Beruflich Dokumente
Kultur Dokumente
Myslide - Es Desgaste Del Tricono
Hochgeladen von
garowOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Myslide - Es Desgaste Del Tricono
Hochgeladen von
garowCopyright:
Verfügbare Formate
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
INTRODUCCION
La seleccin del tricono se basa en:
La experiencia y las pruebas y fracasos
Costo / pie usados para comparar el rendimiento de varios trpanos
Caractersticas de la formacin
factibilidad de ser perforada y capacidad abrasiva
-
La factibilidad de ser perforada mide la facilidad de perforar la roca
y disminuye dependiendo de la profundidad
La capacidad abrasiva mide cun rpido se desgastarn los dientes
Evaluacin de desgaste de trpanos
Se lleva a cabo cuando el trpano est fuera del pozo
Se debe documentar segn el IADC
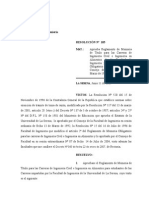
Cuando se utilizan triconos con dientes estampados, la velocidad de penetracin
disminuye considerablemente a medida que aumenta el desgaste de la
herramienta.
En la figura 3.7 se aprecia que, a la mitad de la vida til del tricono (50 %), la
velocidad de penetracin se ha reducido, aproximadamente, entre un 50 a un 75
% con respecto a la alcanzada con una herramienta nueva.
PERFORACIN Y VOLADURA
Pgina 1
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
DESGASTE DEL TRPANO
La velocidad de avance decrece exponencialmente con el desgate del trpano.
(Vase figura).
PERFORACIN Y VOLADURA
Pgina 2
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
SISTEMA ESTANDARIZADO DE GRADUACIN DE DESGASTE DE
TRPANOS
La competitividad en los yacimientos actualmente demanda que la perforacin
de pozos se realice lo ms eficiente y econmicamente posible. Algunos lo
discutirn, pero las personas ms eficientes para perforar un pozo son aquellas
que trabajan con grupos experimentados y con la mejor informacin de
perforacin disponible.
Una de las herramientas para obtener informacin precisa y exacta es la
graduacin o medicin del desgaste del trpano. El estudio de las estructuras
cortadoras y del cojinete de un trpano pueden ser datos de suma importancia
cuando el trpano usado sale del pozo. Una precisa graduacin del desgaste
permite visualizar cmo fue perforado el pozo. Obtuvo el trpano el resultado
esperado? Si no, qu cambios necesitamos realizar antes de volver a bajar la
herramienta.?
Una inspeccin minuciosa de las estructuras de corte desgastadas y los cojinetes
pueden dar una buena pista sobre el desgaste caracterstico del trpano que
podra afectar nuestra prxima eleccin, nuestros procedimientos y prcticas
operativas. Graduar el desgaste y evaluar las observaciones son operaciones
simples que pueden mejorar la eficiencia de perforacin reduciendo los costos.
La industria ha desarrollado un mtodo de graduacin de desgaste y de smbolos
que simplifican esta importante operacin. Los smbolos de graduacin de
desgaste indicados a continuacin pueden ser utilizados para evaluar a todo tipo
de trpanos, incluyendo:
Trpanos
Trpanos
Trpanos
Trpanos
Trpanos
Trpanos
con cojinete journal de insertos y de dientes
con cojinete sellado y a rodillo de ambos tipos
de cojinete no sellado
de diamante natural
PDC
PDC impregnados.
ESTRUCTURA DEL SISTEMA
El mtodo de graduacin de desgaste detallado abajo respeta el Sistema de
Graduacin IADC. Se utilizan ocho columnas en el Registro de Trpanos o Bit
Record.
PERFORACIN Y VOLADURA
Pgina 3
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
1. La columna 1 (I-Interior) se utiliza para reportar la condicin de los
elementos cortadores que no estn en contacto con la pared del pozo. El
cambio desde Interior: 2/3 de las estructuras cortadoras fue hecho para
reducir variaciones en la graduacin e incrementar la comprensin del
sistema.
2. La columna 2 (O-Exterior) se utiliza para reportar la condicin de los
elementos cortadores que tocan las paredes del pozo. En la versin previa,
esto era 1/3 de las estructuras cortadoras. Este cambio refleja la
importancia de la condicin del calibre y la hilera exterior para un buen
rendimiento del trpano.
En las columnas 1 y 2 se emplea una escala lineal de 0 a 8 para describir la
condicin de la estructura cortadora de la siguiente manera:
TREPANOS DE DIENTES DE ACERO: medida de la altura perdida del diente por
desgaste o dao.
0- El diente no perdi altura
8 - El diente perdi toda su altura
Tabla de gua de desgaste para trpanos de dientes fresados
Se clasifica el desgaste de los dientes de los trpanos de dientes fresados en
relacin con la altura fraccional de los dientes que se ha desgastado y se mide en
octavos de pulgada Por ejemplo, si se ha desgastado la mitad de la altura original
del diente, se clasificar el trpano como T-4 ya que los dientes tienen un
desgaste de 4/8
Lamentablemente, es difcil a veces caracterizar mediante un solo nmero el
desgaste de dientes de un trpano completo A veces algunos dientes pueden
estar ms desgastados que otros e incluso pueden estar rotos. Por tanto, es
importante contar con la experiencia requerida.
TREPANOS DE INSERTOS: medida combinada de reduccin de estructura
cortadora debido a prdida, desgaste y/o rotura del inserto/diente.
0- No hay prdida de estructura cortadora
8- Prdida total de estructura cortadora.
