Das könnte Ihnen auch gefallen
- Interview QuestionDokument22 SeitenInterview QuestionsugeshNoch keine Bewertungen
- Die Casting: Vipul GDokument20 SeitenDie Casting: Vipul GVipul ReddyNoch keine Bewertungen
- Casting 1Dokument26 SeitenCasting 1Lal KishanNoch keine Bewertungen
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDokument8 Seiten1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- Processes.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingDokument12 SeitenProcesses.: Conventional Aluminum Die Casting. Magnesium Die Casting. Vacuum Casting Process. Squeeze CastingAnderson MontalvoNoch keine Bewertungen
- Casting TheoryDokument22 SeitenCasting TheoryJairam Atluri100% (1)
- Fundamentals of Metal CastingDokument45 SeitenFundamentals of Metal CastingsuntharNoch keine Bewertungen
- Powder Metallurgy: Basics & Applications Powder MetallurgyDokument11 SeitenPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNoch keine Bewertungen
- Die Casting ReportDokument11 SeitenDie Casting ReportFaria KhanNoch keine Bewertungen
- Die Casting Die Design - Runner, Gate, EtcDokument45 SeitenDie Casting Die Design - Runner, Gate, EtcVig PankajNoch keine Bewertungen
- Die Casting MethodDokument26 SeitenDie Casting MethodEr Mishal GandhiNoch keine Bewertungen
- Lec3-Stir Casting& Squeeze CastingDokument16 SeitenLec3-Stir Casting& Squeeze Castingguru prasad50% (2)
- MD Design ConsiderationDokument18 SeitenMD Design ConsiderationjhpatelNoch keine Bewertungen
- Casting DefectDokument5 SeitenCasting DefectSaurabhNoch keine Bewertungen
- Hot and Cold WorkingDokument34 SeitenHot and Cold WorkingSam RonnyNoch keine Bewertungen
- TOS555 How To Adjust PQ AmplifierDokument4 SeitenTOS555 How To Adjust PQ AmplifiermikeNoch keine Bewertungen
- of ManuDokument87 Seitenof ManuVaibhav BaggaNoch keine Bewertungen
- Module 1 - Design Considerations DMEDokument59 SeitenModule 1 - Design Considerations DMEsreeramhariharanNoch keine Bewertungen
- Aluminium CastingDokument5 SeitenAluminium CastingBalaji RajaNoch keine Bewertungen
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDokument7 SeitenMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNoch keine Bewertungen
- Technical Info About Die CastingDokument5 SeitenTechnical Info About Die CastingSanoj KumarNoch keine Bewertungen
- Solidcast IranDokument239 SeitenSolidcast IranMario Farfan Cantoya NetoNoch keine Bewertungen
- DC School Text Book: ElectricityDokument88 SeitenDC School Text Book: ElectricitymikeNoch keine Bewertungen
- Casting TheoryDokument55 SeitenCasting TheorygggNoch keine Bewertungen
- Casting ProcessesDokument20 SeitenCasting ProcessesVv4HNoch keine Bewertungen
- 14 Chandan Deep SinghDokument8 Seiten14 Chandan Deep SinghVinod ChandranNoch keine Bewertungen
- PQ TOS555 How To Check PQ Amplifier (During Pump Run)Dokument3 SeitenPQ TOS555 How To Check PQ Amplifier (During Pump Run)mike100% (1)
- Cast3 PDFDokument67 SeitenCast3 PDFyash guptaNoch keine Bewertungen
- Gating&Risering SystemDokument44 SeitenGating&Risering Systemmary100% (1)
- Operator TrainingDokument38 SeitenOperator TrainingluisA1923Noch keine Bewertungen
- What Is The Injection Moulding?Dokument12 SeitenWhat Is The Injection Moulding?Muhammad Usama KhokharNoch keine Bewertungen
- Manufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarDokument18 SeitenManufacturing of Automobile Wheel Rims: ME2030-Manufacturing Science-1 SeminarRonak100% (1)
