Das könnte Ihnen auch gefallen
- Report Roller ChainDokument11 SeitenReport Roller ChainPejuangHati100% (1)
- IM200-20 (LC Mag Insertion) PDFDokument8 SeitenIM200-20 (LC Mag Insertion) PDFLazzarus Az GunawanNoch keine Bewertungen
- Tube Mill Roll Design SoftwareDokument3 SeitenTube Mill Roll Design SoftwareharimotoNoch keine Bewertungen
- Theory Application of Roll Forming (2010) - WebDokument21 SeitenTheory Application of Roll Forming (2010) - WebVenugopalan Manaladikalam100% (1)
- Rudder and Rudder Stock Inspection in DDDokument12 SeitenRudder and Rudder Stock Inspection in DDJORGENoch keine Bewertungen
- MEO Class 2 Orals Function 6 Q & ADokument7 SeitenMEO Class 2 Orals Function 6 Q & Aneeraj118550% (2)
- Compression Springs: Compression Spring Design General ConsiderationsDokument15 SeitenCompression Springs: Compression Spring Design General Considerationsblowmeasshole1911100% (1)
- Crankshaft Construction DesignDokument10 SeitenCrankshaft Construction DesignChockalingam AthilingamNoch keine Bewertungen
- Toriconical Head Ver 1.1Dokument4 SeitenToriconical Head Ver 1.1Iqbal AhmadsNoch keine Bewertungen
- A1 Elephant 1 Trunk DownDokument13 SeitenA1 Elephant 1 Trunk DownRomina EstayNoch keine Bewertungen
- Tube Mill ChartDokument152 SeitenTube Mill ChartppglNoch keine Bewertungen
- 16RKI006 RKI Preventative Maintenance Programs For Tube, Pipe and Roll Forming Mills (ID 96847)Dokument39 Seiten16RKI006 RKI Preventative Maintenance Programs For Tube, Pipe and Roll Forming Mills (ID 96847)Ravi100% (1)
- Busch Instruction Manual RA 0400 0630 C Usen 0872929551Dokument32 SeitenBusch Instruction Manual RA 0400 0630 C Usen 0872929551priyaprasad367792Noch keine Bewertungen
- Project ReportDokument63 SeitenProject ReportPramit ChhabraNoch keine Bewertungen
- ACE Burn-Off Oven Spec.Dokument2 SeitenACE Burn-Off Oven Spec.stuart3962Noch keine Bewertungen
- Smart Motion Cheat SheetDokument6 SeitenSmart Motion Cheat SheetSerx Armendariz100% (1)
- Die Punching Machine PDFDokument1 SeiteDie Punching Machine PDFAsfakvhora92100% (1)
- 02 Installation and Operating Manual 100825Dokument41 Seiten02 Installation and Operating Manual 100825hectorNoch keine Bewertungen
- BASIC ROLL + Strip WidthDokument18 SeitenBASIC ROLL + Strip Widthanandsharma9100% (1)
- WEN 4214 12-Inch Variable Speed Drill Press ManualDokument24 SeitenWEN 4214 12-Inch Variable Speed Drill Press ManualcaseykretschmanNoch keine Bewertungen
- Simbologia OlehidraulicaDokument20 SeitenSimbologia Olehidraulicajorge Diaz Rodriguez100% (1)
- Multistage Centrifugal Pumps HEGA 2502 ... 8009: Technical DataDokument17 SeitenMultistage Centrifugal Pumps HEGA 2502 ... 8009: Technical Datajairo ardilaNoch keine Bewertungen
- Campbell Hausfield WL InstrDokument19 SeitenCampbell Hausfield WL Instrtruvoice1Noch keine Bewertungen
- WorthingtonCreyssensac Rollair 40-150E Leaflet en 6999010301-LRDokument12 SeitenWorthingtonCreyssensac Rollair 40-150E Leaflet en 6999010301-LRpragnesh prajapati100% (1)
- Rotary Straighteners For Tube and PipeDokument3 SeitenRotary Straighteners For Tube and PipeJason StephensNoch keine Bewertungen
- Laughlin - A Comparison of Turbine Pulley Design Philosophies With Historical PerspectiveDokument3 SeitenLaughlin - A Comparison of Turbine Pulley Design Philosophies With Historical Perspectivedarkwing888Noch keine Bewertungen
- Roller Chain GuideDokument5 SeitenRoller Chain GuidechikoopandaNoch keine Bewertungen
- Pulley Idler Shaft F9265C65B8F87Dokument3 SeitenPulley Idler Shaft F9265C65B8F87souvonik100% (1)
- Pushrods The Key To PerformanceDokument4 SeitenPushrods The Key To PerformanceJerson T. AltovarNoch keine Bewertungen
