Das könnte Ihnen auch gefallen
- Qb78 Co Pellet Rifle: Text and Photos by George Fox LangDokument8 SeitenQb78 Co Pellet Rifle: Text and Photos by George Fox LangLaszlo CsokNoch keine Bewertungen
- QB78 CO2 Air Rifle TuningDokument14 SeitenQB78 CO2 Air Rifle Tuningaakk75100% (7)
- QB78 TuneDokument11 SeitenQB78 TuneSadBoiH0urs 1100% (1)
- Instruction Manual For SMK Xs78 Qb78 .22calDokument12 SeitenInstruction Manual For SMK Xs78 Qb78 .22calgorlanNoch keine Bewertungen
- Stripping and Servicing The Theoben Rapid 7111Dokument8 SeitenStripping and Servicing The Theoben Rapid 7111graham487775% (4)
- Barrel RemovalDokument2 SeitenBarrel Removalgraham4877Noch keine Bewertungen
- Rapid Range Technical Information SheetDokument2 SeitenRapid Range Technical Information Sheetgraham487767% (3)
- Rapid Bolt Assembly InstuctionsDokument1 SeiteRapid Bolt Assembly Instuctionsgraham4877Noch keine Bewertungen
- Instructions for Stripping and Reassembling RiflesDokument28 SeitenInstructions for Stripping and Reassembling RiflesMaximiliano GarciaNoch keine Bewertungen
- SHTF 50Dokument6 SeitenSHTF 50Tonyf6188Noch keine Bewertungen
- Manuale CZ200Dokument11 SeitenManuale CZ200gatto61Noch keine Bewertungen
- Crosman 160 Factory Service ManualDokument9 SeitenCrosman 160 Factory Service ManualJust4Him100% (2)
- French St-Etienne Model 1774 Flintlock Musket PhotosDokument7 SeitenFrench St-Etienne Model 1774 Flintlock Musket Photoseppg82Noch keine Bewertungen
- RAPIDID TRIGGER Standard Sporter Trigger For The Rapid RangeDokument1 SeiteRAPIDID TRIGGER Standard Sporter Trigger For The Rapid Rangegraham48770% (1)
- WheelHorse Hydraulic Lift Accessory 8-4121Dokument4 SeitenWheelHorse Hydraulic Lift Accessory 8-4121Kevins Small Engine and Tractor ServiceNoch keine Bewertungen
- Crosman 400 RepeaterDokument8 SeitenCrosman 400 RepeaterJust4Him100% (2)
- ChicopeerfDokument15 SeitenChicopeerfRomG78Noch keine Bewertungen
- Uzi Carbine Fixed Stock InstallationDokument4 SeitenUzi Carbine Fixed Stock Installationelvergonzalez1Noch keine Bewertungen
- Rapid Field Target SpecsDokument1 SeiteRapid Field Target Specsgraham4877Noch keine Bewertungen
- Model E Parts List Sheridan 5Mm Co, Pistol: Ref. Part No. No. Part NameDokument3 SeitenModel E Parts List Sheridan 5Mm Co, Pistol: Ref. Part No. No. Part NameJust4HimNoch keine Bewertungen
- Cleaning Your Barrel With A Pull ThroughDokument1 SeiteCleaning Your Barrel With A Pull Throughgraham4877Noch keine Bewertungen
- 870 Detent Staking PunchDokument1 Seite870 Detent Staking PunchZardoz1090Noch keine Bewertungen
- Product Instructions - Flat Bending Jig InstructionsDokument34 SeitenProduct Instructions - Flat Bending Jig InstructionsDale WadeNoch keine Bewertungen
- ??????zzzzzzzzzzzzzzzzzzzzzz!é:1: Patented Sept. 24, 1901Dokument7 Seiten??????zzzzzzzzzzzzzzzzzzzzzz!é:1: Patented Sept. 24, 1901Слэйтер Строительная компания100% (1)
- Rapid Mk1 Pressure IndicatorDokument1 SeiteRapid Mk1 Pressure Indicatorgraham4877Noch keine Bewertungen
- Us 4207797Dokument7 SeitenUs 4207797fghdfjerNoch keine Bewertungen
- IAI Automag III PDFDokument11 SeitenIAI Automag III PDFab212amisarNoch keine Bewertungen
- Sig Mosquito Dis-Assemble and Re-AssembleDokument28 SeitenSig Mosquito Dis-Assemble and Re-Assemblercol8314100% (1)
- NAA .32 ACP专利 PDFDokument8 SeitenNAA .32 ACP专利 PDFJin SongNoch keine Bewertungen
- Rapid Range Servicing InstructionsDokument2 SeitenRapid Range Servicing Instructionsgraham4877Noch keine Bewertungen