Ej: Un trpano al que le falta la mitad de los insertos en las hileras interiores por
prdida o rotura y los restantes dientes de la hilera presentan 50% de
reduccin en altura por desgaste, debera ser graduado 6 en la columna 1. Si
PERFORACIN Y VOLADURA
Pgina 4
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
los insertos de la hilera exterior permanecieran intactos pero su altura
reducida a la mitad debido al desgaste, la graduacin apropiada para la
columna 2 sera 4.
3. Columna 3 (D-Caracterstica principal del desgaste - Estructura
cortadora): se utiliza un cdigo de dos letras para indicar la caracterstica
principal del desgaste de la estructura cortadora. En la tabla 1 aparece un
listado de cdigos de dos letras para las caractersticas de desgaste a ser
utilizados en esta columna:
4. Columna 4 (L-Ubicacin): Se utiliza un cdigo de una letra o un nmero
para indicar la ubicacin en la cara del trpano en donde ocurre la
caracterstica principal del desgaste. En la tabla 2 aparece un listado de
cdigos a utilizar para describir la ubicacin en trpanos a rodillos.
NOTA: G (hilera del calibre) reemplaza la H para esta versin.
La ubicacin se define de la siguiente manera:
Calibre: Estructuras cortadoras que tocan la pared del pozo
Nariz: Las estructuras cortadoras ms centrales del trpano
Intermedia: Estructuras cortadoras entre la nariz y el calibre
Todas: Todas las hileras
PERFORACIN Y VOLADURA
Pgina 5
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
Los n de los conos se identifican de la siguiente manera:
N 1: contiene los elementos cortadores centrales
N 2 y 3: siguen en sentido de las agujas del reloj al mirar las estructuras
cortadoras con el trpano sobre el pin.
5. Columna 5 (B-Cojinetes/sellos): se utiliza un cdigo de una letra o un
nmero, segn el cojinete, para indicar la condicin del cojinete de los
trpanos a rodillo.
Cojinete no sellado
Trpanos de cojinete no sellado, se utiliza una escala lineal de 0 a 8 para
indicar la vida utilizada del cojinete. Un cero (0) indica cojinete sin
desgaste (nuevo) y ocho (8) indica cojinete sin vida remanente (perdido o
trabado).
Lista de Chequeo de los Cojinetes Sellados:
Habilidad para rotar el cono
Cono springback
Rechinido de sello
Sonidos internos
Derrame de grasa
Arcilla quemada
Arcilla empaquetada
Espacios-cara o garganta fresada
Bajar cojinete-interior o exterior
Cojinetes Sellados
E Sello efectivo
F Sello fallado
N Imposible de calificar
Este ltimo cdigo fue agregado para permitir reportar cuando la condicin
del sello/cojinete no puede ser determinada.
6. Columna 6 (G-Calibre): se utiliza para reportar sobre el calibre del
trpano. La letra I indica que no hubo reduccin de calibre. Si el trpano
tiene una reduccin en el calibre se debe registrar en 1/16 de pulgada. La
Regla de los dos tercios es aplicable para trpanos triconos.
PERFORACIN Y VOLADURA
Pgina 6
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
REGLA DE LOS DOS TERCIOS
La Regla de los Dos Tercios segn se utiliza para triconos requiere que el
anillo del calibre sea sacado de manera de contactar dos de los conos en sus
puntos ms salientes. Entonces la distancia entre el punto ms saliente del
cono #3 y el anillo del calibre se multiplica por 2/3s y se redondea al 1/16
de pulgada ms prximo para obtener la reduccin del dimetro correcta.
7. La columna 7(O-otras caractersticas del desgaste) se utiliza para
reportar cualquier otra caracterstica de desgaste del trpano, en adicin
al desgaste de la estructura cortadora descrito en la columna 3 (D). Notar
que esta columna no es exclusiva para caractersticas de desgaste de
estructuras cortadoras. Se utilizan para esta columna los cdigos de dos
letras listados en la Tabla 1.
8. La columna 8 (R-Razn de salida) se utiliza para reportar la causa por
la cual el trpano fue sacado. En la Tabla 3 aparece un listado con cdigos
de dos tres letras que se utilizan en esta columna.
PERFORACIN Y VOLADURA
Pgina 7
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
BC CONO ROTO
Un cono tambin se puede romper cuando
el trpano golpea contra un borde filn
durante un viaje o conexin, o cuando hay
interferencia de conos a causa de una falla
en el cojinete. Notar las roturas axiales
chatas en este trpano en particular. La
rotura circunferencial es el deterioro de la
taza/cono. Generalmente el BC en Cono
N1 y Cono N2 se debe a la chatarra que
deja el Cono N3 en el fondo. Las crestas
de los insertos daados indican que el
dao fue causado por los insertos impactando en el cono durante la perforacin.
DIENTES ROTOS (BT)
En algunas formaciones, los dientes rotos, como los dientes astillados, pueden
ser una caracterstica normal de desgaste para trpanos de insertos y no
necesariamente indican problemas de aplicacin o prcticas operativas. Los
dientes rotos, sin embargo, no se consideran una caracterstica normal de
desgaste para trpanos de dientes de acero. En este caso, pueden indicar
aplicacin no apropiada o prcticas operativas errneas.
