Das könnte Ihnen auch gefallen
- CODi Key Cable LockDokument2 SeitenCODi Key Cable LockKen ComeyNoch keine Bewertungen
- Adi Mact m100016Dokument4 SeitenAdi Mact m100016Ken ComeyNoch keine Bewertungen
- United States Environmental Protection Agency Regions: 1595 Wynkoop Street DENVER, CO 80202-1129 Phone 800-227-8917Dokument4 SeitenUnited States Environmental Protection Agency Regions: 1595 Wynkoop Street DENVER, CO 80202-1129 Phone 800-227-8917Ken ComeyNoch keine Bewertungen
- r5 054389 ExxonMobilDokument22 Seitenr5 054389 ExxonMobilKen ComeyNoch keine Bewertungen
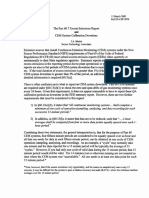
- NSPS CEM System Calibration Downtime Excess Emission ReportDokument2 SeitenNSPS CEM System Calibration Downtime Excess Emission ReportKen ComeyNoch keine Bewertungen
- 2011-08-16 Hydrar Degassing Drum Offgas AMPDokument10 Seiten2011-08-16 Hydrar Degassing Drum Offgas AMPKen ComeyNoch keine Bewertungen
- 1993-03-30 EPA - Alternative Methods Approval Process PDFDokument14 Seiten1993-03-30 EPA - Alternative Methods Approval Process PDFKen ComeyNoch keine Bewertungen
- 1986-07-01 EPA-450-3-86-008 PB87-137709 Summary of Public Comments and Responses - Method 5B and 5F PDFDokument26 Seiten1986-07-01 EPA-450-3-86-008 PB87-137709 Summary of Public Comments and Responses - Method 5B and 5F PDFKen ComeyNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Chemistry STPM Sem 3 MSAB Pre-Trial QuestionDokument6 SeitenChemistry STPM Sem 3 MSAB Pre-Trial QuestionKenneth Chan43% (7)
- NTSE-Stage II (SAT) 2014 With SolutionsDokument25 SeitenNTSE-Stage II (SAT) 2014 With SolutionsSocialscience4u.blogspot.com0% (1)
- MSCCH06Dokument404 SeitenMSCCH06Swapnil KumarNoch keine Bewertungen
- Chemistery P3 MergedDokument161 SeitenChemistery P3 MergedMoh MohyNoch keine Bewertungen
- CHE 321 - CH5 - Fatty AlcoholDokument27 SeitenCHE 321 - CH5 - Fatty AlcoholnorazifahNoch keine Bewertungen
- Turton 1+2-b4Dokument23 SeitenTurton 1+2-b4Martha Rocio Rojas InfanteNoch keine Bewertungen
- 04 Chemistry Words IeltsDokument2 Seiten04 Chemistry Words IeltsAhmad AlShahrourNoch keine Bewertungen
- AWS ClassificationDokument4 SeitenAWS ClassificationBarita JonBos SilalahiNoch keine Bewertungen
- Pak McqsDokument540 SeitenPak McqsReki BalochNoch keine Bewertungen
- Fuels and CombustionDokument63 SeitenFuels and CombustionKenneth DilancoNoch keine Bewertungen
- Bio 110 - Ch2Dokument30 SeitenBio 110 - Ch2محسن الشاطريNoch keine Bewertungen
- Platina ElektrolizaDokument27 SeitenPlatina ElektrolizaGmmmm123Noch keine Bewertungen
- Atoms Elements and CompoundsDokument27 SeitenAtoms Elements and CompoundsPasta SempaNoch keine Bewertungen
- Interpretación Cuantitativa de Las Características Químicas de Los Sistemas HidrotermalesDokument13 SeitenInterpretación Cuantitativa de Las Características Químicas de Los Sistemas HidrotermalesLuz María MontesNoch keine Bewertungen
- Chemistry Midterm Practice TestDokument24 SeitenChemistry Midterm Practice TestClara BetancourNoch keine Bewertungen
- 0620 m15 QP 32Dokument12 Seiten0620 m15 QP 32Jean LeeNoch keine Bewertungen
- Oxidation and Reduction Reactions in Organic ChemistryDokument9 SeitenOxidation and Reduction Reactions in Organic ChemistryTarun Lfc Gerrard100% (1)
- Electrochemical Methodsof Real Surface Area Determinationof Noble Metal Electrodesan OverviewDokument28 SeitenElectrochemical Methodsof Real Surface Area Determinationof Noble Metal Electrodesan OverviewJBertrandNoch keine Bewertungen
- Corrosion and Material Selection For Geothermal SystemsDokument5 SeitenCorrosion and Material Selection For Geothermal SystemsJaya DiNoch keine Bewertungen
- (Special Publication) S.D. Jackson, J.S.J. Hargreaves, D. Lennon-Catalysis in Application_ [Proceedings of the International Symposium on Applied Catalysis to Be Held at the University of Glasgow on 1Dokument332 Seiten(Special Publication) S.D. Jackson, J.S.J. Hargreaves, D. Lennon-Catalysis in Application_ [Proceedings of the International Symposium on Applied Catalysis to Be Held at the University of Glasgow on 1Abdi Nemera EmanaNoch keine Bewertungen
- PTC 11th ReportDokument87 SeitenPTC 11th ReportNevin ThompsonNoch keine Bewertungen
- Hydrogen in 1 Shot - Class Notes - JEEDokument22 SeitenHydrogen in 1 Shot - Class Notes - JEESaurabh KumarNoch keine Bewertungen
- CompositeMaterials PHD Summary-2007Dokument31 SeitenCompositeMaterials PHD Summary-2007Ege menNoch keine Bewertungen
- Aluminum Powder Metallurgy ProcessingDokument161 SeitenAluminum Powder Metallurgy ProcessingMustafa Levent SipahiNoch keine Bewertungen
- 15TH Group ElementsDokument8 Seiten15TH Group ElementsredoxreactionsNoch keine Bewertungen
- Lecture 28 PDFDokument10 SeitenLecture 28 PDFS K MishraNoch keine Bewertungen
- Combustion of FuelDokument16 SeitenCombustion of FuelRizuanul Arefin EmonNoch keine Bewertungen
- Hydrogen EnergyDokument396 SeitenHydrogen EnergyGerardo Cisneros Romero100% (1)
- Liquid Hydrogen: A Review On Liquefaction, Storage, Transportation, and SafetyDokument30 SeitenLiquid Hydrogen: A Review On Liquefaction, Storage, Transportation, and SafetyVăn BảoNoch keine Bewertungen
- Elements Compounds and AtomsDokument20 SeitenElements Compounds and AtomsKari Kristine Hoskins Barrera0% (1)