- Pros and Cons - Horizontal Split Case PumpsDokument5 SeitenPros and Cons - Horizontal Split Case Pumpsjarryd100% (1)
- Understanding CNC Collet ChucksDokument5 SeitenUnderstanding CNC Collet ChuckssleonNoch keine Bewertungen
- Everything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVDokument7 SeitenEverything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVertuokumusNoch keine Bewertungen
- IRECN Bridge Bearing-3Dokument21 SeitenIRECN Bridge Bearing-3vpmohammed100% (1)
- The Ultimate Shaft-To-Hub Connection (Polygon Shapes - Multi-Faceted Problem Solvers)Dokument6 SeitenThe Ultimate Shaft-To-Hub Connection (Polygon Shapes - Multi-Faceted Problem Solvers)kristoffer_mosshedenNoch keine Bewertungen
- Vol19 03 08 Thrust Bearings SPE Extrusion Division 1 0 WikiDokument2 SeitenVol19 03 08 Thrust Bearings SPE Extrusion Division 1 0 WikiSh.nasirpurNoch keine Bewertungen
- Machined Springs Vs Wire Springs PDFDokument22 SeitenMachined Springs Vs Wire Springs PDFsaranNoch keine Bewertungen
- Industrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentDokument19 SeitenIndustrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentVeer PatelNoch keine Bewertungen
- Kiln Tyre and Filler BarsDokument53 SeitenKiln Tyre and Filler BarsGopikrishna KNoch keine Bewertungen
- Cam ViceDokument50 SeitenCam ViceAakash Dindigul100% (1)
- Sleeve Bearing Specification For MotorDokument45 SeitenSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- Everything You Need To Know About Flatteners and Levelers For Coil ProcessingPart 4Dokument7 SeitenEverything You Need To Know About Flatteners and Levelers For Coil ProcessingPart 4CarlosNoch keine Bewertungen
- Crowning Benefits - Paper, Film & Foil ConverterDokument3 SeitenCrowning Benefits - Paper, Film & Foil ConverteravgpaulNoch keine Bewertungen
- Disc Spring TechnologyDokument94 SeitenDisc Spring TechnologyhacenescribdNoch keine Bewertungen
- A Grinding SpindleDokument4 SeitenA Grinding Spindlewillows300Noch keine Bewertungen
- Hacksaw PDFDokument40 SeitenHacksaw PDFturuceluNoch keine Bewertungen
- ShaftingDokument3 SeitenShafting41vaibhavNoch keine Bewertungen
- Ring FrameDokument88 SeitenRing Frameअक्षय शर्मा100% (3)
- Everything You Need To Know About Flatteners and Levelers For Coil ProcessingDokument6 SeitenEverything You Need To Know About Flatteners and Levelers For Coil ProcessingPraful PatilNoch keine Bewertungen
- Pulp and PaperDokument8 SeitenPulp and PaperDevanshGoenkaNoch keine Bewertungen
- Open Vs Closed ImpellersDokument2 SeitenOpen Vs Closed ImpellersAnonymous CMS3dL1TNoch keine Bewertungen
- The Magic of Bolting For A Grinding Mill Assembly - MetsoDokument3 SeitenThe Magic of Bolting For A Grinding Mill Assembly - Metsored patriotNoch keine Bewertungen
- Ball Mill OperatingDokument14 SeitenBall Mill OperatingCao Ngoc AnhNoch keine Bewertungen
- Faure Herman TurbineDokument3 SeitenFaure Herman TurbinedidikosanNoch keine Bewertungen
- SAG Mill Liner DesignDokument37 SeitenSAG Mill Liner DesignRodrigo GarcíaNoch keine Bewertungen
- Alginment Toleranace P&S June 2012Dokument7 SeitenAlginment Toleranace P&S June 2012MachineryengNoch keine Bewertungen
- Research Paper On Hybrid BearingDokument6 SeitenResearch Paper On Hybrid Bearingc9rz4vrm100% (1)
- Split Spherical BearingDokument26 SeitenSplit Spherical BearingDustin TorresNoch keine Bewertungen
- FAG Split Spherical Roller BearingsDokument26 SeitenFAG Split Spherical Roller BearingskapokNoch keine Bewertungen
- Ring FrameDokument9 SeitenRing FrameArabinda ChandNoch keine Bewertungen