- Special CastingDokument71 SeitenSpecial CastingPawan RathiNoch keine Bewertungen
- Varun Nandakumar MS ThesisDokument101 SeitenVarun Nandakumar MS ThesisSubodh Kumar100% (1)
- 5674620Dokument30 Seiten5674620Amrik SinghNoch keine Bewertungen
- Low Pressure Die CastingDokument4 SeitenLow Pressure Die Castingyang2012100% (1)
- Rapid Manufacturing Sheet Metal DesignDokument18 SeitenRapid Manufacturing Sheet Metal Designniloy_67Noch keine Bewertungen
- Design ParametersDokument25 SeitenDesign ParametersNagaraj RaviNoch keine Bewertungen
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDokument31 SeitenCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterNoch keine Bewertungen
- New Instructions Manual - New (30-06-2022)Dokument19 SeitenNew Instructions Manual - New (30-06-2022)rarhi.krish8480Noch keine Bewertungen
- Isostatic PressingDokument4 SeitenIsostatic PressingBelma HasanovicNoch keine Bewertungen
- Casting Technology: DC School Text BookDokument23 SeitenCasting Technology: DC School Text BookmikeNoch keine Bewertungen
- Total Quality Management Seminar: BY-Shoutik Chakrabarti Id-091020024 Apurva Ghutukade ID-091021064Dokument42 SeitenTotal Quality Management Seminar: BY-Shoutik Chakrabarti Id-091020024 Apurva Ghutukade ID-091021064Shoutik ChakrabartiNoch keine Bewertungen
- Lec 6 Extrusion Metal WorkingDokument29 SeitenLec 6 Extrusion Metal WorkingSidra SaeedNoch keine Bewertungen
- Dies-2-130918073657-Phpapp01 Die Design - Cuttting Opreation Part 2 PDFDokument36 SeitenDies-2-130918073657-Phpapp01 Die Design - Cuttting Opreation Part 2 PDFBong ThoNoch keine Bewertungen
- Die CastingDokument14 SeitenDie CastingGhulam AbbasNoch keine Bewertungen
- Wire Mesh For Pouring LaddleDokument7 SeitenWire Mesh For Pouring Laddleaizaz65Noch keine Bewertungen
- Metal CastingDokument8 SeitenMetal CastingYash DesaaiNoch keine Bewertungen
- Heat Treatment of Al-Si-Cu-Mg Casting AlloysDokument60 SeitenHeat Treatment of Al-Si-Cu-Mg Casting AlloysRocio LopezNoch keine Bewertungen
- The Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DDokument16 SeitenThe Paper English To Fulfill Tasks About Foundry Casting Lecturer Mrs. Rr. Poppy Puspitasari, S.T., M.T., PH.DPiii piiNoch keine Bewertungen
- Green Sand MouldDokument14 SeitenGreen Sand MouldHimanshu Sangwan100% (1)
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDokument23 SeitenToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNoch keine Bewertungen
- Metal-Casting Process and EquipmentDokument18 SeitenMetal-Casting Process and EquipmentZulfikarUdenNoch keine Bewertungen
- Casting Slides 103-130Dokument28 SeitenCasting Slides 103-130Swaraj PrakashNoch keine Bewertungen
- Casting CompleteDokument26 SeitenCasting CompleteRavinder Antil100% (2)
- Hot Chamber Die Casting MachineDokument3 SeitenHot Chamber Die Casting MachineAnand BossNoch keine Bewertungen
- Unit3 Part C RevisedDokument72 SeitenUnit3 Part C Revisedraymon sharmaNoch keine Bewertungen
- Die-Casting Process: Types, Applications & LimitationsDokument24 SeitenDie-Casting Process: Types, Applications & LimitationssoorajNoch keine Bewertungen
- Die CastingDokument3 SeitenDie CastingEngr Arfan Ali DhamrahoNoch keine Bewertungen
- Production Efficiency Survey ReportDokument17 SeitenProduction Efficiency Survey ReportaaqibaminNoch keine Bewertungen