PERFORACIN Y VOLADURA
Pgina 8
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
En los trpanos de insertos ocurre
este desgaste cuando la resistividad
compresiva de la roca excede a la
resistividad compresiva de la
estructura cortadora. Sin embargo, si
la carrera fue de muy corta duracin,
los dientes rotos pueden indicar
exceso de peso y/o rpm, aplicacin
incorrecta y/o la necesidad de un
amortiguador. El exceso de peso
para una determinada aplicacin es
evidente cuando los dientes rotos predominan en las hileras interiores e
intermedias. El exceso de rpm, cuando la rotura de los dientes predomina en la
hilera del calibre.
Los dientes tambin pueden daarse cuando el trpano se corre en chatarra,
golpea con alguna saliente o choca repentinamente contra el fondo, o el trpano
ha sido introducido incorrectamente, lo cual se indica por un cambio importante
en la forma del fondo del pozo. Perforar una formacin demasiado dura para el
tipo de trpano utilizado tambin puede provocar rotura de los dientes.
TREPANO EMBOLADO (BU)
Un trpano embolado muestra desgaste en los dientes. Esto es por la
imposibilidad de rotar del cono o los conos debido a restos de formacin
estacionada entre los conos. Puede considerarse, errneamente, que se bloque
el cojinete. Luego de limpiar las estructuras cortadoras de este trpano
particular, se descubri que los cojinetes estaban en buenas condiciones, caso
tpico de trpanos embolados.
El embolamiento puede ocurrir por inadecuada limpieza hidrulica del pozo,
cuando el trpano es forzado entre los cortes de formacin sin estar la bomba en
funcionamiento, o al atravesar una formacin pegajosa.
CONO FISURADO (CC)
PERFORACIN Y VOLADURA
Pgina 9
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
La fotografa muestra un cono fisurado circunferencialmente. La fisura fue
causada por desgaste de la carcasa del cono, lo que redujo el grosor de la
carcasa del cono sobre el canal de retencin del cono. El calor generado por el
desgaste de formacin durante la carrera fuera de centro es el causante de esta
fisura en particular. Desde un punto de vista operacional, un cono puede fisurarse
cuando se deja chatarra en el fondo del pozo, el trpano golpea contra alguna
dureza saliente o contra el fondo, o se cae la barra. Los conos tambin pueden
fisurarse por el efecto del sulfuro de hidrgeno, erosin de la carcasa del cono o
sobrecalentamiento.
CONO ARRASTRADO (CD)
Esta caracterstica indica que uno o ms conos no rotaron durante parte de la
carrera del trpano. Esto se demuestra por uno o ms puntos de desgaste plano.
Generalmente un cono arrastrado es causa de falla del cojinete en uno o ms
conos, almacenamiento de desechos entre los conos, un trpano comprimido que
causa interferencia de conos o trpano embolado.
INTERFERENCIA DE CONOS (CI)
Observar que el desgaste BT, M3 es irregular, indicando que la carcaza y los
insertos del Cono N 1 impactaron en otro. El WT,M1 es un buen ejemplo del
desgaste de insertos contra el material adyacente a la carcaza del cono,
PERFORACIN Y VOLADURA
Pgina 10
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
contrariamente al desgaste contra la formacin. La interferencia de los conos,
que puede llevar al acanalamiento del cono y dientes rotos, se malinterpreta
como dao por formacin. Los dientes rotos a causa de la interferencia de conos
no son indicadores de mala seleccin de trpanos. Algunas causas por este
desgaste son: trpanos comprimidos, ensanchamiento de un dimetro de menor
calibre con excesivo peso sobre el trpano, o falla del cojinete en uno o ms
conos.
CORONEADO (CR)
Los cortadores centrales de este trpano fueron daados por un perfil de roca
dejada en el pozo por el trpano anterior. Esta es casi la nica manera por la que
un trpano puede sufrir coroneado. Un trpano generalmente se coronea cuando
la parte de la nariz de uno o ms conos se daa o cuando la abrasividad de la
formacin excede la resistencia al desgaste de los cortadores centrales. La mala
introduccin de un trpano luego de un cambio en el perfil del fondo del pozo
tambin puede producir coroneado. Un trpano tambin se coronea cuando se
pierden los cortadores debido a la erosin de la carcaza del cono, o cuando la
chatarra dejada en el pozo daa los cortadores centrales.
PERFORACIN Y VOLADURA
Pgina 11
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
PERFIL DE FONDO DE POZO DE TREPANO
CORONEADO/NO CORONEADO
Esta fotografa compara el perfil del fondo de pozo entre un trpano coroneado y
uno corrido con normalidad. La porcin amarilla muestra el montculo de
formacin dejado en el fondo por un trpano corrido previamente que estaba
coroneado. En roca de dureza N 1 2 y con apropiado cuidado, el montculo
puede ser removido y se puede continuar perforando sin coronear el prximo
trpano. En las rocas ms duras Siete, Ocho o Nueve, se recomienda primero
limpiar el centro y se pueden perforar 5-10 pies. Luego, lo ms recomendable es
hacer un viaje y examinar el trpano para determinar si es necesario realizar otra
limpieza.
DIENTES
ASTILLADOS (CT)
Esta fotografa muestra dos ejemplos de dientes astillados. Notar el inserto
astillado en la parte superior de la hilera intermedia hacia la izquierda, adyacente
a la hilera exterior, o calibre. Este inserto fue cortado por el impacto de algn
elemento en el fondo del pozo. Los dos insertos hacia la derecha en la misma
hilera tienen, cada uno, una sola fractura con un cresta en el centro y una ms
pequea al costado. En trpanos de insertos, los dientes astillados se
transforman generalmente en dientes rotos. Un diente se considera astillado si
una parte substancial permanece sobre la carcaza del cono. Las posibles causas
por astillamiento son la carga de impactos por corrida brusca y/o pequea
interferencia de conos. Generalmente, los dientes astillados no son indicativos de
problemas en aplicaciones o parmetros operativos.
