Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Balancing & Alignment PDFDokument144 SeitenBalancing & Alignment PDFamirthraj74100% (3)
- ARP E Reliability Engineer CourseDokument4 SeitenARP E Reliability Engineer CourseLyonelNoch keine Bewertungen
- Qurayyah Combined Cycle Power Plant - SATDokument10 SeitenQurayyah Combined Cycle Power Plant - SATrenjithv_4100% (1)
- Root Cause Analysis TransformerDokument81 SeitenRoot Cause Analysis TransformerarsalanhamidNoch keine Bewertungen
- Bently Nevada Technical TrainingDokument22 SeitenBently Nevada Technical TrainingMohamed AslamNoch keine Bewertungen
- Jciinternalauditchecklist 160510164212Dokument14 SeitenJciinternalauditchecklist 160510164212Edmund Yoong75% (4)
- Condition Monitoring and Assessment For Rotating MachineryDokument22 SeitenCondition Monitoring and Assessment For Rotating MachineryMohamed KhaledNoch keine Bewertungen
- MECH826 Week01 MaintenanceStrategiesDokument65 SeitenMECH826 Week01 MaintenanceStrategiesNenad VujosevicNoch keine Bewertungen
- Vibration Sensors CatalogDokument104 SeitenVibration Sensors CatalogRodrigo Hernández AbarzúaNoch keine Bewertungen
- 2021 Asset Management and Maintenance Priorities Survey ReportDokument29 Seiten2021 Asset Management and Maintenance Priorities Survey ReportShashannk DoshiNoch keine Bewertungen
- Iso 9001 2008 Checklist Sample Rev 2-20-09usDokument8 SeitenIso 9001 2008 Checklist Sample Rev 2-20-09usRonaldSincheNoch keine Bewertungen
- Ultrasound Airborne-Structure Borne and IotDokument28 SeitenUltrasound Airborne-Structure Borne and Iotandreas pelapelaponNoch keine Bewertungen
- TWI JapanDokument128 SeitenTWI JapanNdt Elearning100% (1)
- Iso 17359 2018 en FR PDFDokument11 SeitenIso 17359 2018 en FR PDFcarlos patrickNoch keine Bewertungen
- Vibration Condition Monitoring Sample Report 1Dokument8 SeitenVibration Condition Monitoring Sample Report 1Mohamed Bin Ierous100% (2)
- 4.8 Inspection and Maintenance PhilosophyDokument10 Seiten4.8 Inspection and Maintenance PhilosophyMohamed KenawyNoch keine Bewertungen
- EPRI - Hydro Life Extension Modernization Guide - Vol 7 - Protection and ControlDokument206 SeitenEPRI - Hydro Life Extension Modernization Guide - Vol 7 - Protection and Controls_waqarNoch keine Bewertungen
- Working With Change Management in Service OutsourcingDokument20 SeitenWorking With Change Management in Service OutsourcingEdmund Yoong100% (1)
- Occupancy-Driven Energy ManagementDokument6 SeitenOccupancy-Driven Energy ManagementEdmund YoongNoch keine Bewertungen
- MK SensorDokument28 SeitenMK SensorEdmund YoongNoch keine Bewertungen
- Exercise - Word Match .: Words AnswerDokument2 SeitenExercise - Word Match .: Words AnswerEdmund YoongNoch keine Bewertungen
- KNX Solutions enDokument41 SeitenKNX Solutions enEdmund Yoong100% (1)
- T3-1 Gain Competitive Insights of Orchestry of SymphonyDokument109 SeitenT3-1 Gain Competitive Insights of Orchestry of SymphonyEdmund YoongNoch keine Bewertungen
- ISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementDokument106 SeitenISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementEdmund YoongNoch keine Bewertungen
- ISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementDokument106 SeitenISS 2020 Vision - Future of Outsourcing and Perspectives For Facility ManagementEdmund YoongNoch keine Bewertungen
- Indirect Cost Savings When OutsourcingDokument20 SeitenIndirect Cost Savings When OutsourcingEdmund YoongNoch keine Bewertungen
- HR Issues To Be Considered When Outsourcing ServicesDokument20 SeitenHR Issues To Be Considered When Outsourcing ServicesEdmund YoongNoch keine Bewertungen
- ISS 2020 VisionDokument88 SeitenISS 2020 VisionEdmund YoongNoch keine Bewertungen
- ISS 2020 Future of Service Management White Book October 2016Dokument144 SeitenISS 2020 Future of Service Management White Book October 2016Edmund YoongNoch keine Bewertungen
- Sustainability PDFDokument24 SeitenSustainability PDFEdmund YoongNoch keine Bewertungen
