Das könnte Ihnen auch gefallen
- Diagrama de Procesos Inyección PreformasDokument2 SeitenDiagrama de Procesos Inyección PreformasBRAYANNoch keine Bewertungen
- Logistica IndustrialDokument9 SeitenLogistica IndustrialJORGE ROYERONoch keine Bewertungen
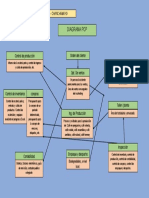
- Ponce Lanchipa Jerry Ivan - Diagrama PCPDokument1 SeitePonce Lanchipa Jerry Ivan - Diagrama PCPJerry Ivan Ponce LanchipaNoch keine Bewertungen
- Visita IndustrialDokument2 SeitenVisita IndustrialDulce Perez SanchezNoch keine Bewertungen
- Trabajo Final Recauchutadora Bolivia 1Dokument125 SeitenTrabajo Final Recauchutadora Bolivia 1stephanieNoch keine Bewertungen
- Modelaje de Un Intercambiador de CalorDokument33 SeitenModelaje de Un Intercambiador de CalorKenneth BacaNoch keine Bewertungen
- Aprovisionamiento y Modelos de Gestion de Inventario ImprimirDokument19 SeitenAprovisionamiento y Modelos de Gestion de Inventario ImprimirelviraNoch keine Bewertungen
- Timbuk 2Dokument12 SeitenTimbuk 2Andres Sanchez Arroyo100% (1)
- Layout o Distribución de Planta Por Procesos PDFDokument10 SeitenLayout o Distribución de Planta Por Procesos PDFccasa20100% (1)
- Celdas de ManufacturaDokument25 SeitenCeldas de ManufacturaJesus BartoloNoch keine Bewertungen
- Punto 8 CafeDokument6 SeitenPunto 8 CafeEmmanuelle Garcia de AlbaNoch keine Bewertungen
- Proyecto Final, MermelayDokument40 SeitenProyecto Final, MermelayBismar FrancesNoch keine Bewertungen
- Ejemplos Practicos de Planificación de Material, Recursos, Procesos, Tipo de Producto y Desarrollo de Los Recursos FijosDokument7 SeitenEjemplos Practicos de Planificación de Material, Recursos, Procesos, Tipo de Producto y Desarrollo de Los Recursos FijosPedro CUICAPUSA QUISPENoch keine Bewertungen
- Semana 4 Planeación de Los Requerimientos de MaterialesDokument51 SeitenSemana 4 Planeación de Los Requerimientos de MaterialesHenry HijarNoch keine Bewertungen
- Planeación de La CapacidadDokument4 SeitenPlaneación de La CapacidadSCOUTROVERNoch keine Bewertungen
- Decisión Sobre Almacenamiento y Manejo de MaterialesDokument24 SeitenDecisión Sobre Almacenamiento y Manejo de MaterialesMarcial Campos Gutierrez100% (1)
- Mapa de ProcesosDokument2 SeitenMapa de ProcesosVania Torres DeledesmaNoch keine Bewertungen
- Informe Simulación Montecarlo Víctor-AndrésDokument16 SeitenInforme Simulación Montecarlo Víctor-AndrésAndrés Peña LópezNoch keine Bewertungen
- Problemas JanineDokument12 SeitenProblemas JanineRichie' Zarate100% (1)
- Practico N7Dokument8 SeitenPractico N7Silvana Rojas MarancenbaumNoch keine Bewertungen
- Trabajo LlenadoraDokument12 SeitenTrabajo LlenadoraSergio Daniel CardonaNoch keine Bewertungen
- El CusiDokument3 SeitenEl CusiRubén C. CamachoNoch keine Bewertungen
- Informe CommetalDokument17 SeitenInforme CommetalAlvaro A. Kalle GonzalesNoch keine Bewertungen
- Micro MovimientosDokument15 SeitenMicro MovimientosVictor Ramirez0% (1)
- Requerimientos para Envase de Leche LiquidaDokument36 SeitenRequerimientos para Envase de Leche LiquidaAlejandraMuñozMNoch keine Bewertungen
- Proyecto AnteriorDokument4 SeitenProyecto AnteriorJohn Fernandao Salazar PardoNoch keine Bewertungen
- ProcesoDokument43 SeitenProcesoFelico AguirreNoch keine Bewertungen
- EnsayoDokument6 SeitenEnsayoBrighitt Barbara Brousset BegazoNoch keine Bewertungen
- Táper's biodegradables-GESTIÓN LOGÍSTICADokument74 SeitenTáper's biodegradables-GESTIÓN LOGÍSTICAKaEs GopeNoch keine Bewertungen