PERFORACIN Y VOLADURA
Pgina 12
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
RECOMENDACIONES
Corridas speras en aplicaciones de perforacin con aire
La eliminacin de las corridas speras es principalmente lograda
cambiando las RPM.
Inadecuada seleccin del trpano
Formacin muy dura para el tipo de trepano seleccionado.
Seleccionar un trpano con menor offset y/o menor extensin de los
dientes y/o mayor cantidad de dientes y/o dientes de forma ms
resistente.
Los trpanos con elementos de corte mltiple las cuales comparten la
funcin de corte de calibre deberan ser corridos ms suave debido a la
reduccin de la ranura.
Excesivas RPM para la aplicacin y tipo del trpano seleccionado
Usar las adecuadas RPM para la formacin.
Para formaciones duras, seleccionar un trpano con menor offset y/o
menor extensin de los dientes y/o mayor cantidad de dientes y/o dientes
de forma ms resistente.
Puede tambin ser causado por temperatura, calibre redondeado. Ver
respectivas secciones.
Excesivas horas para la aplicacin y tipo del trpano seleccionado
El astillado puede ser reducido disminuyendo las RPM o seleccionando una
estructura de corte ms robusta.
Formaciones estratificadas ( incluye cantos rodados)
Los dientes astillados debido a la perforacin de estratificaciones pueden
ocurrir en cualquier fila. Esto puede estar relacionado al excesivo WOB o
RPM. Un indicador de formaciones estratificadas es cuando el torque llega
a ser extremadamente errtico cuando se perfora a travs de los lmites
de estas formaciones, entonces se alisa. Usar un amortiguador. La
reduccin de corridas speras es principalmente lograda optimizando las
RPM.
PERFORACIN Y VOLADURA
Pgina 13
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
Incorrecto acople del trpano en el patrn del fondo de pozo
El acople del trpano en el patrn del fondo del pozo se lo realiza con poco
peso sobre el trpano y pocas RPM y es normalmente logrado dentro de 3
a 6 pulgadas. En este punto el WOB y RPM pueden ser gradualmente
incrementados para niveles de operacin tpicos.
Excesiva carga de impacto
Seguir los adecuados parmetros de perforacin.
EROSION (ER)
La erosin que se puede observar en esta fotografa indica la presencia de cortes
abrasivos en el lodo transportado a alta velocidad de derecha a izquierda. Al
encontrar un inserto, el efecto remolino causa que los cortes remuevan la
carcaza del cono en el lado derecho de los insertos.
En trpanos de insertos, la prdida del material que recubre la carcaza del cono
puede provocar la prdida de insertos, ya que el material de la carcaza del cono
que soporta y sujeta es reducido. La erosin tambin puede indicar un problema
relacionado a la hidrulica.
Los cortes abrasivos pueden erosionar la carcaza del cono por hidrulica no
adecuada. Por otro lado, un exceso hidrulico puede llevar a una erosin por la
velocidad del fluido. Una formacin abrasiva en contacto con la carcaza del cono
entre los cortadores tambin puede causar erosin. Esto es causado
generalmente por tracking, desgaste excntrico o exceso de peso sobre el
trpano.
CRESTAS ACHATADAS (FC)
Esta caracterstica reduce la penetracin hacia el final de la carrera y termina con
varias carreras de trpanos de dientes. Como se ve en la foto, el desgaste de
crestas achatadas es una reduccin moderada en altura a lo largo de la cara
entera de los cortadores y depende de varios factores, incluyendo la formacin,
recubrimiento de metal duro y parmetros operativos.
PERFORACIN Y VOLADURA
Pgina 14
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
Esta caracterstica generalmente es causa de reduccin de peso e incremento del
rpm para controlar desviacin
FISURAS POR CALENTAMIENTO (HC)
Las fisuras por calentamiento ocurren cuando un cortador se sobrecalienta al ser
arrastrado en la formacin y es luego enfriado por el fluido tras varios ciclos.
Adems, las fisuras por calentamiento tambin pueden aparecer cuando se
ensancha un dimetro apenas fuera de calibre con alto rpm. En este caso
particular, el desgaste se produjo al ensanchar con motor, considerada una
prctica de perforacin no adecuada. Observar en la foto que una pata del
trpano fue removida para examinar.
DAO POR CHATARRA (JD)
Se puede determinar por marcas en cualquier parte del trpano. La ranura
profunda en el extremo de la pata de este trpano puede haber sido causada por
chatarra del mismo trpano. La gran erosin de la carcaza del cono alrededor de
los insertos de la hilera exterior explica la causa por la que se puede haber cado
un inserto entero. Notar las rasgaduras circunferenciales que provienen de dao
por formacin. A veces es necesario sacar la chatarra del pozo antes de
continuar.
PERFORACIN Y VOLADURA
Pgina 15
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
La chatarra proviene principalmente de: material que cae en el pozo desde la
superficie, chatarra proveniente de la barra, como los pins de los ensanchadores,
aletas estabilizadoras, etc., chatarra de un trpano corrido anteriormente, y
chatarra del mismo trpano que se corre.
