Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
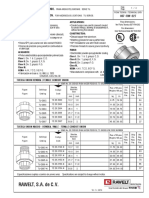
- Union Universal RAWELTDokument4 SeitenUnion Universal RAWELTLuisDonairesNoch keine Bewertungen
- Teacher'S Materials Physical and Chemical ChangeDokument3 SeitenTeacher'S Materials Physical and Chemical ChangeLeamor Antolin Sarmiento-SerranoNoch keine Bewertungen
- Commercial Roof Systems: We Shape Our Buildings Thereafter They Shape Us. - Winston ChurchillDokument14 SeitenCommercial Roof Systems: We Shape Our Buildings Thereafter They Shape Us. - Winston ChurchillPatrickNoch keine Bewertungen
- Quotation - Bgca-2016 - 4729 Charbon Image Garments Limited - Woven BottomDokument5 SeitenQuotation - Bgca-2016 - 4729 Charbon Image Garments Limited - Woven BottomFerdous Khan RubelNoch keine Bewertungen
- Percent Composition Penny LabDokument2 SeitenPercent Composition Penny Labd0cum3nt123Noch keine Bewertungen
- About Welding Process 23Dokument1 SeiteAbout Welding Process 23XerexNoch keine Bewertungen
- MMF & Texturing - UpdateDokument26 SeitenMMF & Texturing - UpdateChamal JayasingheNoch keine Bewertungen
- Steel Slag Webinar 1Dokument25 SeitenSteel Slag Webinar 1Manoj Kumar SinghNoch keine Bewertungen
- Engineered Wood ProductsDokument14 SeitenEngineered Wood ProductsHufik100% (1)
- Durostone PCB Solder eDokument6 SeitenDurostone PCB Solder eaisyahhamidNoch keine Bewertungen
- European Steel and Alloy Grades: X6Crmonb17-1 (1.4526)Dokument2 SeitenEuropean Steel and Alloy Grades: X6Crmonb17-1 (1.4526)farshid KarpasandNoch keine Bewertungen
- Zeroth ReviewDokument5 SeitenZeroth ReviewThamimul AnsariNoch keine Bewertungen
- Tuffkote: Epigard Epoxy Finish Lustrotherm HT 400 Silicone Aluminium PaintDokument2 SeitenTuffkote: Epigard Epoxy Finish Lustrotherm HT 400 Silicone Aluminium PaintSHATABDI- DELNoch keine Bewertungen
- Metal Od TroskaDokument16 SeitenMetal Od TroskabamboNoch keine Bewertungen
- Engineering Materials: Lecturer: Muhammad SulaimanDokument20 SeitenEngineering Materials: Lecturer: Muhammad SulaimanAli UsmanNoch keine Bewertungen
- MasterSeal HLM 5000RDokument45 SeitenMasterSeal HLM 5000RKhin Sandi KoNoch keine Bewertungen
- Consumer Chapter 2Dokument41 SeitenConsumer Chapter 2MULUKEN TILAHUNNoch keine Bewertungen
- Solubility: Physical PharmacyDokument14 SeitenSolubility: Physical Pharmacyيوسف نوري عبدالله لايذNoch keine Bewertungen
- ISRI Publication 2017Dokument70 SeitenISRI Publication 2017Florin Damaroiu50% (2)
- G S Alloys Castings LimitedDokument15 SeitenG S Alloys Castings LimitedChinta ShivaNoch keine Bewertungen
- Mud Plasters and Renders: Fundamental PropertiesDokument4 SeitenMud Plasters and Renders: Fundamental PropertiesvikasdrawingNoch keine Bewertungen
- Prevent, Control and Fight Fires On BoardDokument2 SeitenPrevent, Control and Fight Fires On BoardDinda OktavianaNoch keine Bewertungen
- Xref 2010Dokument1 SeiteXref 2010Axel Mahya AvichenaNoch keine Bewertungen
- Chemistry Grade 12-Presentation1Dokument9 SeitenChemistry Grade 12-Presentation1Nigatu MAmo100% (1)
- Stainless Steel Pipes GradesDokument11 SeitenStainless Steel Pipes GradesHitesh JainNoch keine Bewertungen
- Amigurumi Toy «Bunny Anabel» Master class - Crochet toy: (с) 2016 Tkachenko Olga @amigurushkaDokument16 SeitenAmigurumi Toy «Bunny Anabel» Master class - Crochet toy: (с) 2016 Tkachenko Olga @amigurushkaMáté MihályfiNoch keine Bewertungen
- Smaw Final PDFDokument11 SeitenSmaw Final PDFHimanshuNarayanSinghNoch keine Bewertungen
- ZINCALUME Steel Technical Bulletins 2018Dokument32 SeitenZINCALUME Steel Technical Bulletins 2018HerdisNoch keine Bewertungen
- Pages From API-668-2019Dokument1 SeitePages From API-668-2019Ghasem BashiriNoch keine Bewertungen
- Pengaruh Penggunaan Limbah Kerak Tanur Cangkang Sawit Dengan Bahan Pengikat Retona Blend 55 Terhadap Campuran Laston Ac-WcDokument12 SeitenPengaruh Penggunaan Limbah Kerak Tanur Cangkang Sawit Dengan Bahan Pengikat Retona Blend 55 Terhadap Campuran Laston Ac-WcBimmo Dwi HartonoNoch keine Bewertungen