- A Team PCP Tuning ProceduresDokument4 SeitenA Team PCP Tuning ProceduresBruno SilvaNoch keine Bewertungen
- 71-77 Dies AccessoriesDokument7 Seiten71-77 Dies Accessoriesradio-chaserNoch keine Bewertungen
- CarriageDokument25 SeitenCarriageSamir SinghNoch keine Bewertungen
- Automat M 56Dokument23 SeitenAutomat M 56percyolivas100% (1)
- Patented Nov. I3, 900.: A. V0N Zeke A. K. RédlDokument3 SeitenPatented Nov. I3, 900.: A. V0N Zeke A. K. Rédlcll1968Noch keine Bewertungen
- Patented June 1, 1901. No. 675,999.: L. HellfritzschDokument4 SeitenPatented June 1, 1901. No. 675,999.: L. HellfritzschСлэйтер Строительная компанияNoch keine Bewertungen
- Ifle ASIX, Inc.: Instruction Sheet For Rifle Basix Cz-52 CZ 452 Bolt Action Rimfire RiflesDokument1 SeiteIfle ASIX, Inc.: Instruction Sheet For Rifle Basix Cz-52 CZ 452 Bolt Action Rimfire Riflesjean.phNoch keine Bewertungen
- Crosmanm 1Dokument21 SeitenCrosmanm 1resister100% (1)
- The Model 1903 Springfield Rifle and Its Variations - Joe Poyer - 2008Dokument235 SeitenThe Model 1903 Springfield Rifle and Its Variations - Joe Poyer - 2008adminNoch keine Bewertungen
- Remington 572Dokument6 SeitenRemington 572Tuna's Firearm SalesNoch keine Bewertungen
- Old Model B392-OM1Dokument9 SeitenOld Model B392-OM1Just4HimNoch keine Bewertungen
- Ruger 22-45 Bolt Dis AssemblyDokument3 SeitenRuger 22-45 Bolt Dis Assemblyapi-3840428100% (3)
- ' Aug. 5, 1930. B. A. Revelli: Filed April' 22, 192sDokument4 Seiten' Aug. 5, 1930. B. A. Revelli: Filed April' 22, 192sЮрий РуденкоNoch keine Bewertungen
- M1-M14 Conversion US3362095Dokument3 SeitenM1-M14 Conversion US3362095apoorva singhNoch keine Bewertungen
- Instruction Manual Slavia 634 enDokument14 SeitenInstruction Manual Slavia 634 enzeniek50% (2)
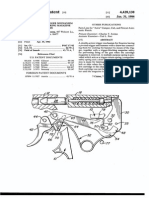
- United States Patent 1111 3,595,128Dokument9 SeitenUnited States Patent 1111 3,595,128rte678Noch keine Bewertungen
- Budischowsky Tp-70Dokument5 SeitenBudischowsky Tp-70JustinNoch keine Bewertungen
- Ruger Mark IV Tactical Spec SheetDokument1 SeiteRuger Mark IV Tactical Spec SheetAmmoLand Shooting Sports NewsNoch keine Bewertungen
- The Arisaka Rifle: Disassembly InstructionsDokument12 SeitenThe Arisaka Rifle: Disassembly InstructionsSerteco Coleccionista MilitariaNoch keine Bewertungen
- Shrapnel Shell Manufacture 1915 1Dokument312 SeitenShrapnel Shell Manufacture 1915 1Andrej Buber100% (2)
- Percussion Lock TerminologyDokument2 SeitenPercussion Lock TerminologyCharlie0% (1)
- TM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part1Dokument19 SeitenTM-9-1005-301-30 Repair Wood Fibre Plastic Components of Weapons Part1browar444Noch keine Bewertungen
- A. Ghuohu.: (No Model.)Dokument3 SeitenA. Ghuohu.: (No Model.)dgfsduuwio100% (1)
- Evanix Tactical Sniper Owners ManualDokument16 SeitenEvanix Tactical Sniper Owners ManualDavid DeMack II100% (1)
- Construction and Manufacture of AutomobilesVon EverandConstruction and Manufacture of AutomobilesBewertung: 5 von 5 Sternen5/5 (1)
- CWP OverhaulingDokument4 SeitenCWP OverhaulingJINDE VINAYNoch keine Bewertungen
- Wilroy: Conversion Kit Instruction ManualDokument4 SeitenWilroy: Conversion Kit Instruction ManualrudrakrNoch keine Bewertungen
- Cr250 Engine Service ManualDokument21 SeitenCr250 Engine Service ManualGary Cline100% (1)
- Accent Cylinder Head AssemblyDokument30 SeitenAccent Cylinder Head Assemblyflash_24014910Noch keine Bewertungen