CONO PERDIDA (LC)
Los conos pueden perderse en diversas formas. Con algunas excepciones, el cono
perdido deber ser sacado del pozo antes de continuar la perforacin. Los conos
pueden perderse cuando el trpano golpea un trozo duro de formacin o el fondo
del pozo durante el viaje o conexin. Una barra cada, falla del cojinete o tambin
el sulfuro de hidrgeno pueden causar la prdida de un cono.
BOQUILLA PERDIDA (LN)
Esta es otra caracterstica importante que puede ayudar a explicar la carrera de
un trpano. Una prdida de boquilla causa prdida de presin por lo cual se debe
sacar el trpano del pozo. Una boquilla perdida tambin es una fuente de
chatarra en el pozo.
Algunas causas de esta caracterstica son: instalacin incorrecta, boquilla o
diseo de boquilla no adecuado, o dao mecnico o por erosin en la boquilla o
en el sistema de retencin de la boquilla. En el trpano que vemos en la foto, la
accin lavadora muestra una boquilla sin un buen O-ring. Luego se determin
PERFORACIN Y VOLADURA
Pgina 16
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
que la falta de sellado fue provocada por la instalacin de una boquilla de otro
fabricante en un trpano de Hughes.
Esto significa que el O-ring de Hughes no fue correctamente sellado con la
boquilla incompatible.
DIENTES PERDIDOS (LT)
La hilera media del cono N 1 es un buen ejemplo de fractura de cono corriendo
circunferencialmente desde la parte inferior del agujero del inserto hasta la parte
inferior del agujero del inserto adyacente. Esto afloja el soporte del cono en el
inserto y causa la prdida de algunos insertos. Es importante observar que se ha
perdido el inserto de la nariz del cono N 1 uno por la erosin de la carcaza del
cono. En trpanos de insertos, esta caracterstica provoca la prdida de insertos
enteros dejados en el pozo, causando potencial dao por chatarra.
A veces, la prdida de dientes es seguida por insertos rotados. Adems, los
dientes pueden perderse por fisuras que aflojan el soporte de los insertos y por
fisuras provocadas por sulfuro de hidrgeno.
DESGASTE EXCENTRICO (OC)
Esto ocurre cuando el centro geomtrico del diente y el centro geomtrico del
pozo no coinciden. El resultado es un agujero sobredimensionado.
PERFORACIN Y VOLADURA
Pgina 17
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
Este desgaste se identifica ya sea por desgaste en la carcaza de los conos entre
las hileras de cortadores, mayor desgaste del calibre en uno de los conos, o
penetracin menor a la esperada. El desgaste excntrico puede reducir la
penetracin incluso ms que un trpano en sobrehuella. En este caso particular,
el cono de la derecha cortaba un pozo sobredimensionado, mientras que el cono
de la izquierda casi no tena contacto con la pared del pozo. Como el desgaste se
encuentra entre las hileras de insertos, se puede decir que el trpano estuvo
perforando un agujero sobredimensionado.
Las causas de este desgaste son: cambio en la formacin de quebradiza a
plstica, mala estabilizacin en pozo desviado, peso inadecuado para la
formacin, tipo de trpano incorrecto y presin hidrosttica que excede
significativamente a la presin en la formacin. Se puede eliminar el desgaste
excntrico cambiando el tipo de trpano
y por consiguiente, el perfil del fondo de pozo.
TREPANO COMPRIMIDO (PB)
Los trpanos se comprimen cuando se fuerzan mecnicamente a un calibre
menor. El trpano de la foto, por ejemplo, fue forzado a un BOP menor. Notar los
insertos rotos de la hilera exterior. La cavidad de los insertos rotos es
circunferencial, mientras que normalmente la cavidad en la rotura de insertos es
perpendicular a la fuerza que causa la fractura. Varios de los insertos rotos de la
hilera exterior tienen crestas circunferenciales, indicando que el BOP de menor
tamao caus la rotura de insertos.
PERFORACIN Y VOLADURA
Pgina 18
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
Otras causas por este desgaste son: forzar el trpano en un agujero no calibrado,
forzar un tricono a una seccin perforada por un trpano de cortadores fijos,
forzar el trpano por una caera que no se ajusta al dimetro del mismo o
comprimir el trpano en el plato de ajuste. Los trpanos comprimidos pueden
llevar a rotura o astillado de dientes, interferencia de conos, conos arrastrados y
otras condiciones de desgaste de las estructuras cortadoras.
BOQUILLA TAPADA (PN)
Si bien esta condicin no describe la estructura cortadora, puede ser til al
brindar informacin sobre la carrera del trpano. Una boquilla tapada puede
reducir la hidrulica o forzar el viaje fuera del pozo debido a presin excesiva de
la bomba. Llenar el trpano por completo (jamming the bit into fill) con la bomba
apagada puede tapar una boquilla.
Tambin se puede producir el tapado cuando, durante una conexin, el material
slido ascendiendo a travs de la barra y del trpano se deposita en una boquilla
cuando finaliza la circulacin. A la inversa, cuando se bombea material slido
hacia abajo por la barra, tambin se puede depositar en una boquilla.
CALIBRE REDONDEADO (RG)
Esta condicin describe un trpano que ha experimentado desgaste del calibre
en forma redondeada, pero an no presenta el desgaste normal del calibre. Los
insertos de la hilera exterior pueden estar un poco por debajo del calibre pero las
contracaras de los conos permanecen en dimetro nominal. En este caso, la falta
de desgaste en el extremo de la pata y en el recubrimiento de metal duro, junto
con los biseles restantes en los insertos del calibre sugieren que an perforaba el
PERFORACIN Y VOLADURA
Pgina 19
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
dimetro nominal del pozo. El calibre de un trpano puede resultar redondeado al
atravesar una formacin abrasiva con excesivo rpm o al ensanchar un pozo fuera
de calibre.
