
- Catálogo e Los Cilindros Neumaticos PARKERDokument124 SeitenCatálogo e Los Cilindros Neumaticos PARKERmaurozuriNoch keine Bewertungen
- Data Sheet 7.04 Issue C: Test & Drain Valve Fig. 801Dokument2 SeitenData Sheet 7.04 Issue C: Test & Drain Valve Fig. 801Le DucNoch keine Bewertungen
- Bolt-Gfs Tank CatlogueDokument13 SeitenBolt-Gfs Tank CatlogueSALES IQWATERNoch keine Bewertungen
- Bulb FlatDokument12 SeitenBulb FlatMahdiNoch keine Bewertungen
- DONIT IG Brosura NOVO PDFDokument36 SeitenDONIT IG Brosura NOVO PDFMohamed RizkNoch keine Bewertungen
- CPT Us BrochureDokument4 SeitenCPT Us BrochureSIMON S. FLORES G.Noch keine Bewertungen
- AGS Gaskets TrainingDokument31 SeitenAGS Gaskets TrainingMee WinNoch keine Bewertungen
- Drill Bit1Dokument6 SeitenDrill Bit1Durvesh GalvankarNoch keine Bewertungen
- Product Training: DW - Rotary Lobe PumpDokument48 SeitenProduct Training: DW - Rotary Lobe PumpMantavya ShrimaliNoch keine Bewertungen
- 2014 Ico Ure Guard TLDokument3 Seiten2014 Ico Ure Guard TLSantiago MonteroNoch keine Bewertungen
- Metal Seated Ball ValveDokument24 SeitenMetal Seated Ball Valvehiep nguyenNoch keine Bewertungen
- InvestingDokument20 SeitenInvestingMohammed HassanNoch keine Bewertungen
- Definisi Dan Jenis ScrewDokument10 SeitenDefinisi Dan Jenis ScrewMadarizc Veryxc100% (1)
- Dental Investments and Refractory MaterialsDokument40 SeitenDental Investments and Refractory MaterialsSusovan GiriNoch keine Bewertungen
- Carboguard 504 PDSDokument4 SeitenCarboguard 504 PDSNicholas ColesNoch keine Bewertungen
- 8 PDFDokument9 Seiten8 PDFnshsharma7475Noch keine Bewertungen
- Volvo Service Supplies HandbookDokument10 SeitenVolvo Service Supplies HandbookYahdi AzzuhryNoch keine Bewertungen
- Beverage ContainersDokument14 SeitenBeverage Containersadilneu0% (1)
- Castrol Spheerol EPLDokument2 SeitenCastrol Spheerol EPLDiego GalvanNoch keine Bewertungen
- Glas MeshDokument83 SeitenGlas MeshmartinandreiNoch keine Bewertungen
- Rotating Disc ValvesDokument4 SeitenRotating Disc ValvesSergeyNoch keine Bewertungen
- Casting Lab 1 ReportDokument8 SeitenCasting Lab 1 Reportapi-253426167100% (1)
- Polyseal Ps Sealant (H.E)Dokument3 SeitenPolyseal Ps Sealant (H.E)Buddhika EdirisooriyaNoch keine Bewertungen
- Typical Processing Conditions For Dupont Engineering PolymerDokument21 SeitenTypical Processing Conditions For Dupont Engineering PolymerSami ThirunavukkarasuNoch keine Bewertungen
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesVon EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNoch keine Bewertungen
- Laboratory Manual of Glass-BlowingVon EverandLaboratory Manual of Glass-BlowingBewertung: 5 von 5 Sternen5/5 (1)
- Comparing Production Boats in Order to Get What You NeedVon EverandComparing Production Boats in Order to Get What You NeedNoch keine Bewertungen
- Gum CMC MsdsDokument6 SeitenGum CMC MsdsJesus Chucho BruzualNoch keine Bewertungen
- Carbinol FunctionalDokument6 SeitenCarbinol FunctionalJesus Chucho BruzualNoch keine Bewertungen
- Dubuit Auxilary MachinesDokument6 SeitenDubuit Auxilary MachinesJesus Chucho BruzualNoch keine Bewertungen
- Example How To Write A ProposalDokument9 SeitenExample How To Write A ProposalSpoorthi PoojariNoch keine Bewertungen
- Canada Wide Action Plan EPRDokument50 SeitenCanada Wide Action Plan EPRJesus Chucho BruzualNoch keine Bewertungen