- Practicas Industriales Fumi Kuroiwa CorregidoDokument117 SeitenPracticas Industriales Fumi Kuroiwa Corregidofabiola candia silesNoch keine Bewertungen
- Informe Materiales CeramicosDokument5 SeitenInforme Materiales CeramicosEliasNoch keine Bewertungen
- Modelo EoqDokument2 SeitenModelo EoqRamses Alejandro ChavelasNoch keine Bewertungen
- Tesis-Extrusado de CerealesDokument205 SeitenTesis-Extrusado de CerealesJeraldinE.BlancoNoch keine Bewertungen
- Documento 0Dokument28 SeitenDocumento 0colguinr2013Noch keine Bewertungen
- Coca ColaDokument14 SeitenCoca ColaKaren MéndezNoch keine Bewertungen
- Capacidad Grupo1 Problemas y PreguntasDokument7 SeitenCapacidad Grupo1 Problemas y PreguntasSCOUTROVERNoch keine Bewertungen
- Taller PL AgregadaDokument1 SeiteTaller PL AgregadaJavier Araya Pérez0% (1)
- Envase para FideosDokument9 SeitenEnvase para Fideosみ うNoch keine Bewertungen
- Presentaciòn Layout y Diagrama de FlujoDokument23 SeitenPresentaciòn Layout y Diagrama de FlujoOscar Medina BenavidesNoch keine Bewertungen
- Lote Económico de ProducciónDokument7 SeitenLote Económico de ProducciónMarife Campos0% (1)
- MÁQUINAS LÁCTEAS FinalDokument45 SeitenMÁQUINAS LÁCTEAS FinalEstefany Quispe RamirezNoch keine Bewertungen
- 5 SolesDokument23 Seiten5 SolesKarla GabrielNoch keine Bewertungen
- Dimensionamiento de LotesDokument2 SeitenDimensionamiento de LotesPedro Arturo Valdivia MagallanesNoch keine Bewertungen
- Aplicacion Taguchi Al CafeDokument5 SeitenAplicacion Taguchi Al CafeJose Eduardo ArteagaNoch keine Bewertungen
- HEIJUNKADokument7 SeitenHEIJUNKADayris AFNoch keine Bewertungen
- Nte Inen 1955Dokument7 SeitenNte Inen 1955leosalleNoch keine Bewertungen
- S07.s1 - CASO AMAZONDokument1 SeiteS07.s1 - CASO AMAZONkri kriNoch keine Bewertungen
- Formato Cursograma AnaliticoDokument2 SeitenFormato Cursograma AnaliticoFernando RestrepoNoch keine Bewertungen
- Informe Tecnico CopelmeDokument13 SeitenInforme Tecnico Copelmedafneli centellasNoch keine Bewertungen
- Ejemplo Practico - JC CompanyDokument8 SeitenEjemplo Practico - JC CompanySilvia Perez VilladiegoNoch keine Bewertungen
- Lección 10 - Modelo Estocastico de InventariosDokument4 SeitenLección 10 - Modelo Estocastico de Inventariosmiscribd201250% (2)
- MAPA 2 Flujo de ProcesoDokument2 SeitenMAPA 2 Flujo de ProcesoChristian Vasquez DiazNoch keine Bewertungen
- Método PepsDokument4 SeitenMétodo PepsLauritha VandervoortNoch keine Bewertungen
- Preguntas Caso BenettonDokument1 SeitePreguntas Caso BenettonWalther Millones QuesquenNoch keine Bewertungen
- Perfil Proyecto de Grado Musli Reevision 2Dokument39 SeitenPerfil Proyecto de Grado Musli Reevision 2Daniel AlvarezNoch keine Bewertungen
- Entregable Matematica FinancieraDokument9 SeitenEntregable Matematica FinancieraClaudia Patricia Zambrano ReyesNoch keine Bewertungen
- Analisis y Caracteristica de La Gestion de Inventario Pinturas PopularDokument38 SeitenAnalisis y Caracteristica de La Gestion de Inventario Pinturas PopularJoseLuisSantosSantosNoch keine Bewertungen
- Especificaciones de Producto para El MarketingDokument24 SeitenEspecificaciones de Producto para El MarketingNart TorresNoch keine Bewertungen
- Ejercicio MRP TijeraDokument4 SeitenEjercicio MRP Tijeralabarta artal SERGIONoch keine Bewertungen
- Elaboración de MRPDokument9 SeitenElaboración de MRPPOLVO DELECHENoch keine Bewertungen
- Ficha Técnica Original de La ObraDokument4 SeitenFicha Técnica Original de La ObraLuis An CarlosNoch keine Bewertungen
- Gaudi BiografíaDokument5 SeitenGaudi BiografíaPamelaFernándezNoch keine Bewertungen
