Das könnte Ihnen auch gefallen
- Smart, Eco-Friendly, Money-Saving Home Tips by Kevin ReganDokument1 SeiteSmart, Eco-Friendly, Money-Saving Home Tips by Kevin ReganKathy Irene ReganNoch keine Bewertungen
- How To Construct A Concrete Swimming Pool - (PDF) - The ConstructorDokument13 SeitenHow To Construct A Concrete Swimming Pool - (PDF) - The ConstructorBunkun15Noch keine Bewertungen
- Nexans MV Cables UK Brochure - 1Dokument48 SeitenNexans MV Cables UK Brochure - 1Ra'fat HerzallahNoch keine Bewertungen
- Trinity MeyerLD Steel Pole Catalog PDFDokument32 SeitenTrinity MeyerLD Steel Pole Catalog PDFArianna IsabelleNoch keine Bewertungen
- Coal Gasification Using AspenDokument6 SeitenCoal Gasification Using AspenTaniadi Suria100% (1)
- Flexible Pavement Design SK RaoDokument62 SeitenFlexible Pavement Design SK Raokrishnarao krishnarao329100% (3)
- Methanol Synthesis (Safety)Dokument16 SeitenMethanol Synthesis (Safety)furqankausarhaiderNoch keine Bewertungen
- Bachmann Process For RDXDokument4 SeitenBachmann Process For RDXjoshuaericksonNoch keine Bewertungen
- Simulation of The Catalytic Partial Oxidation of Methane To Synthesis Gas by D.groote, FromentDokument20 SeitenSimulation of The Catalytic Partial Oxidation of Methane To Synthesis Gas by D.groote, FromentMOHAMMAD HASHIM KHAN100% (1)
- Tubular Reforming and Auto Thermal Reforming of NGDokument23 SeitenTubular Reforming and Auto Thermal Reforming of NGJeremy Soh'100% (1)
- Bridge Cost SummaryDokument19 SeitenBridge Cost SummaryShashank SrivastavaNoch keine Bewertungen
- Autothermal Reforming ProcessDokument9 SeitenAutothermal Reforming ProcessOliver Everett EspinoNoch keine Bewertungen
- Calculation Sheet: Design CodeDokument1 SeiteCalculation Sheet: Design CodeCak AndiNoch keine Bewertungen
- Episode 3: Production of Synthesis Gas by Steam Methane ReformingDokument31 SeitenEpisode 3: Production of Synthesis Gas by Steam Methane ReformingSAJJAD KHUDHUR ABBASNoch keine Bewertungen
- Direct Methane to Methanol: Foundations and Prospects of the ProcessVon EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNoch keine Bewertungen
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDokument9 SeitenSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNoch keine Bewertungen
- Methanol SynthesisDokument14 SeitenMethanol SynthesisArias AlbertoNoch keine Bewertungen
- Coal To Methanol Conversion GasificationDokument10 SeitenCoal To Methanol Conversion GasificationUmesh Kumar Sharma RamamoorthiNoch keine Bewertungen
- Reactor Modeling and Simulations in Synthesis Gas ProductionDokument39 SeitenReactor Modeling and Simulations in Synthesis Gas ProductionSteven Sandoval100% (1)
- Reactor Design For Methanol SynthesisDokument12 SeitenReactor Design For Methanol SynthesisYashaswini Nagaraj100% (1)
- Optimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockDokument18 SeitenOptimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockainmnrhNoch keine Bewertungen
- Dry Reforming of Methane AnalysisDokument6 SeitenDry Reforming of Methane Analysistabrejalamdps19Noch keine Bewertungen
- SIMS 2022 Submission 052Dokument6 SeitenSIMS 2022 Submission 052SHUBHAMNoch keine Bewertungen
- Industrial Catalytic Applications of Syngas and Ammonia SynthesisDokument18 SeitenIndustrial Catalytic Applications of Syngas and Ammonia SynthesisJuan Lopez HernándezNoch keine Bewertungen
- Synthesis GasDokument8 SeitenSynthesis GasTotok IswantoNoch keine Bewertungen
- Methanol Production Process ReviewDokument6 SeitenMethanol Production Process ReviewPhilani MkhonzaNoch keine Bewertungen
- Production of AmmoniaDokument4 SeitenProduction of AmmoniaadeelrehmanNoch keine Bewertungen
- 03po XD 3 5 PDFDokument3 Seiten03po XD 3 5 PDFMarcelo Varejão CasarinNoch keine Bewertungen
- A New Method of Low-Temperature Methanol SynthesisDokument4 SeitenA New Method of Low-Temperature Methanol SynthesisCarlos Alfonzo Calderón RiveroNoch keine Bewertungen
- Final Design For Coal-To-Methanol Process: Sheida Saeidi, Josh Mcelfresh and Joyce StillmanDokument27 SeitenFinal Design For Coal-To-Methanol Process: Sheida Saeidi, Josh Mcelfresh and Joyce Stillmanedcsilva100% (1)