- Total Quality Management Total Quality Management IME IME - 457 (3,0) 457 (3,0)Dokument25 SeitenTotal Quality Management Total Quality Management IME IME - 457 (3,0) 457 (3,0)aaqibaminNoch keine Bewertungen
- Experiment No.3 To Determine The Deflection and Average Normal Stress Along The Concrete Column ShownDokument13 SeitenExperiment No.3 To Determine The Deflection and Average Normal Stress Along The Concrete Column ShownaaqibaminNoch keine Bewertungen
- 1Dokument23 Seiten1aaqibaminNoch keine Bewertungen
- Lab Session 7Dokument10 SeitenLab Session 7aaqibaminNoch keine Bewertungen
- Production Efficiency Survey Report PDFDokument17 SeitenProduction Efficiency Survey Report PDFaaqibaminNoch keine Bewertungen
- Experiment No 8Dokument13 SeitenExperiment No 8aaqibaminNoch keine Bewertungen
- Lab Session 02Dokument6 SeitenLab Session 02aaqibaminNoch keine Bewertungen
- Automated Parking System PDFDokument24 SeitenAutomated Parking System PDFrd33_awesomenessNoch keine Bewertungen
- Lab Session: 09 Reflective Opto Transducer As A Position Sensor Objective: To Review and Study The Characteristics, Operating Principle andDokument4 SeitenLab Session: 09 Reflective Opto Transducer As A Position Sensor Objective: To Review and Study The Characteristics, Operating Principle andaaqibamin100% (1)
- Fea Lab Session4Dokument11 SeitenFea Lab Session4aaqibaminNoch keine Bewertungen
- Edm Exp 1,2Dokument11 SeitenEdm Exp 1,2aaqibaminNoch keine Bewertungen
- Fea Lab5Dokument13 SeitenFea Lab5aaqibaminNoch keine Bewertungen
- Edm WirecutDokument4 SeitenEdm WirecutaaqibaminNoch keine Bewertungen
- Code For AccelerationDokument1 SeiteCode For AccelerationaaqibaminNoch keine Bewertungen
- ArabgulfwarDokument2 SeitenArabgulfwaraaqibaminNoch keine Bewertungen
- 2015 Im 48Dokument1 Seite2015 Im 48aaqibaminNoch keine Bewertungen
- Exp03 IcDokument7 SeitenExp03 IcaaqibaminNoch keine Bewertungen
- Cutting Tool Geometry Lec4Dokument11 SeitenCutting Tool Geometry Lec4aaqibaminNoch keine Bewertungen
- Ime Sports Week 2018: Type Modules Venue Reg. FEE No. of Participant S Prize Max No. of TeamsDokument1 SeiteIme Sports Week 2018: Type Modules Venue Reg. FEE No. of Participant S Prize Max No. of TeamsaaqibaminNoch keine Bewertungen
- Numerical Assignment 1Dokument1 SeiteNumerical Assignment 1aaqibaminNoch keine Bewertungen
- Code For AccelerationDokument1 SeiteCode For AccelerationaaqibaminNoch keine Bewertungen
- Subject: Request For Casual Leave: ApprovedDokument1 SeiteSubject: Request For Casual Leave: ApprovedaaqibaminNoch keine Bewertungen
- Layout MP Lab 2Dokument1 SeiteLayout MP Lab 2aaqibaminNoch keine Bewertungen
- Lab Report Die CastingDokument12 SeitenLab Report Die CastingaaqibaminNoch keine Bewertungen
- The Modulus of Elasticity of Steel Is It 200 GPaDokument8 SeitenThe Modulus of Elasticity of Steel Is It 200 GPaPratik PatelNoch keine Bewertungen
- University of Engineering and Technology LahoreDokument1 SeiteUniversity of Engineering and Technology LahoreaaqibaminNoch keine Bewertungen
- Group 7.inclusive Design - Design For AllDokument22 SeitenGroup 7.inclusive Design - Design For AllaaqibaminNoch keine Bewertungen
- EDM WirecutDokument5 SeitenEDM WirecutaaqibaminNoch keine Bewertungen
- 42 BT R19-April-2023Dokument6 Seiten42 BT R19-April-2023Leela KumarNoch keine Bewertungen
- Control SpecificationsDokument2 SeitenControl SpecificationsMohamed MaherNoch keine Bewertungen
- 966 CatDokument12 Seiten966 CatnajafaliNoch keine Bewertungen
