Das könnte Ihnen auch gefallen
- Simple Boring BarDokument3 SeitenSimple Boring BarMike Nichlos100% (1)
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsVon EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNoch keine Bewertungen
- Center Punch Grinding JigDokument2 SeitenCenter Punch Grinding JigmododanNoch keine Bewertungen
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheVon EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Building: LatheDokument60 SeitenBuilding: LathePierre799es86% (7)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsVon EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNoch keine Bewertungen
- 1946 Rusnok Mill Heads CatDokument25 Seiten1946 Rusnok Mill Heads CatfgrefeNoch keine Bewertungen
- Ins Ha Per 1Dokument5 SeitenIns Ha Per 1David SaylorNoch keine Bewertungen
- Forcing Cone and Throat ReamingDokument5 SeitenForcing Cone and Throat Reamingrooster59Noch keine Bewertungen
- A Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialVon EverandA Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialNoch keine Bewertungen
- Lathe-Milling AttachmentDokument4 SeitenLathe-Milling AttachmentFrenchwolf420Noch keine Bewertungen
- 3 in 1 MachineDokument5 Seiten3 in 1 Machinemarandan85100% (1)
- Web QCGBDokument19 SeitenWeb QCGBpramponiNoch keine Bewertungen
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsVon EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNoch keine Bewertungen
- Emco Unimat Lathe AccessoriesDokument1 SeiteEmco Unimat Lathe Accessoriesjose garofanoNoch keine Bewertungen
- Series 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsDokument8 SeitenSeries 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsTomas MalyNoch keine Bewertungen
- Turning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningVon EverandTurning Lathes - A Manual For Technical Schools And Apprentices - A Guide To Turning, Screw-Cutting Metal SpinningBewertung: 2.5 von 5 Sternen2.5/5 (2)
- Functional Composite Materials: Manufacturing Technology and Experimental ApplicationVon EverandFunctional Composite Materials: Manufacturing Technology and Experimental ApplicationNoch keine Bewertungen
- Grinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogDokument11 SeitenGrinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogredneckrepairsNoch keine Bewertungen
- Quick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListDokument10 SeitenQuick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListfejlongNoch keine Bewertungen
- Ajax Model Engineer 1947Dokument4 SeitenAjax Model Engineer 1947Stewart RunnallsNoch keine Bewertungen
- Tramming A MillDokument13 SeitenTramming A Millva3ttn100% (2)
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDokument13 SeitenGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- How To Formulate Parkerizing SolutionDokument3 SeitenHow To Formulate Parkerizing SolutionOtter1zNoch keine Bewertungen
- ReamersDokument1 SeiteReamersvikash kumarNoch keine Bewertungen
- Campbell Unimat PriceList - 1983Dokument5 SeitenCampbell Unimat PriceList - 1983kriskee13Noch keine Bewertungen
- 149-Workshop Hints & TipsDokument1 Seite149-Workshop Hints & TipssyllavethyjimNoch keine Bewertungen
- The Book of the Springfield: A Textbook Covering all the Various Military and Sporting Rifles Chambered for the Caliber .30 Model 1906 Cartridge; Their Metallic and Telescopic Sights and the Ammunition Suited to ThemVon EverandThe Book of the Springfield: A Textbook Covering all the Various Military and Sporting Rifles Chambered for the Caliber .30 Model 1906 Cartridge; Their Metallic and Telescopic Sights and the Ammunition Suited to ThemBewertung: 2 von 5 Sternen2/5 (1)
- Lathe Chuck Backplate FittingDokument2 SeitenLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Myford 7 Series - Inspection Sheet PDFDokument3 SeitenMyford 7 Series - Inspection Sheet PDFRichardScribed100% (1)
- Quorn User Manual PDFDokument31 SeitenQuorn User Manual PDFtaiwest100% (1)
- Parts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.ADokument16 SeitenParts Price List Atlas Milli NG Machine: Atlas Press Company - Kalamazoo 13D Michigan - U.S.Ataxmac100% (2)
- ACESORIOScatalog PDFDokument80 SeitenACESORIOScatalog PDFlmelmelmeNoch keine Bewertungen