- Guía-2-Sociales-El Paisaje y RelieveDokument4 SeitenGuía-2-Sociales-El Paisaje y Relievedayana vidal durandNoch keine Bewertungen
- Evaluacion Semana 4 UNIACCDokument15 SeitenEvaluacion Semana 4 UNIACCJoaquin Aravena100% (1)
- Eficiencia Luminosa Espectral PDFDokument5 SeitenEficiencia Luminosa Espectral PDFAgustin NuñezNoch keine Bewertungen
- Casa EamesDokument2 SeitenCasa EamesFlorencia Flores100% (1)
- Manual de Entrenamiento DCVG - Version GXDokument73 SeitenManual de Entrenamiento DCVG - Version GXgustaboo3584Noch keine Bewertungen
- Bicho Raro 3Dokument7 SeitenBicho Raro 3Fotocopias, ImpresionesNoch keine Bewertungen
- ..R-HSEQ-Q-028 Formato Plan HSEQ Del ContratistaDokument33 Seiten..R-HSEQ-Q-028 Formato Plan HSEQ Del ContratistaHOTEL SOL Y LUNA DEL LLANONoch keine Bewertungen
- Ejemplos de Sentencia AtipicidadDokument7 SeitenEjemplos de Sentencia Atipicidadbarreto30Noch keine Bewertungen
- PRO-EYE-10 Plan de Emergencia y EvacuaciÓ N 2022-2023Dokument52 SeitenPRO-EYE-10 Plan de Emergencia y EvacuaciÓ N 2022-2023Dayana ToroNoch keine Bewertungen
- Desarrollo de Aplicaciones InnovadorasDokument2 SeitenDesarrollo de Aplicaciones InnovadorasAndrea Machuca LopezNoch keine Bewertungen
- MetodologiaUniversitaria T3Dokument5 SeitenMetodologiaUniversitaria T3Naya RodríguezNoch keine Bewertungen
- Actividad TareaDokument6 SeitenActividad TareaJeisson MendozaNoch keine Bewertungen
- Taller 01 Utn 2024Dokument2 SeitenTaller 01 Utn 2024cabascangocarlos881Noch keine Bewertungen
- GFSI Global Markets Fact Sheet SPDokument2 SeitenGFSI Global Markets Fact Sheet SPrenesaurioNoch keine Bewertungen
- Guía para Diseñadores Gráficos en La Elaboración de Archivos Previos A Impresión OffsetDokument94 SeitenGuía para Diseñadores Gráficos en La Elaboración de Archivos Previos A Impresión OffsetErnestoNoch keine Bewertungen
- Itinerario-Salida-Pedagogica-Parque Amaru 2019Dokument8 SeitenItinerario-Salida-Pedagogica-Parque Amaru 2019PABLO ANDRES VIRI AVILANoch keine Bewertungen
- VaporizadorCMSTipoFuegoDirecto PDFDokument12 SeitenVaporizadorCMSTipoFuegoDirecto PDFAbelCorzo50% (4)
- Estudio Técnico (La Joya Motel) PDFDokument14 SeitenEstudio Técnico (La Joya Motel) PDFGiuliana Isela Siuce SimeonNoch keine Bewertungen
- Matriz de CoincidenciasDokument9 SeitenMatriz de CoincidenciasRoger Jaime Ancari VillcaNoch keine Bewertungen
- Resumen Ejecutivo - 074606Dokument4 SeitenResumen Ejecutivo - 074606SpeedCube 69Noch keine Bewertungen
- Cultura de PazDokument4 SeitenCultura de PazbrayanNoch keine Bewertungen
- Experiencia de Aprendizaje N. 05 Cuarto Olga ResueltaDokument6 SeitenExperiencia de Aprendizaje N. 05 Cuarto Olga ResueltaOriola Nunura pizarroNoch keine Bewertungen
- Guia Estudio 3 PAES 3M2023Dokument2 SeitenGuia Estudio 3 PAES 3M2023ellyarayapachecoNoch keine Bewertungen
- Normas de Cableadoestructurado PDFDokument111 SeitenNormas de Cableadoestructurado PDFJessica ChavestaNoch keine Bewertungen
- 33 Guia Emprendedor Creacion de EmpresasDokument106 Seiten33 Guia Emprendedor Creacion de EmpresasMiguel Bismark Imaña PantojaNoch keine Bewertungen
- Norma Oficial Mexicana Nom-008-Scfi-2002, Sistema General de Unidades de MedidaDokument5 SeitenNorma Oficial Mexicana Nom-008-Scfi-2002, Sistema General de Unidades de MedidaAmairani Caballero100% (1)
- Varios Ejercicios de Fundamentos de MatemáticasDokument2 SeitenVarios Ejercicios de Fundamentos de MatemáticasRafaelNoch keine Bewertungen
- Well Done! 1 Programación de AulaDokument76 SeitenWell Done! 1 Programación de AulaEsther Monzó100% (1)