- Marina MC 2017-04Dokument10 SeitenMarina MC 2017-04PortCallsNoch keine Bewertungen
- S4 Hana TrainingDokument5 SeitenS4 Hana Trainingsatheesh_240Noch keine Bewertungen
- 1) Flender StandardsDokument16 Seiten1) Flender Standardsoner erdeveNoch keine Bewertungen
- AX2012 - ENUS - Lean Manufacturing PDFDokument450 SeitenAX2012 - ENUS - Lean Manufacturing PDFNitish SridharNoch keine Bewertungen
- Inventory ManagementDokument30 SeitenInventory Managementavnishchauhan8_46499100% (1)
- Suresh Resume - I & C EngineerDokument3 SeitenSuresh Resume - I & C EngineerKartheek RamishettiNoch keine Bewertungen
- Earned Value Analysis TemplateDokument10 SeitenEarned Value Analysis TemplateHugh JassNoch keine Bewertungen
- JSP Syntax ExamplesDokument3 SeitenJSP Syntax Examplesapi-3833995Noch keine Bewertungen
- Responding To RFPs (Web Instructions)Dokument17 SeitenResponding To RFPs (Web Instructions)tonetime1982Noch keine Bewertungen
- Najmi Osconf2009Dokument30 SeitenNajmi Osconf2009Harisfazillah JamelNoch keine Bewertungen
- Complete Quality Manual of Garments Factory PDFDokument11 SeitenComplete Quality Manual of Garments Factory PDFGAURAV SHARMANoch keine Bewertungen
- At Product Sheet MK 30dDokument2 SeitenAt Product Sheet MK 30dStevan BoljevicNoch keine Bewertungen
- Gall5231328512232fip PDFDokument15 SeitenGall5231328512232fip PDFAndres CortezNoch keine Bewertungen
- General Specifications FOR Building Construction: Ministry of Public Works and Housing Deputy Ministry of Public WorksDokument13 SeitenGeneral Specifications FOR Building Construction: Ministry of Public Works and Housing Deputy Ministry of Public WorksArif MohammedNoch keine Bewertungen
- Centralized Traffic Control (CTC) Is A Form ofDokument7 SeitenCentralized Traffic Control (CTC) Is A Form ofAmitJollyNoch keine Bewertungen
- Applying Management Strategy Concepts (SFI) On Tata Steel Company (Tata Group)Dokument77 SeitenApplying Management Strategy Concepts (SFI) On Tata Steel Company (Tata Group)lovels_agrawal6313100% (2)
- CHatGPT Cover LetterDokument2 SeitenCHatGPT Cover LetterJoby PaulNoch keine Bewertungen
- DFMA LiteratureDokument27 SeitenDFMA LiteratureRajeshLSNoch keine Bewertungen
- Cable Trench Installation Guide: 1.0 IndexDokument12 SeitenCable Trench Installation Guide: 1.0 IndexThangarajan NagarajanNoch keine Bewertungen
- Tire SpecificationsDokument6 SeitenTire SpecificationsPrateek KhanNoch keine Bewertungen
- BPR and ItDokument30 SeitenBPR and Itsomuya456Noch keine Bewertungen
- History of NokiaDokument5 SeitenHistory of Nokiatranquilexplosi98Noch keine Bewertungen
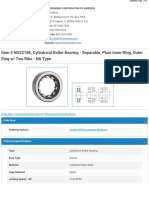
- NU2218E CylindricalRollerBearing Separable PlainInnerRing OuterRingwTwoRibs NUTypeDokument3 SeitenNU2218E CylindricalRollerBearing Separable PlainInnerRing OuterRingwTwoRibs NUTypeEmmanuel Quequesana VílchezNoch keine Bewertungen
- Plant Layout - PBS Shirt AKUDokument51 SeitenPlant Layout - PBS Shirt AKUAkanksha Gupta100% (2)
- Aircraft: PICTURES: Finnish F-18 Engine Check Reveals Effects of Volcanic DustDokument3 SeitenAircraft: PICTURES: Finnish F-18 Engine Check Reveals Effects of Volcanic Dustr0v3Noch keine Bewertungen
- Rukada - Responsive Bootstrap 5 Admin TemplateDokument2 SeitenRukada - Responsive Bootstrap 5 Admin Templatelevente domokosNoch keine Bewertungen
- 3ah3 VCB SimensDokument24 Seiten3ah3 VCB Simensbrucedeoli67% (3)