Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hazop StudyDokument7 SeitenHazop StudyAnderson JoeNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- How To Make Black PowderDokument7 SeitenHow To Make Black Powder8mhno100% (1)
- Aluminium EtchingDokument3 SeitenAluminium EtchingaliNoch keine Bewertungen
- Casting Process Design GuidelinesDokument8 SeitenCasting Process Design GuidelinesSanjay ShahNoch keine Bewertungen
- Casting Process Design GuidelinesDokument8 SeitenCasting Process Design GuidelinesSanjay ShahNoch keine Bewertungen
- Determination of Core Sample Absolute Permeability Using Gas Permeameter and Liquid Fluid Practicum ReportDokument17 SeitenDetermination of Core Sample Absolute Permeability Using Gas Permeameter and Liquid Fluid Practicum ReportAqsal IlhamNoch keine Bewertungen
- IntroductionToRobotics (2nded) - Niku - SolutionsManualDokument192 SeitenIntroductionToRobotics (2nded) - Niku - SolutionsManualAbdullahHamid95% (127)
- Reservoir Drive Mechanisms PDFDokument28 SeitenReservoir Drive Mechanisms PDFWassef MB100% (1)
- BK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Dokument45 SeitenBK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Kev TraNoch keine Bewertungen
- Zhang, Xiangwu - Fundamentals of Fiber Science-DeStech Publications (2014)Dokument431 SeitenZhang, Xiangwu - Fundamentals of Fiber Science-DeStech Publications (2014)Fawad hameed100% (1)
- Polysiloxane CoatingsDokument8 SeitenPolysiloxane CoatingsminhnnNoch keine Bewertungen
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS)Dokument2 SeitenQw-482 Suggested Format For Welding Procedure Specifications (WPS)Ravelo Jeisson100% (2)
- MCX Sheetmetalpatterns PDFDokument4 SeitenMCX Sheetmetalpatterns PDFaliNoch keine Bewertungen
- 5 PDFDokument6 Seiten5 PDFaliNoch keine Bewertungen
- Influence of The Relative Positions of Tool and Workpiece On Tool Life, Tool Wear and Surface Finish in The Face Milling ProcessDokument9 SeitenInfluence of The Relative Positions of Tool and Workpiece On Tool Life, Tool Wear and Surface Finish in The Face Milling ProcessaliNoch keine Bewertungen
- Setup Sheet Report: Generic MillDokument10 SeitenSetup Sheet Report: Generic MillaliNoch keine Bewertungen
- Jeas - 0710 - 365 Finite Element Simulation of Deep Drawing of Aluminium Alloy ...Dokument6 SeitenJeas - 0710 - 365 Finite Element Simulation of Deep Drawing of Aluminium Alloy ...Anonymous 9xvU1FNoch keine Bewertungen
- Contract Specification Mini FaDokument6 SeitenContract Specification Mini FaaliNoch keine Bewertungen
- High-Speed End-Milling of AISI 304 Stainless Steels Using New Geometrically Developed Carbide InsertsDokument7 SeitenHigh-Speed End-Milling of AISI 304 Stainless Steels Using New Geometrically Developed Carbide InsertsaliNoch keine Bewertungen
- Influence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsDokument6 SeitenInfluence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsaliNoch keine Bewertungen
- Modeling of AA5083 Material-Microstructure EvolutionDokument13 SeitenModeling of AA5083 Material-Microstructure EvolutionaliNoch keine Bewertungen
- Modeling micro-end-milling tool wearDokument19 SeitenModeling micro-end-milling tool wearaliNoch keine Bewertungen
- Fea Based Optimization of Blank Holder Force and Pressure For Hydromechanical Deep DrawingDokument18 SeitenFea Based Optimization of Blank Holder Force and Pressure For Hydromechanical Deep DrawingaliNoch keine Bewertungen
- 3-D Finite Element Simulation of Pulsating Free Bulge Hydroforming of TubesDokument9 Seiten3-D Finite Element Simulation of Pulsating Free Bulge Hydroforming of TubesaliNoch keine Bewertungen
- Residual Stresses Modelling in Hard Turning and Its Correlation With The Cutting ForcesDokument7 SeitenResidual Stresses Modelling in Hard Turning and Its Correlation With The Cutting ForcesaliNoch keine Bewertungen
- Optimization of Injection Molding Process Parameters Using Integrated Artificial Neural Network Model and Expected Improvement Function MethodDokument8 SeitenOptimization of Injection Molding Process Parameters Using Integrated Artificial Neural Network Model and Expected Improvement Function MethodaliNoch keine Bewertungen