DAO EN EL EXTREMO DE LA PATA (SD)
El dao en el extremo de la pata puede ser diferente al dao por chatarra y no se
lo considera caracterstica de desgaste de la estructura cortadora. El dao en el
extremo de la pata puede llevar a la falla de los sellos. Algunas de las causas por
este tipo de desgaste son: chatarra dejada en el pozo, ensanchamiento de un
pozo bajo calibre en formaciones falladas, o un trpano comprimido que hace que
el extremo de la pata sea la parte ms saliente del trpano.
DESGASTE AUTOAFILADO (SS)
Como el autoafilado ayuda a mantener una buena penetracin a lo largo de la
carrera, esta caracterstica de desgaste indica generalmente seleccin apropiada
del trpano y parmetros de perforacin. Tanto los trpanos de insertos como los
de dientes pueden desgastarse en forma autoafilada. Como se muestra en la
foto, los cortadores se desgastan de manera tal que conservan algn borde
filoso.
PERFORACIN Y VOLADURA
Pgina 20
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
TRACKING (TR) O SOBREHUELLA
Como se observa en la foto, el arrastre de las hileras del medio ha rotado los
conos a velocidad inadecuada. El desgaste achatado en las hileras exteriores e
interiores tambin indica velocidad inadecuada. Otro indicador de tracking es el
desgaste en forma cnica entre los dientes filosos en una nica hilera.
Un trpano en sobrehuella, perforar el dimetro nominal del pozo con todos los
conos alcanzando el calibre.
El tracking ocurre cuando los dientes encajan como engranajes en el fondo del
pozo. El desgaste de los cortadores en una sobrehuella se producir en el lado
dominante y el lado arrastrado. El desgaste de la carcaza del cono ser entre los
cortadores de una hilera.
A veces se puede prevenir el tracking utilizando un trpano para formaciones
ms suaves, o reduciendo si fuera posible, la presin hidrosttica. El tracking
puede ser causado por cambios en la formacin de quebradiza a plstica, o
cuando la presin hidrosttica excede significativamente a la presin de la
formacin.
LAVADO DE SOLDADURA (WO)
El lavado puede ocurrir en cualquier momento de la carrera de un trpano. Si la
soldadura del trpano es porosa, o no est cerrada, el trpano comenzar a
lavarse en cuanto comienza la circulacin.
PERFORACIN Y VOLADURA
Pgina 21
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
Generalmente, las soldaduras estn cerradas, pero se agrietarn durante la
corrida por el impacto con el fondo del pozo o con extremos salientes en las
conexiones.
Cuando se produce una fisura y el fluido la atraviesa, se establece rpidamente
el lavado. El lavado de soldadura causado por armonas de la barra ocurre luego
de que el trpano permanezca en el pozo el tiempo suficiente como para indicar
que la soldadura fue sellada durante el ensamble del trpano. Luego de instalar
triadas durante el ensamble de un trpano Hughes, la frecuencia de lavado de
soldaduras a causa de armonas de la barra se redujo significativamente.
SELLO DESGASTADO (REGISTRADO SF)
Bajo la columna Sellos/Cojinetes, una causa posible de falla de cojinete es un
sello desgastado. En esta foto, el sello est desgastado en el dimetro interno del
lado del fluido. Este desgaste en particular fue causado por slidos del fluido
carcomiendo el material del sello.
DIENTE DESGASTADO (WT)
Esta es una caracterstica de desgaste muy comn tanto para trpanos de
insertos como para trpanos de dientes. Cuando se anota Dientes desgastados
PERFORACIN Y VOLADURA
Pgina 22
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
en trpanos de insertos, es adecuado observar y anotar autoafilado (SS) o
crestas achatadas (FC).
APLICANDO EL SISTEMA DE GRADUACIN A
DESGASTES
La mejor manera para comprender totalmente los beneficios inherentes al
sistema de graduacin de desgaste es ver su aplicacin en trpanos triconos. A
continuacin, se podr observar la graduacin de desgaste de tres trpanos .
Es importante recordar que en algunas instancias existir ms de un anlisis
correcto para cada trpano. Esto es posible si dos personas no coinciden en la
caracterstica principal de desgaste de las estructuras cortadoras o en cul puede
ser la otra caracterstica de desgaste.
GRADUACION DEL DESGASTE N1
El 1er. trpano fue graduado: 7,1,BT,M,E,I,WT,PR.
El trpano parece haberse desgastado al toparse contra una formacin ms dura
a la adecuada para este tipo. Esto se indica por la gran proporcin de dientes
rotos en las hileras interiores y por que el trpano fue sacado por baja
penetracin. La penetracin se redujo por la rotura de los dientes cuando el
trpano se top con la formacin ms dura. El peso excesivo en el trpano
tambin pudo haber causado este tipo de desgaste.
La aplicacin era correcta si la carrera era de duracin razonable, no hubo
evidencia de otra caracterstica de desgaste, los sellos estaban efectivos y el
trpano se sac en calibre. Sin embargo, si el trpano tuvo una carrera menor a
la esperada, probablemente la aplicacin no haya sido la corrcta. El trpano pudo
haber sido demasiado blando para la formacin, o puede haber sido corrido con
peso excesivo.
PERFORACIN Y VOLADURA
Pgina 23
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
GRADUACION DEL DESGASTE N2
Este trpano fue graduado: 5,8,WT,A,3,2,FC,HRS.