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsVon EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsBewertung: 4 von 5 Sternen4/5 (1)
- FM Approvals Certification MarksDokument3 SeitenFM Approvals Certification MarksAndiniPermanaNoch keine Bewertungen
- I PT101Dokument2 SeitenI PT101AndiniPermanaNoch keine Bewertungen
- Q 10Dokument7 SeitenQ 10AndiniPermanaNoch keine Bewertungen
- FM Approvals Certification MarksDokument3 SeitenFM Approvals Certification MarksAndiniPermanaNoch keine Bewertungen
- TuneUP 2014 SERIALESDokument1 SeiteTuneUP 2014 SERIALESPedro Pastor SanchezNoch keine Bewertungen
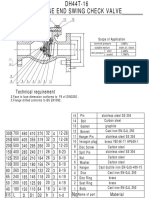
- Flanged End Swing Check Valves DIN3202 F6Dokument2 SeitenFlanged End Swing Check Valves DIN3202 F6AndiniPermanaNoch keine Bewertungen
- Power ScrewDokument3 SeitenPower ScrewAndiniPermanaNoch keine Bewertungen
- Zinc Alloy Chemistry in The Foundry.Dokument8 SeitenZinc Alloy Chemistry in The Foundry.yips0001Noch keine Bewertungen
- Astm A36Dokument7 SeitenAstm A36Dianna LambertNoch keine Bewertungen
- Malleable Iron Unequal TeeDokument1 SeiteMalleable Iron Unequal TeeAndiniPermanaNoch keine Bewertungen
- Abd El Rahman Et - AlDokument11 SeitenAbd El Rahman Et - AlAndiniPermanaNoch keine Bewertungen
- 02 P&ID Guide PDFDokument9 Seiten02 P&ID Guide PDFcharleselitb92Noch keine Bewertungen
- Friction Factor (Power Screw)Dokument1 SeiteFriction Factor (Power Screw)AndiniPermanaNoch keine Bewertungen
- Malleable Iron CouplingDokument1 SeiteMalleable Iron CouplingAndiniPermanaNoch keine Bewertungen
- Common Etchants PDFDokument2 SeitenCommon Etchants PDFAndiniPermanaNoch keine Bewertungen
- Power ScrewDokument3 SeitenPower ScrewAndiniPermanaNoch keine Bewertungen
- Permit To Work PolicyDokument5 SeitenPermit To Work PolicyAndiniPermanaNoch keine Bewertungen
- Wiki LeadDokument13 SeitenWiki LeadAndiniPermanaNoch keine Bewertungen
- WWW - Sony.co - Uk Support en Product DSC-WX100 Specificatio PDFDokument5 SeitenWWW - Sony.co - Uk Support en Product DSC-WX100 Specificatio PDFAndiniPermanaNoch keine Bewertungen
- Effect of Pass Schedule On Cross-Sectional Shapes of Circular Seamless Pipes Reshaped Into Square Shapes by Hot Roll Sizing MillDokument6 SeitenEffect of Pass Schedule On Cross-Sectional Shapes of Circular Seamless Pipes Reshaped Into Square Shapes by Hot Roll Sizing MillAndiniPermanaNoch keine Bewertungen
- TGL P Attachment 11Dokument1 SeiteTGL P Attachment 11Omid BeygiNoch keine Bewertungen
- Zinc Alloy ElementsDokument3 SeitenZinc Alloy ElementsAndiniPermanaNoch keine Bewertungen
- Pressure Gauge 100Dokument1 SeitePressure Gauge 100AndiniPermanaNoch keine Bewertungen
- Tabel Toleransi: UNTUK POROS (Table 5.4, Ref. To NSK) Diameter (MM) TOLERANSI (0.001mm) Over Incl. MIN MAXDokument1 SeiteTabel Toleransi: UNTUK POROS (Table 5.4, Ref. To NSK) Diameter (MM) TOLERANSI (0.001mm) Over Incl. MIN MAXAndiniPermanaNoch keine Bewertungen
- Air Cylinder FA100N300AO (Taiyo)Dokument1 SeiteAir Cylinder FA100N300AO (Taiyo)AndiniPermanaNoch keine Bewertungen
- WWW - Sony.co - Uk Support en Product DSC-HX10V Specificatio PDFDokument7 SeitenWWW - Sony.co - Uk Support en Product DSC-HX10V Specificatio PDFAndiniPermanaNoch keine Bewertungen
- Air Cylinder FA100N130AO (Taiyo)Dokument1 SeiteAir Cylinder FA100N130AO (Taiyo)AndiniPermanaNoch keine Bewertungen
- Pressure Gauge 150Dokument1 SeitePressure Gauge 150AndiniPermanaNoch keine Bewertungen
- Hari Tanggal N K 19000 0 589000 1 11400 939000 2 26600 3 41800 5 79800 Income (/hari) 6 95000 7 117800 Save (/hari) 133000Dokument2 SeitenHari Tanggal N K 19000 0 589000 1 11400 939000 2 26600 3 41800 5 79800 Income (/hari) 6 95000 7 117800 Save (/hari) 133000AndiniPermanaNoch keine Bewertungen