- Roundslings RS 1HP June 2013 RevBDokument29 SeitenRoundslings RS 1HP June 2013 RevBSebastian ZarzyckiNoch keine Bewertungen
- Mooring Load Analysis ASCE 1998Dokument10 SeitenMooring Load Analysis ASCE 1998Peyman MznNoch keine Bewertungen
- 3m IATD CatalogueDokument25 Seiten3m IATD Catalogueapi-3725857100% (2)
- 9 tribologyofGO-UHWMPEDokument10 Seiten9 tribologyofGO-UHWMPEA P BNoch keine Bewertungen
- Lankhorst RopesDokument48 SeitenLankhorst RopesRanga Swami ReddyNoch keine Bewertungen
- PROJECT2018 FullReportDokument94 SeitenPROJECT2018 FullReportTEAM LUASKARTNoch keine Bewertungen
- 2020 A Hybrid, Soft Exoskeleton Glove Equipped With A TelescopicDokument7 Seiten2020 A Hybrid, Soft Exoskeleton Glove Equipped With A TelescopicANSHUMAAN P BHAGATNoch keine Bewertungen
- CCC Brochure NewDokument20 SeitenCCC Brochure NewHassan AberdazeNoch keine Bewertungen
- IRC 83 Part III (DRAFT) CODE-FINALDokument55 SeitenIRC 83 Part III (DRAFT) CODE-FINALNaveen MahavarNoch keine Bewertungen
- Recent Trends in Ballistic ProtectionDokument12 SeitenRecent Trends in Ballistic ProtectionLokesh KabdalNoch keine Bewertungen
- Medical Device Standards and Implant StandardsDokument13 SeitenMedical Device Standards and Implant StandardsAnil Kumar50% (4)
- Safewell Catalogue - 12th EditionDokument124 SeitenSafewell Catalogue - 12th Editionmanglaaayush841Noch keine Bewertungen
- X-SSLIDE Seals Standard Dimensions CatalogueDokument65 SeitenX-SSLIDE Seals Standard Dimensions CatalogueNeeraj SharmaNoch keine Bewertungen
- (2019) Soft Body Armour Development by Silica Particle Based Shear Thickening Fluid Coated P-Aramid FabricsDokument5 Seiten(2019) Soft Body Armour Development by Silica Particle Based Shear Thickening Fluid Coated P-Aramid FabricsJufri ArdiNoch keine Bewertungen
- D 04 Orthopaedic FixationsDokument29 SeitenD 04 Orthopaedic FixationsironNoch keine Bewertungen
- LdpeDokument1 SeiteLdpeArdy WiyogoNoch keine Bewertungen
- Guide To 3D PrintingDokument6 SeitenGuide To 3D PrintingKomsa Csongor És AndreaNoch keine Bewertungen
- Vanne Batardeau ORBINOXDokument17 SeitenVanne Batardeau ORBINOXtafisco5505Noch keine Bewertungen
- Of Composite Materials: Theodore J. ReinhartDokument13 SeitenOf Composite Materials: Theodore J. Reinhartsupriyo1970Noch keine Bewertungen
- Bridon Offshore ExplorationDokument44 SeitenBridon Offshore ExplorationAthox QhurienNoch keine Bewertungen
- BM - Euromed - Catalogo - Cadera-ES - CopiaSmall PDFDokument32 SeitenBM - Euromed - Catalogo - Cadera-ES - CopiaSmall PDFLUCIA SOLISNoch keine Bewertungen
- Hydraulic Hoses V2Dokument96 SeitenHydraulic Hoses V2Taufiq WibawaNoch keine Bewertungen
- LP125 PSS Product Specification Sheet Dyneema HB26Dokument1 SeiteLP125 PSS Product Specification Sheet Dyneema HB26Hilal Kemal SnylmzNoch keine Bewertungen
- Polietileno UHMWDokument38 SeitenPolietileno UHMWAna QuintanaNoch keine Bewertungen
- F648 1889433-1Dokument8 SeitenF648 1889433-1Kandido AcaNoch keine Bewertungen
- Nayan Pundhir: ContactDokument2 SeitenNayan Pundhir: Contactbigboys cusat bNoch keine Bewertungen
- Defence TextilesDokument28 SeitenDefence TextilesAzl10471% (7)
- Aramid (Kevler) Fibers - An Overview - Textile LearnerDokument8 SeitenAramid (Kevler) Fibers - An Overview - Textile LearnerRAFIAHAMMEDNoch keine Bewertungen
- Augustijn DUTCH SPACE NELS - VECTRANDokument6 SeitenAugustijn DUTCH SPACE NELS - VECTRANgoooga299Noch keine Bewertungen