- For Precision Surfaces: Hand ScrapingDokument8 SeitenFor Precision Surfaces: Hand ScrapingnarendragahlotNoch keine Bewertungen
- Construction and Manufacture of AutomobilesVon EverandConstruction and Manufacture of AutomobilesBewertung: 5 von 5 Sternen5/5 (1)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Von EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Noch keine Bewertungen
- Tel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Dokument4 SeitenTel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Radim KadlecNoch keine Bewertungen
- MyfordDokument1 SeiteMyfordPeanut d. DestroyerNoch keine Bewertungen
- Toolpost Attachment For A High Speed Rotary ToolDokument32 SeitenToolpost Attachment For A High Speed Rotary Toolkokisko100% (1)
- The Shape of The Cone of The Twist Drills Unit-2Dokument5 SeitenThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaNoch keine Bewertungen
- Lathes and Lathe Machining OperationsDokument18 SeitenLathes and Lathe Machining Operationssarasrisam100% (1)
- Mini-Lathe Cross Slide Extension and Thrust Bearing Mod PDFDokument7 SeitenMini-Lathe Cross Slide Extension and Thrust Bearing Mod PDFCody McCormackNoch keine Bewertungen
- V Po-To 3Dokument60 SeitenV Po-To 3Pierre799es100% (1)
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Von EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Bewertung: 5 von 5 Sternen5/5 (1)
- Pneumatic Air Graver From BoltDokument69 SeitenPneumatic Air Graver From BoltRuger B.Noch keine Bewertungen
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsVon EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNoch keine Bewertungen
- Threading Operations of Lathe SystemDokument37 SeitenThreading Operations of Lathe SystemResshille Ann T. SalleyNoch keine Bewertungen
- Double Stack Mag 22LR US8776419Dokument21 SeitenDouble Stack Mag 22LR US8776419sjdarkman19300% (1)
- Sistema de PropulsãoDokument50 SeitenSistema de PropulsãoEwerton MonteiroNoch keine Bewertungen
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Dokument21 SeitenDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (22)
- Uzi Family Diagrams PDFDokument7 SeitenUzi Family Diagrams PDFsjdarkman1930100% (1)
- Long Tail BoatDokument71 SeitenLong Tail Boatceaseless_way100% (1)
- Cetme: Special Purpose Assault MACHINEGUN 5.56x45Dokument24 SeitenCetme: Special Purpose Assault MACHINEGUN 5.56x45Jon MorenoNoch keine Bewertungen
- Us7739821 PDFDokument12 SeitenUs7739821 PDFsjdarkman1930100% (1)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Dokument16 SeitenThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (68)
- The Construction and Operation of The Air Gun. Vol. 1Dokument111 SeitenThe Construction and Operation of The Air Gun. Vol. 1sjdarkman193067% (3)
- SIG556 MiniManualDokument104 SeitenSIG556 MiniManualsjdarkman1930100% (1)
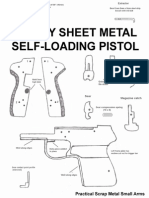
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDokument15 SeitenThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (122)
- Simple Homemade Pistol Pit-Bull-1Dokument22 SeitenSimple Homemade Pistol Pit-Bull-1sjdarkman1930100% (2)
- The Construction and Operation of The Air Gun. Vol. 2 PDFDokument85 SeitenThe Construction and Operation of The Air Gun. Vol. 2 PDFsjdarkman1930100% (7)
- Off Set CenterDokument1 SeiteOff Set CenterFrenchwolf420Noch keine Bewertungen
- G0355Dokument52 SeitenG0355sjdarkman1930100% (1)
- Sas12 Shotgun ExplodedDokument8 SeitenSas12 Shotgun Explodedsjdarkman1930Noch keine Bewertungen
- Mk18 Mod1 SBR RifleDokument21 SeitenMk18 Mod1 SBR Riflesjdarkman1930Noch keine Bewertungen
- Mauser BoltDokument11 SeitenMauser Boltsjdarkman1930100% (1)
- 6DZE1 Rifle Making in The Great Smokey MountainsDokument21 Seiten6DZE1 Rifle Making in The Great Smokey MountainsRobert Powell100% (3)
- Model 99 Exploded ViewDokument1 SeiteModel 99 Exploded ViewtophunterNoch keine Bewertungen
- Making and Using Reamers: Part 1Dokument50 SeitenMaking and Using Reamers: Part 1angelines123Noch keine Bewertungen
- m14 DisassemblyDokument52 Seitenm14 Disassemblydeolexrex100% (12)
- Importer of RTV Silicone Rubber For MoldingDokument1 SeiteImporter of RTV Silicone Rubber For Moldingsjdarkman1930Noch keine Bewertungen
- Enfield No4 Bolt DisassemblyDokument20 SeitenEnfield No4 Bolt Disassemblydeolexrex100% (3)