- XL Series Actuators 1: Installation, Operating and Maintenance InstructionsDokument8 SeitenXL Series Actuators 1: Installation, Operating and Maintenance InstructionsFranco M. CaverzanNoch keine Bewertungen
- Cetme: Special Purpose Assault MACHINEGUN 5.56x45Dokument24 SeitenCetme: Special Purpose Assault MACHINEGUN 5.56x45Jon MorenoNoch keine Bewertungen
- Double Stack Mag 22LR US8776419Dokument21 SeitenDouble Stack Mag 22LR US8776419sjdarkman19300% (1)
- Building a Liftable Propulsion SystemDokument50 SeitenBuilding a Liftable Propulsion SystemEwerton MonteiroNoch keine Bewertungen
- Us7739821 PDFDokument12 SeitenUs7739821 PDFsjdarkman1930100% (1)
- SIG556 MiniManualDokument104 SeitenSIG556 MiniManualsjdarkman1930100% (1)
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDokument15 SeitenThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (121)
- The Construction and Operation of The Air Gun. Vol. 1Dokument111 SeitenThe Construction and Operation of The Air Gun. Vol. 1sjdarkman193067% (3)
- Long Tail BoatDokument71 SeitenLong Tail Boatceaseless_way100% (1)
- Uzi Family Diagrams PDFDokument7 SeitenUzi Family Diagrams PDFsjdarkman1930100% (1)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Dokument21 SeitenDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (21)
- Simple Homemade Pistol Pit-Bull-1Dokument22 SeitenSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (1)
- Sas12 Shotgun ExplodedDokument8 SeitenSas12 Shotgun Explodedsjdarkman1930Noch keine Bewertungen
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Dokument16 SeitenThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (67)
- Single Lip Cutter D-BitDokument2 SeitenSingle Lip Cutter D-Bitsjdarkman1930Noch keine Bewertungen
- The Construction and Operation of The Air Gun. Vol. 2 PDFDokument85 SeitenThe Construction and Operation of The Air Gun. Vol. 2 PDFsjdarkman1930100% (7)
- Model 99 Exploded ViewDokument1 SeiteModel 99 Exploded ViewtophunterNoch keine Bewertungen
- Mauser BoltDokument11 SeitenMauser Boltsjdarkman1930100% (1)
- Off Set CenterDokument1 SeiteOff Set CenterFrenchwolf420Noch keine Bewertungen
- Mk18 Mod1 SBR RifleDokument21 SeitenMk18 Mod1 SBR Riflesjdarkman1930Noch keine Bewertungen
- m14 DisassemblyDokument52 Seitenm14 Disassemblydeolexrex100% (12)
- G0355Dokument52 SeitenG0355sjdarkman1930100% (1)
- Making and Using Reamers: Part 1Dokument50 SeitenMaking and Using Reamers: Part 1angelines123Noch keine Bewertungen
- Enfield No4 Bolt DisassemblyDokument20 SeitenEnfield No4 Bolt Disassemblydeolexrex100% (3)
- Importer of RTV Silicone Rubber For MoldingDokument1 SeiteImporter of RTV Silicone Rubber For Moldingsjdarkman1930Noch keine Bewertungen
- British Enfield Rifles - NRA American Rifleman Reprint - OcrDokument28 SeitenBritish Enfield Rifles - NRA American Rifleman Reprint - Ocrmaxi29999Noch keine Bewertungen
- eBOOK Mike - Brooks - Longrifle - Building - Tutorial PDFDokument118 SeiteneBOOK Mike - Brooks - Longrifle - Building - Tutorial PDFsjdarkman1930Noch keine Bewertungen
- 6DZE1 Rifle Making in The Great Smokey MountainsDokument21 Seiten6DZE1 Rifle Making in The Great Smokey MountainsRobert Powell100% (3)
- eBOOK - Poor Man's RPG PDFDokument156 SeiteneBOOK - Poor Man's RPG PDFsjdarkman1930100% (10)
- Breechloading Flintlock PDFDokument12 SeitenBreechloading Flintlock PDFsjdarkman1930100% (1)