- Smart Meter PresenceDokument14 SeitenSmart Meter PresenceEdmund YoongNoch keine Bewertungen
- Benchmarking For Facility Professionals Ifma Foundation Whitepaper SmallDokument102 SeitenBenchmarking For Facility Professionals Ifma Foundation Whitepaper SmallEdmund YoongNoch keine Bewertungen
- Defining Service Excellence in Facility ManagementDokument16 SeitenDefining Service Excellence in Facility ManagementEdmund YoongNoch keine Bewertungen
- Creating A Security Request For ProposalDokument16 SeitenCreating A Security Request For ProposalEdmund YoongNoch keine Bewertungen
- T3-1 Gain Competitive Insights of Orchestry of SymphonyDokument109 SeitenT3-1 Gain Competitive Insights of Orchestry of SymphonyEdmund YoongNoch keine Bewertungen
- Sensors Used in Power Sources For IoEDokument33 SeitenSensors Used in Power Sources For IoEKiran KirruNoch keine Bewertungen
- Low-Cost Coarse AirborneDokument6 SeitenLow-Cost Coarse AirborneEdmund YoongNoch keine Bewertungen
- KNX Solutions enDokument41 SeitenKNX Solutions enEdmund Yoong100% (1)
- Household Occupancy Monitoring Using Electricity MetersDokument12 SeitenHousehold Occupancy Monitoring Using Electricity MetersEdmund YoongNoch keine Bewertungen
- Energy Efficient HVAC System With Distributed Sensing and ControlDokument10 SeitenEnergy Efficient HVAC System With Distributed Sensing and ControlEdmund YoongNoch keine Bewertungen
- MK SensorDokument28 SeitenMK SensorEdmund YoongNoch keine Bewertungen
- Energy Efficiency in LaboratoriesDokument9 SeitenEnergy Efficiency in LaboratoriesEdmund YoongNoch keine Bewertungen
- Code For Environmental Sustainability of BuildingsDokument136 SeitenCode For Environmental Sustainability of BuildingsJosé Manuel M. S. SousaNoch keine Bewertungen
- CV Seshan SrirangarajanDokument6 SeitenCV Seshan SrirangarajanEdmund YoongNoch keine Bewertungen
- CRE SustainabilityDokument28 SeitenCRE SustainabilityEdmund YoongNoch keine Bewertungen
- (Brochure) Bell Less Top Charging System enDokument6 Seiten(Brochure) Bell Less Top Charging System enKaneNoch keine Bewertungen
- Condition Monitoring System For Hydro TurbinesDokument4 SeitenCondition Monitoring System For Hydro TurbinesEng Bagaragaza RomualdNoch keine Bewertungen
- Centre For Vibration Analysis Calander-FDokument2 SeitenCentre For Vibration Analysis Calander-FmustafaNoch keine Bewertungen
- Terminologia IIDokument23 SeitenTerminologia IIrbuitron-1Noch keine Bewertungen
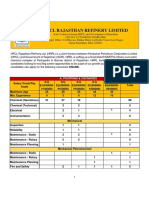
- HRRL E1 E4Dokument35 SeitenHRRL E1 E4Sanket DhandeNoch keine Bewertungen
- An Approach of Condition Monitoring of Induction Motor Using MCSADokument5 SeitenAn Approach of Condition Monitoring of Induction Motor Using MCSAAhmad TaheriNoch keine Bewertungen
- فهرست استانداردهای ISO در زمینهDokument3 Seitenفهرست استانداردهای ISO در زمینهMorteza Shakerien100% (1)
- Engr. Zain Bin Khalid: S T A P - LTDDokument2 SeitenEngr. Zain Bin Khalid: S T A P - LTDAnonymous 2NUim1i8L4Noch keine Bewertungen
- GE Roots Compressors BrochureDokument11 SeitenGE Roots Compressors BrochureLeon Sanchez100% (1)
- High Temperature Acceleration System DatasheetDokument12 SeitenHigh Temperature Acceleration System DatasheetWorachai SudjaiNoch keine Bewertungen
- Uptime For Wind TurbinesDokument12 SeitenUptime For Wind Turbinesuamiranda3518Noch keine Bewertungen
- SLPP Question Paper-O&M1Dokument8 SeitenSLPP Question Paper-O&M1rameshNoch keine Bewertungen
- Vibration Signals of Reciprocating Compressor Valves: Paweł Białek, Piotr BielawskiDokument7 SeitenVibration Signals of Reciprocating Compressor Valves: Paweł Białek, Piotr BielawskigateauxboyNoch keine Bewertungen
- Failure Analysis of Belt Conveyor SystemsDokument17 SeitenFailure Analysis of Belt Conveyor SystemsGogyNoch keine Bewertungen
- 2300-CD R-A Clean Diesel CatalogDokument122 Seiten2300-CD R-A Clean Diesel CatalogRuben D Esteban HNoch keine Bewertungen