- Techno-Economic Assessment of Bio-Syngas Production For Methanol Synthesis: A Focus On The Water-Gas Shift and Carbon Capture SectionsDokument19 SeitenTechno-Economic Assessment of Bio-Syngas Production For Methanol Synthesis: A Focus On The Water-Gas Shift and Carbon Capture SectionsMạnh BùiNoch keine Bewertungen
- Simulation and Optimization of A Butane Autothermal Reformer For Fuel Cell ApplicationsDokument13 SeitenSimulation and Optimization of A Butane Autothermal Reformer For Fuel Cell ApplicationsNdi FlavourNoch keine Bewertungen
- Try Reforming of Co2Dokument10 SeitenTry Reforming of Co2tabrejalamdps19Noch keine Bewertungen
- Applied Energy: Won-Jun Jang, Dae-Woon Jeong, Jae-Oh Shim, Hak-Min Kim, Hyun-Seog Roh, in Hyuk Son, Seung Jae LeeDokument12 SeitenApplied Energy: Won-Jun Jang, Dae-Woon Jeong, Jae-Oh Shim, Hak-Min Kim, Hyun-Seog Roh, in Hyuk Son, Seung Jae LeeWassachol SumarasinghaNoch keine Bewertungen
- SIMS2021_article_ecp21185444Dokument6 SeitenSIMS2021_article_ecp21185444العنود راشدNoch keine Bewertungen
- Natural-Gas-As FeedstockDokument10 SeitenNatural-Gas-As FeedstockDeepak SharmaNoch keine Bewertungen
- High PressureDokument20 SeitenHigh PressureJam imtiazNoch keine Bewertungen
- Thermodynamic Investigation of Methanol and Dimethyl Ether Synthesis From CO HydrogenationDokument8 SeitenThermodynamic Investigation of Methanol and Dimethyl Ether Synthesis From CO HydrogenationGonzalo TitoNoch keine Bewertungen
- A Review On Direct Methane Conversion To Methanol by PlasmaDokument10 SeitenA Review On Direct Methane Conversion To Methanol by Plasmaapi-3728640100% (1)
- Biological Conversion of Synthesis Gas Into Fuels: KlassonDokument8 SeitenBiological Conversion of Synthesis Gas Into Fuels: KlassonYessid Vitola MebarakNoch keine Bewertungen
- Enhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionDokument6 SeitenEnhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionWassachol SumarasinghaNoch keine Bewertungen
- Answer 5b NGPDokument10 SeitenAnswer 5b NGPSARTHAK BAPATNoch keine Bewertungen
- ManuscriptDokument18 SeitenManuscriptNguyen TrangNoch keine Bewertungen
- Syngas in PerspectiveDokument5 SeitenSyngas in PerspectiveChi TrungNoch keine Bewertungen
- A Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationDokument10 SeitenA Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationMohanad El-HarbawiNoch keine Bewertungen
- 2016good and ImportantDokument4 Seiten2016good and ImportantMahdi koolivandNoch keine Bewertungen
- Autothermal Reforming of Methane Design and PerforDokument7 SeitenAutothermal Reforming of Methane Design and Perforromi moriNoch keine Bewertungen
- Sadooghi PaperDokument5 SeitenSadooghi PaperKarlaqd CaramónNoch keine Bewertungen
- CO2 Conversion To CO by Auto-Thermal Catalyst-Assisted Chemical LoopingDokument9 SeitenCO2 Conversion To CO by Auto-Thermal Catalyst-Assisted Chemical LoopingNguyễn TuânNoch keine Bewertungen
- S C A CDokument3 SeitenS C A CAjaya Kumar SahooNoch keine Bewertungen
- Hoja Tecnica Monoxido de CarbonoDokument6 SeitenHoja Tecnica Monoxido de CarbonoLuna ArboledaNoch keine Bewertungen
- Skripsi UI Fischer TropschDokument17 SeitenSkripsi UI Fischer Tropschaisyahzafira26Noch keine Bewertungen
- Modeling and analysis of a methanol synthesis process using a mixed reforming reactorDokument10 SeitenModeling and analysis of a methanol synthesis process using a mixed reforming reactorVidal TxusNoch keine Bewertungen
- Production of Synthesis Gas: Caalysis Today, 18 (1993) 305-324Dokument20 SeitenProduction of Synthesis Gas: Caalysis Today, 18 (1993) 305-324ainmnrhNoch keine Bewertungen
- Unique Gasifier For Hydrogen Prod 2Dokument15 SeitenUnique Gasifier For Hydrogen Prod 2Arumugam RamalingamNoch keine Bewertungen
- Technologies For Direct Production of Flexible H2 - CO PDFDokument10 SeitenTechnologies For Direct Production of Flexible H2 - CO PDFTeeranun NakyaiNoch keine Bewertungen
- Ammonia Process InformationDokument4 SeitenAmmonia Process InformationRishikesh AwaleNoch keine Bewertungen
- Tri-Reforming of CH Using CO For Production of Synthesis Gas To Dimethyl EtherDokument5 SeitenTri-Reforming of CH Using CO For Production of Synthesis Gas To Dimethyl EtherAnkit KumarNoch keine Bewertungen