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDokument6 SeitenSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliNoch keine Bewertungen
- Applicability Valuation For Evaluation of Surface Deflection in Automotive Outer PanelsDokument8 SeitenApplicability Valuation For Evaluation of Surface Deflection in Automotive Outer PanelsaliNoch keine Bewertungen
- Catia ABSI CV5 MoldTrainingCrse 062206 STDokument8 SeitenCatia ABSI CV5 MoldTrainingCrse 062206 STaliNoch keine Bewertungen
- Displaying The Alias Structure For A Taguchi DesignDokument6 SeitenDisplaying The Alias Structure For A Taguchi DesignaliNoch keine Bewertungen
- Estimating The Effect of Cutting Parameters On Surface Nish Via TaguchiDokument10 SeitenEstimating The Effect of Cutting Parameters On Surface Nish Via TaguchialiNoch keine Bewertungen
- Deformation Mode and Plastic Flow in Ultra Fine Grained MetalsDokument12 SeitenDeformation Mode and Plastic Flow in Ultra Fine Grained MetalsaliNoch keine Bewertungen
- Mechanical Properties For Stainless Steel FastenersDokument3 SeitenMechanical Properties For Stainless Steel FastenersGonzalo MazaNoch keine Bewertungen
- Ellc Rmnbemae Llce Bmmneera Lecl Mebmaren Lcel Nbmemaer: Cell MembraneDokument9 SeitenEllc Rmnbemae Llce Bmmneera Lecl Mebmaren Lcel Nbmemaer: Cell MembraneAlvin PaboresNoch keine Bewertungen
- Murex Mig Poster 2008 PDFDokument1 SeiteMurex Mig Poster 2008 PDFPCNoch keine Bewertungen
- Manufacturing and Metal Working Process ClassificationDokument5 SeitenManufacturing and Metal Working Process ClassificationPeeka Prabhakara RaoNoch keine Bewertungen
- RP 08 - Dehydrogenase Activity in ChloroplastsDokument4 SeitenRP 08 - Dehydrogenase Activity in ChloroplastsAlfred SangNoch keine Bewertungen
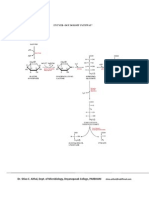
- Entner Duodroff PathwayDokument2 SeitenEntner Duodroff PathwayDr. SHIVA AITHALNoch keine Bewertungen
- Solidification ShrinkageDokument4 SeitenSolidification ShrinkagesubavlNoch keine Bewertungen
- Kandungan Obat Merek Dagang SediaanDokument1 SeiteKandungan Obat Merek Dagang SediaanRaden Mas Nur HaryonoNoch keine Bewertungen
- Heavy Oil Upgrading - A Key Solution For Heavy Oil Upstream and Midstream Operations - IVANHOE ENERGY PDFDokument44 SeitenHeavy Oil Upgrading - A Key Solution For Heavy Oil Upstream and Midstream Operations - IVANHOE ENERGY PDFGustavo Gonzalez ServaNoch keine Bewertungen
- Sample Paper For ChemistryDokument23 SeitenSample Paper For ChemistryAmit joshiNoch keine Bewertungen
- 1.6! Drawing Chemical StructuresDokument6 Seiten1.6! Drawing Chemical StructuresSadeeq ArtxzNoch keine Bewertungen
- Mark Scheme (Results) Summer 2015: GCE Chemistry (6CH01/01) The Core Principles of ChemistryDokument21 SeitenMark Scheme (Results) Summer 2015: GCE Chemistry (6CH01/01) The Core Principles of ChemistryAmeenIbrahimNoch keine Bewertungen
- Heat Exchanger Mid-Term ReportDokument18 SeitenHeat Exchanger Mid-Term ReportkoanakistNoch keine Bewertungen
- W. F. Chen, Plasticity For Structural Engineers, 1988-35 PDFDokument1 SeiteW. F. Chen, Plasticity For Structural Engineers, 1988-35 PDFahmed shakerNoch keine Bewertungen
- Stereoisomers Part 1Dokument14 SeitenStereoisomers Part 1Mabelle DucusinNoch keine Bewertungen
- Air PollutionDokument2 SeitenAir PollutionBarani KingNoch keine Bewertungen
- IEEE Xplore - SearchResultDokument4 SeitenIEEE Xplore - SearchResultSalman KhanNoch keine Bewertungen
- DGT-eex digital gas detector for hazardous areasDokument2 SeitenDGT-eex digital gas detector for hazardous areasAli SadiqNoch keine Bewertungen
- 12.elastic ConstantsDokument18 Seiten12.elastic ConstantsaderancNoch keine Bewertungen
- Point and Line SourceDokument41 SeitenPoint and Line SourceNomanNoch keine Bewertungen
- PCA Ion Exchange Membranes - Technical Data SheetDokument2 SeitenPCA Ion Exchange Membranes - Technical Data Sheettestuser010% (1)
- Advion MSDSDokument6 SeitenAdvion MSDSmoespestcontrol_mnNoch keine Bewertungen