- British Enfield Rifles - NRA American Rifleman Reprint - OcrDokument28 SeitenBritish Enfield Rifles - NRA American Rifleman Reprint - Ocrmaxi29999Noch keine Bewertungen
- Brownel's Barrel Liner Instalation Guide PDFDokument12 SeitenBrownel's Barrel Liner Instalation Guide PDFsjdarkman1930Noch keine Bewertungen
- eBOOK Mike - Brooks - Longrifle - Building - Tutorial PDFDokument118 SeiteneBOOK Mike - Brooks - Longrifle - Building - Tutorial PDFsjdarkman1930Noch keine Bewertungen
- eBOOK - Poor Man's RPG PDFDokument156 SeiteneBOOK - Poor Man's RPG PDFsjdarkman1930100% (10)
- Breechloading Flintlock PDFDokument12 SeitenBreechloading Flintlock PDFsjdarkman1930100% (1)
- Lab Manual TA211 (2023-2024 - SEM I)Dokument38 SeitenLab Manual TA211 (2023-2024 - SEM I)Shrasti sahuNoch keine Bewertungen
- Suresh 2013Dokument4 SeitenSuresh 2013suresh_04enggNoch keine Bewertungen
- General Arrangemnts, Isometric Views and Bill of Materials Vacuum Engine Named "Acff1" by C.FournierDokument3 SeitenGeneral Arrangemnts, Isometric Views and Bill of Materials Vacuum Engine Named "Acff1" by C.FournierLe TruongNoch keine Bewertungen
- PDC - Terminology and MechanicsDokument17 SeitenPDC - Terminology and MechanicsKaleem UllahNoch keine Bewertungen
- Metric ThreadDokument18 SeitenMetric ThreadjaydeepsinhNoch keine Bewertungen
- P 1483 BG - pg10 16Dokument7 SeitenP 1483 BG - pg10 16Larry Vilca DelgadoNoch keine Bewertungen
- About Welding Process 27Dokument1 SeiteAbout Welding Process 27XerexNoch keine Bewertungen
- Zoki Zavarivanje PDFDokument46 SeitenZoki Zavarivanje PDFDejanNoch keine Bewertungen
- Temperature of 17000C To Room Temperature of 250C. Take The Fusion Temperature From Any Reference BookDokument2 SeitenTemperature of 17000C To Room Temperature of 250C. Take The Fusion Temperature From Any Reference BookAshok PradhanNoch keine Bewertungen
- Manufacturing1 Lab4Dokument9 SeitenManufacturing1 Lab4Khadija AlkaabiNoch keine Bewertungen
- Spare Parts Side Door ElevatorDokument9 SeitenSpare Parts Side Door ElevatorAnthony WaaliaNoch keine Bewertungen
- AGA Aluminum Welding BrochureDokument16 SeitenAGA Aluminum Welding Brochureaghosh704Noch keine Bewertungen
- Answer Book - (Section-2 Tooling)Dokument27 SeitenAnswer Book - (Section-2 Tooling)Sagar PatelNoch keine Bewertungen
- MAPAL CPMill Ball Track Milling Cutters enDokument8 SeitenMAPAL CPMill Ball Track Milling Cutters enPlant Head PrasadNoch keine Bewertungen
- Superbolt Dimension-List Torque-Guidelines MT UncDokument1 SeiteSuperbolt Dimension-List Torque-Guidelines MT UncaputraNoch keine Bewertungen
- Threading - 2023.1Dokument492 SeitenThreading - 2023.1gkhnNoch keine Bewertungen
- Milling-Parameters Tooling BlockDokument22 SeitenMilling-Parameters Tooling BlockJan VaandragerNoch keine Bewertungen
- How To Make A Folding Machine For Sheet Metal Work 1981Dokument64 SeitenHow To Make A Folding Machine For Sheet Metal Work 1981hawktripNoch keine Bewertungen
- Defectology NDT Final Edit PDFDokument132 SeitenDefectology NDT Final Edit PDFIdjzulz Zulkifli100% (1)
- Ch-8.2 Screw Thread ManufacturingDokument18 SeitenCh-8.2 Screw Thread ManufacturingPrateek Bayal0% (2)
- Hand Tools ListDokument20 SeitenHand Tools Listsaravana832004Noch keine Bewertungen
- JUNE 2022 Surplus Record Machinery & Equipment DirectoryDokument718 SeitenJUNE 2022 Surplus Record Machinery & Equipment DirectorySurplus Record100% (1)
- Ductile or Partial Ductile Mode Machining of Brittle MaterialsDokument7 SeitenDuctile or Partial Ductile Mode Machining of Brittle MaterialsHangi TakimlisinNoch keine Bewertungen
- Anchor Bolt Design Spreadsheet Anchor Reinforcement ACI318-08 Appendix D ACI 349-06 CSA-A23Dokument154 SeitenAnchor Bolt Design Spreadsheet Anchor Reinforcement ACI318-08 Appendix D ACI 349-06 CSA-A23maheshbandhamNoch keine Bewertungen
- WithdrawalDokument1.390 SeitenWithdrawalpilyokoNoch keine Bewertungen
- Welding TechDokument348 SeitenWelding Techniteenkardi100% (2)
- Heat Treatment of SteelsDokument9 SeitenHeat Treatment of SteelsAnkit MauryaNoch keine Bewertungen
- Art Cam ManualDokument25 SeitenArt Cam ManualMX100Noch keine Bewertungen
- Astm Sa 193Dokument18 SeitenAstm Sa 193arifin rizalNoch keine Bewertungen
- Anyang Xinheng Machine Tool Co., LTDDokument27 SeitenAnyang Xinheng Machine Tool Co., LTDYorvin OrtegaNoch keine Bewertungen