- Synthesis Gas ProductionDokument7 SeitenSynthesis Gas Productionn.hartonoNoch keine Bewertungen
- Ayodele 2015Dokument10 SeitenAyodele 2015Reyner ParreirasNoch keine Bewertungen
- 208 1132 1 PB PDFDokument9 Seiten208 1132 1 PB PDFOnCo TallaNoch keine Bewertungen
- Combined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessDokument8 SeitenCombined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessKeysler PonceNoch keine Bewertungen
- Development of An Efficient Methanol Production PRDokument31 SeitenDevelopment of An Efficient Methanol Production PRKorean Drama TVNoch keine Bewertungen
- Thermodynamic EquilibriumDokument6 SeitenThermodynamic Equilibriumprav.saradaNoch keine Bewertungen
- Energies: /Zno/AlDokument25 SeitenEnergies: /Zno/AlAnonymous Ksq1dyPRhNoch keine Bewertungen
- Energies 13 00610 v2 PDFDokument25 SeitenEnergies 13 00610 v2 PDFIsmail ŞahbazNoch keine Bewertungen
- Ammonia production from natural gas and nitrogen separation technologiesDokument7 SeitenAmmonia production from natural gas and nitrogen separation technologiespragati agrawalNoch keine Bewertungen
- Loctite 262™: Technical Data SheetDokument4 SeitenLoctite 262™: Technical Data SheetdexterisNoch keine Bewertungen
- Conduits and FittingsDokument285 SeitenConduits and FittingsNashwanNoch keine Bewertungen
- Mastics, Glues For Marble, Granite, StoneDokument6 SeitenMastics, Glues For Marble, Granite, StoneNaveen GuptaNoch keine Bewertungen
- Abstracts Book EWWM2014Dokument276 SeitenAbstracts Book EWWM2014azilleNoch keine Bewertungen
- Owner'S General Engine: Manual GasolineDokument72 SeitenOwner'S General Engine: Manual GasolineFrançois CantinNoch keine Bewertungen
- Process for Producing Ammonium Nitrate from Ammonia OxidationDokument20 SeitenProcess for Producing Ammonium Nitrate from Ammonia OxidationGracia ManurungNoch keine Bewertungen
- Ficha Tecnica IodopovidonaDokument2 SeitenFicha Tecnica IodopovidonaCarlos SiuNoch keine Bewertungen
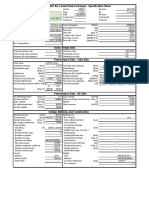
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDokument12 SeitenBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryNoch keine Bewertungen
- Vane Pump Article WearDokument7 SeitenVane Pump Article WearDirk DreesNoch keine Bewertungen
- High-solids zinc epoxy primer data sheetDokument4 SeitenHigh-solids zinc epoxy primer data sheetMina RemonNoch keine Bewertungen
- Matachana - AP4 - Water Treatment System For Steriliser - User ManualDokument8 SeitenMatachana - AP4 - Water Treatment System For Steriliser - User ManualWahidi AzaniNoch keine Bewertungen
- Angel CondensadaDokument6 SeitenAngel CondensadaAsnipah Dilaos MustapahNoch keine Bewertungen
- Magnetocaloric effect and magnetic refrigerationDokument6 SeitenMagnetocaloric effect and magnetic refrigerationMirza MesanovicNoch keine Bewertungen
- Expt 1-Alkalinity of Water SampleDokument4 SeitenExpt 1-Alkalinity of Water SampleAbdul RehmanNoch keine Bewertungen
- Jurnal Ekologi Dan LingkunganDokument10 SeitenJurnal Ekologi Dan LingkunganArmis NadeakNoch keine Bewertungen
- Wash Care Label RequirementsDokument11 SeitenWash Care Label Requirementsnishkarsh mauryaNoch keine Bewertungen
- ASTM C33 02a Concrete AggregatesDokument11 SeitenASTM C33 02a Concrete AggregatesJanice Tatiana Alva DelgadoNoch keine Bewertungen
- SM ART-CUT@ Techno Logy S 0 1 A New High Volume Application For Ion ImplantationDokument4 SeitenSM ART-CUT@ Techno Logy S 0 1 A New High Volume Application For Ion ImplantationMarco Aurélio DonatoNoch keine Bewertungen
- Methods For Improving The Microstructure of Recycled Concrete Aggregate - A ReviewDokument18 SeitenMethods For Improving The Microstructure of Recycled Concrete Aggregate - A ReviewMO AbdulkareemNoch keine Bewertungen
- Evacuated Tube Collector SpecificationDokument5 SeitenEvacuated Tube Collector SpecificationJaswinder SinghNoch keine Bewertungen
- ABB NFLP IE3-Catalogue PDFDokument12 SeitenABB NFLP IE3-Catalogue PDFSabir NasimNoch keine Bewertungen
- Non Aqeuous TitrationDokument7 SeitenNon Aqeuous Titrationsurabhi tadeNoch keine Bewertungen