- Excel Review Center Elec Remedial 1: Give Your Best Shot !Dokument7 SeitenExcel Review Center Elec Remedial 1: Give Your Best Shot !Jhoanie Marie CauanNoch keine Bewertungen
- Project PhysicsDokument19 SeitenProject Physics84863755511Noch keine Bewertungen
- L-2 (DK) (Pe) ( (Ee) Nptel) 3Dokument6 SeitenL-2 (DK) (Pe) ( (Ee) Nptel) 3GagneNoch keine Bewertungen
- NavigationalEchoSounder PDFDokument17 SeitenNavigationalEchoSounder PDFChris ChanNoch keine Bewertungen
- DAH01 and DAH2075E AC Servo Drive User ManualDokument94 SeitenDAH01 and DAH2075E AC Servo Drive User ManualGabriela PeñaNoch keine Bewertungen
- What Is Magnetic Contactor and How ItDokument2 SeitenWhat Is Magnetic Contactor and How Itgan100% (1)
- Electrical Circuits III PDFDokument42 SeitenElectrical Circuits III PDFRolando Cruz50% (2)
- B.ELECT O&T 19 Yr 12Dokument16 SeitenB.ELECT O&T 19 Yr 12chidubemonu89Noch keine Bewertungen
- First-Order Circuits: An Independent Source. Thus, The Elements of ADokument9 SeitenFirst-Order Circuits: An Independent Source. Thus, The Elements of ABulatovic NemanjaNoch keine Bewertungen
- Problem Set Ee-121Dokument15 SeitenProblem Set Ee-121Eme Dumlao17% (6)
- Fan Dry Coil UnitDokument5 SeitenFan Dry Coil UnitHiei ArshavinNoch keine Bewertungen
- Modeling and Analysis of Electrical MachinesDokument2 SeitenModeling and Analysis of Electrical Machinesprabhash anandNoch keine Bewertungen
- Synchronous Step Down Converter: High Efficiency 3A, 24V, 500KhzDokument16 SeitenSynchronous Step Down Converter: High Efficiency 3A, 24V, 500KhzAnonymous 8bbVmLtQNoch keine Bewertungen
- Sencore Tech Tip #101Dokument4 SeitenSencore Tech Tip #101rich_golfNoch keine Bewertungen
- Homework2 PotenciaDokument15 SeitenHomework2 PotenciaMilton Quintana100% (2)
- Manual de Servicio Montacargas MitsubishI Modelo ESR23N2 36 4Dokument25 SeitenManual de Servicio Montacargas MitsubishI Modelo ESR23N2 36 4Ulises Raul JimenezNoch keine Bewertungen
- Terminology RopeDokument3 SeitenTerminology RopeLuffy11Noch keine Bewertungen
- Machines Lab 2 MnualDokument19 SeitenMachines Lab 2 Mnualmanishsingla88Noch keine Bewertungen
- Power Line CarrierDokument27 SeitenPower Line CarrierAmeer Ullah Khan100% (1)
- Mtech Pe (FT) 2015 16 PDFDokument72 SeitenMtech Pe (FT) 2015 16 PDFanon_319514091Noch keine Bewertungen
- Plasma Discharge FundamentalsDokument74 SeitenPlasma Discharge Fundamentalsgamarino48Noch keine Bewertungen
- Metal Detector RevisedDokument10 SeitenMetal Detector RevisedMpu Wanto0% (1)
- Electrics TrainingDokument168 SeitenElectrics TrainingSherzad Chem100% (7)
- 2 Simple Induction Heater Circuits - Hot Plate Cookers - Homemade Circuit ProjectsDokument17 Seiten2 Simple Induction Heater Circuits - Hot Plate Cookers - Homemade Circuit Projectsshreeblr79Noch keine Bewertungen
- Cambridge O Level: Physics 5054/11Dokument20 SeitenCambridge O Level: Physics 5054/11iman jamilNoch keine Bewertungen
- 5 FILTER PassiveDokument29 Seiten5 FILTER PassiveLian Ai ChenNoch keine Bewertungen
- Raytheon Ra 250 Am TransmitterDokument24 SeitenRaytheon Ra 250 Am TransmitterGabrielRichardHeizerMillerNoch keine Bewertungen
- Analog & Pulse Circuits: Tuned AmplifiersDokument58 SeitenAnalog & Pulse Circuits: Tuned Amplifiers0fficial SidharthaNoch keine Bewertungen
- Válvulas Solenoides ASCO 3 Vias ECIDokument31 SeitenVálvulas Solenoides ASCO 3 Vias ECIJuan Carlos Pardo RimachiNoch keine Bewertungen
- Chapter 20 ProblemDokument3 SeitenChapter 20 Problemপিঁপড়া পিঁপড়াNoch keine Bewertungen