Este desgaste indica seleccin apropiada del trpano y aplicacin. No hay una
gran diferencia entre el desgaste de los insertos interiores y exteriores, lo cual
indica peso y rpm adecuados. WT (dientes desgastados) es una caracterstica de
desgaste comn en trpanos de insertos de carburo de tungsteno para
formaciones duras, contrariamente a los dientes astillados o rotos, que indican
excesivo peso y rpm. Cuando fue sacado, el trpano segua perforando bien por
que se anota Horas en la columna de Razn de Salida. Sin embargo, el trpano
estaba apenas fuera de calibre (2/16) en este punto y podra haber perdido ms
calibre si se hubiera dejado en el pozo. Esto refuerza la decisin de sacar el
trpano por horas de rotacin.
Una condicin del cojinete 3 en los cojinetes de aire sugiere que an queda
vida del cojinete. Como no haba trpanos ms duros disponibles, y el desgaste
indica que un trpano ms blando no hubiese sido adecuado, esta parece haber
sido la aplicacin correcta para el trpano.
GRADUADION DEL DESGASTE N3
PERFORACIN Y VOLADURA
Pgina 24
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
El tercer trpano fue graduado: 0,0,NO,A,E,I,LN,PP
Como no hay indicios de desgaste de estructuras cortadoras, el 0,0,NO,A se
utiliza para describir la estructura cortadora. Si este trpano hubiera sido corrido
durante mucho tiempo antes de perder una boquilla, este anlisis hubiera
indicado que era necesario un trpano ms blando, posiblemente un trpano de
dientes de acero, para este tramo. Si la carrera fue muy corta, es probable que la
boquilla no era la adecuada o estaba mal instalada. En este caso, no se puede
determinar si la aplicacin era la correcta o no.
BIBLIOGRAFA
PERFORACIN Y VOLADURA
Pgina 25
UNIVERSIDAD NACIONAL DE CAJAMARCA
FACULTAD DE INGENIERA
ESCUELA ACADMICO PROFESIONAL DE INGENIERA GEOLGICA
Hughes Christensen Company. The emblems and Hughes Christensen,
Tricone and MAX are registered trademarks of Hughes Christensen
Company. Endura, GT and High Flow are trademarks of Hughes Christensen
Company.
SMITH TOOL MANUAL GRADO DE DESGASTE
CONCLUSIONES
Los indicadores de desgaste de trepano son:
Aumento repentino de la torsin giratoria debido a cojinetes
desgastados
Cambio drstico de la tasa de penetracin
Use costo/ pie para determinar la vida til ptima del trpano
La estructura del diente fresado se crea al mecanizar metal fuera de un
cono sin punzar. Se cubren los dientes de acero con un revestimiento duro
de carburo de tungsteno para disminuir su desgaste.
PERFORACIN Y VOLADURA
Pgina 26
Das könnte Ihnen auch gefallen
- Las Biomoleculas y Su Estructura FuncionalDokument54 SeitenLas Biomoleculas y Su Estructura FuncionalIsrael Gcia MtnezNoch keine Bewertungen
- Ponencia Movimientos Estudiantiles Richard SantamariaDokument12 SeitenPonencia Movimientos Estudiantiles Richard SantamariaAna ParkerNoch keine Bewertungen
- Cómo Empezar A Estudiar FilosofíaDokument5 SeitenCómo Empezar A Estudiar FilosofíagarowNoch keine Bewertungen
- Coeficiente de DifusionDokument31 SeitenCoeficiente de DifusiongarowNoch keine Bewertungen
- Reglamento Memoria Título, Junio 2009, Res. #105, en Proceso-2 FINALDokument16 SeitenReglamento Memoria Título, Junio 2009, Res. #105, en Proceso-2 FINALRobert BrittNoch keine Bewertungen
- Wire Rope User Guide SpanishDokument40 SeitenWire Rope User Guide SpanishArmando Gomez100% (1)
- Red Miner A 1Dokument10 SeitenRed Miner A 1Paul Sarayasi QuispeNoch keine Bewertungen
- Piezas DesgasteDokument7 SeitenPiezas DesgastegarowNoch keine Bewertungen
- Administrador de CaletaDokument8 SeitenAdministrador de CaletagarowNoch keine Bewertungen
- Cálculo de Operación de Un Equipo de Movimiento de TierrasDokument4 SeitenCálculo de Operación de Un Equipo de Movimiento de TierrasWaldir Jesús Rodríguez JuárezNoch keine Bewertungen
- Como Primer Paso Se Deberá ObservarDokument7 SeitenComo Primer Paso Se Deberá ObservargarowNoch keine Bewertungen
- Introduccion Al Mantenimiento Minero-090320Dokument27 SeitenIntroduccion Al Mantenimiento Minero-090320sergiosanchezlang100% (1)
- El Cable de Acero Es Una Máquina SimpleDokument5 SeitenEl Cable de Acero Es Una Máquina SimplegarowNoch keine Bewertungen
- El Cable de Acero Es Una Máquina SimpleDokument5 SeitenEl Cable de Acero Es Una Máquina SimplegarowNoch keine Bewertungen