- Brownel's Barrel Liner Instalation Guide PDFDokument12 SeitenBrownel's Barrel Liner Instalation Guide PDFsjdarkman1930Noch keine Bewertungen
- 200 & 300 Series: Diesel Fuel/Water SeparatorsDokument8 Seiten200 & 300 Series: Diesel Fuel/Water SeparatorsJesús Manuel Paz GonzálezNoch keine Bewertungen
- Material Listing AdvancedDokument231 SeitenMaterial Listing AdvancedTrigNoch keine Bewertungen
- 95-410-762-000 2006 Pike Reba RVL Dual Air Service Guide - 0 PDFDokument11 Seiten95-410-762-000 2006 Pike Reba RVL Dual Air Service Guide - 0 PDFΝικολαος ΕλληναςNoch keine Bewertungen
- Cuno Polyklean Filters CDokument8 SeitenCuno Polyklean Filters CCarlos BarriosNoch keine Bewertungen
- Caterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix AFW) Service Repair Manual (AFW00001 and Up) PDFDokument23 SeitenCaterpillar Cat 303.5 Mini Hydraulic Excavator (Prefix AFW) Service Repair Manual (AFW00001 and Up) PDFfkdmma100% (1)
- Manual Horton DrivemasterDokument36 SeitenManual Horton DrivemasterJonathan Francisco Perez Ayala100% (2)
- 336D Cat Swivell AsemblyDokument2 Seiten336D Cat Swivell AsemblyAlicia SerjeNoch keine Bewertungen
- Challenger Mission ReportsDokument32 SeitenChallenger Mission Reportsvictorhs258100% (1)
- 4 L 60 eDokument8 Seiten4 L 60 eJesus Veliz100% (1)
- Sheet 1Dokument180 SeitenSheet 1Kadri HelmiNoch keine Bewertungen
- Plug SystemsDokument35 SeitenPlug SystemsMalek r.i.pNoch keine Bewertungen
- Cable Heaters Mini K-RINGDokument2 SeitenCable Heaters Mini K-RINGEliasNoch keine Bewertungen
- 30rh 31rh 32rh A904 A998 A999 PDFDokument18 Seiten30rh 31rh 32rh A904 A998 A999 PDFjperez_450881Noch keine Bewertungen
- Littelfuse Fuse Holder 342 Military Datasheet PDFDokument2 SeitenLittelfuse Fuse Holder 342 Military Datasheet PDFJORDINoch keine Bewertungen
- Purifer ServiceDokument15 SeitenPurifer ServiceAbhinav VermaNoch keine Bewertungen
- Ficha Tecnica Hidrante MuellerDokument6 SeitenFicha Tecnica Hidrante Muellerericpardo59Noch keine Bewertungen
- Laminova 1Dokument10 SeitenLaminova 1StefanPieterNoch keine Bewertungen
- GEARTEK PUMP SERVICE INSTRUCTIONSDokument8 SeitenGEARTEK PUMP SERVICE INSTRUCTIONSLorenzoNoch keine Bewertungen
- LIFT - CYLINDERS 10 03 srm0135Dokument36 SeitenLIFT - CYLINDERS 10 03 srm0135carlos maradiagaNoch keine Bewertungen
- Scardana: Yanmar Engine Model: 6Aym-Wet With Serial #'S: 5676, 5675, 5673, 5674Dokument2 SeitenScardana: Yanmar Engine Model: 6Aym-Wet With Serial #'S: 5676, 5675, 5673, 5674Rascille MagonNoch keine Bewertungen
- Mascot CVDokument20 SeitenMascot CVNam Nguyen TrongNoch keine Bewertungen
- Mercury Gear Case ComponentsDokument43 SeitenMercury Gear Case Componentswguenon100% (1)
- Knorr Air Drier Service ManualDokument24 SeitenKnorr Air Drier Service Manualsengottaiyan100% (1)
- Rotary Seals PDFDokument59 SeitenRotary Seals PDFseung bong kangNoch keine Bewertungen
- Service Manual 1.8 - 02.07 - UK Software 3.3.7Dokument113 SeitenService Manual 1.8 - 02.07 - UK Software 3.3.7Ali80% (5)
- Delkom Grup: Hydraulic Rock Drill H F X 5 TDokument20 SeitenDelkom Grup: Hydraulic Rock Drill H F X 5 TStgo Turco100% (1)
- Orbit Double Acting ActuatorDokument26 SeitenOrbit Double Acting Actuatorkeertiraj09Noch keine Bewertungen
- FM GOETZE Face Seals Catalogue en April2010Dokument44 SeitenFM GOETZE Face Seals Catalogue en April2010Jigar M. Upadhyay100% (2)
- LUBPROD - ENG.1910.LTR SMDokument12 SeitenLUBPROD - ENG.1910.LTR SMJeff LNoch keine Bewertungen