- Angula AaDokument6 SeitenAngula AagarowNoch keine Bewertungen
- Guia de Entrenamiento Basico Calistenia PDFDokument37 SeitenGuia de Entrenamiento Basico Calistenia PDFManuel Ortega69% (16)
- HOJA INFORMATIVA - Compulsa de DocumentosDokument1 SeiteHOJA INFORMATIVA - Compulsa de DocumentosJuan Marcelo Condori AyalaNoch keine Bewertungen
- Tubos AletadosDokument18 SeitenTubos AletadosVeronica LauraNoch keine Bewertungen
- Quiz - Escenario 3 - PRIMER BLOQUE-TEORICO - LIDERAZGO Y PENSAMIENTO ESTRATEGICO - (GRUPO B05)Dokument10 SeitenQuiz - Escenario 3 - PRIMER BLOQUE-TEORICO - LIDERAZGO Y PENSAMIENTO ESTRATEGICO - (GRUPO B05)servicio tecnicoNoch keine Bewertungen
- Evidencia 6 ContextoDokument7 SeitenEvidencia 6 ContextoPSIQUECRISTHIAN77Noch keine Bewertungen
- Fotográfo NereoDokument2 SeitenFotográfo NereoSebas CanossaNoch keine Bewertungen
- Curso de Mecánica Celeste: Rafael Cid PalaciosDokument66 SeitenCurso de Mecánica Celeste: Rafael Cid PalaciosLeo NoirNoch keine Bewertungen
- Fichas BibliograficasDokument5 SeitenFichas BibliograficasLeon Peña RamosNoch keine Bewertungen
- Metodología de La Investigación SampieriDokument39 SeitenMetodología de La Investigación SampieriRivasNoch keine Bewertungen
- Modelo Canvas Plantilla WordDokument3 SeitenModelo Canvas Plantilla Wordkarin irene huaringa farjeNoch keine Bewertungen
- Estudios de Estabilidad de Productos Farmacéuticos: Laboratorios Gabblan S.A.CDokument22 SeitenEstudios de Estabilidad de Productos Farmacéuticos: Laboratorios Gabblan S.A.Clucio obandoNoch keine Bewertungen
- RESUMEN Edmond LocardDokument2 SeitenRESUMEN Edmond LocardCeLi Aguirre Cz100% (1)
- Informe 5 - Compresion No ConfinadaDokument14 SeitenInforme 5 - Compresion No ConfinadaSamuel Llano DuranNoch keine Bewertungen
- PLANIFICACIÓN UNIDAD 2 Orientación 2° AñoDokument3 SeitenPLANIFICACIÓN UNIDAD 2 Orientación 2° AñoFamilia Obligado-aldoneyNoch keine Bewertungen
- CIRCULAR ADMINISTRATIVA NoDokument2 SeitenCIRCULAR ADMINISTRATIVA NoAlfonso RamirezNoch keine Bewertungen
- Tema 6 - Tuneles - Modulo 7 - Jun 2019Dokument30 SeitenTema 6 - Tuneles - Modulo 7 - Jun 2019Andrez CalderonNoch keine Bewertungen
- Tarea 3 Filosofia de La EducacionDokument4 SeitenTarea 3 Filosofia de La EducacionJohn SurielNoch keine Bewertungen
- Adiccion A Los Videojuegos y Sus RepercusionesDokument62 SeitenAdiccion A Los Videojuegos y Sus RepercusionesMelody Maza50% (2)
- Fiestas Patronales en LimaDokument2 SeitenFiestas Patronales en LimaLuis ValverdeNoch keine Bewertungen
- VDF GE ManualDokument202 SeitenVDF GE ManualcristianNoch keine Bewertungen
- 02 - Clase2 - Concepto de Desarrollo Sustentable PDFDokument51 Seiten02 - Clase2 - Concepto de Desarrollo Sustentable PDFJosé CatalánNoch keine Bewertungen
- Presentacion No.15. Vigilancia Epidemiologica.Dokument20 SeitenPresentacion No.15. Vigilancia Epidemiologica.Yuri Cruz100% (1)
- Guia Elementos 2do C2023Dokument102 SeitenGuia Elementos 2do C2023Pilar DíazNoch keine Bewertungen
- Nom Acta 2019computoDokument7 SeitenNom Acta 2019computoAnonymous oKF7mXuXNoch keine Bewertungen
- Valuacion de Opciones Europeas Con El Modelo de Volatilidad de HestonDokument151 SeitenValuacion de Opciones Europeas Con El Modelo de Volatilidad de HestonLópez EnriqueNoch keine Bewertungen
- El Cuaderno 117Dokument15 SeitenEl Cuaderno 117Maria Cecilia PeverelliNoch keine Bewertungen
- Guía de Información Financiera para Microempresas. Aplicación y Limitaciones en Sociedades UruguayasDokument23 SeitenGuía de Información Financiera para Microempresas. Aplicación y Limitaciones en Sociedades UruguayasBruno CeruzziNoch keine Bewertungen
- La Fotogrametria Terrestre en ESPAÑA (1914-1958)Dokument22 SeitenLa Fotogrametria Terrestre en ESPAÑA (1914-1958)Galdau Cosmin ConstantinNoch keine Bewertungen
- PROYECTO 2018 NuevoDokument56 SeitenPROYECTO 2018 NuevoAngel Molina67% (3)
- Fertiberia Informe Anual 2012Dokument145 SeitenFertiberia Informe Anual 2012Jorge Luis Reyes CarmeloNoch keine Bewertungen
- Existen Casos de Jóvenes de Tu Edad Que Han Logrado Un Cambio Significativo en Su ComunidadDokument5 SeitenExisten Casos de Jóvenes de Tu Edad Que Han Logrado Un Cambio Significativo en Su ComunidadLaura Sofia Aranda RestrepoNoch keine Bewertungen