Das könnte Ihnen auch gefallen
- DAC42 Guardiani 46 2Dokument19 SeitenDAC42 Guardiani 46 2ksvinyk7193Noch keine Bewertungen
- Badger Foundry Company MasterPresentationDokument27 SeitenBadger Foundry Company MasterPresentationksvinyk7193100% (1)
- Process Layout: © 2007 Pearson EducationDokument31 SeitenProcess Layout: © 2007 Pearson Educationksvinyk7193Noch keine Bewertungen
- Final Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16Dokument61 SeitenFinal Specification - STR No. WD-40-LWLH25 Bogie-K-class Dated 26-02-16ksvinyk7193Noch keine Bewertungen
- DAC42 Guardiani 46 2Dokument19 SeitenDAC42 Guardiani 46 2ksvinyk7193Noch keine Bewertungen
- Is.15865.2009 - Exothermic Sleevs StandardDokument12 SeitenIs.15865.2009 - Exothermic Sleevs StandardDavindRa SoniNoch keine Bewertungen
- Schwihag Drawing p8887 - 5 Rail PadDokument2 SeitenSchwihag Drawing p8887 - 5 Rail Padksvinyk7193Noch keine Bewertungen
- DAC42 Guardiani 46 2Dokument19 SeitenDAC42 Guardiani 46 2ksvinyk7193Noch keine Bewertungen
- NX 10 For Engineering Design PDFDokument207 SeitenNX 10 For Engineering Design PDFAnonymous EVAzqFeburNoch keine Bewertungen
- En15689 2009 eDokument19 SeitenEn15689 2009 eksvinyk7193Noch keine Bewertungen
- National Turnout Workshop Module 2 Session A - Design and ComponentsDokument47 SeitenNational Turnout Workshop Module 2 Session A - Design and Componentsksvinyk7193100% (1)
- 19 CastingDokument11 Seiten19 Castingrizky febrianNoch keine Bewertungen
- GDT Wall Chart 2009 Arch - D PDFDokument1 SeiteGDT Wall Chart 2009 Arch - D PDFksvinyk7193Noch keine Bewertungen
- Finite Element Analysis On Gate ValveDokument5 SeitenFinite Element Analysis On Gate ValvemanjunathbagaliNoch keine Bewertungen
- D 819Dokument56 SeitenD 819ksvinyk7193Noch keine Bewertungen
- 18-Silica Sand Foundry Requirements by DawsonDokument8 Seiten18-Silica Sand Foundry Requirements by Dawsonksvinyk7193Noch keine Bewertungen
- Steel Penetration in Sand MoldsDokument73 SeitenSteel Penetration in Sand Moldsksvinyk7193Noch keine Bewertungen
- SCH, S9, High Alloy Data SheetsDokument60 SeitenSCH, S9, High Alloy Data SheetsMiki JaksicNoch keine Bewertungen
- Hardface Welding ManganeseDokument32 SeitenHardface Welding Manganeseksvinyk7193Noch keine Bewertungen
- Product Data Management Initiative Overview Joint Aviation ConferenceDokument34 SeitenProduct Data Management Initiative Overview Joint Aviation Conferenceksvinyk7193Noch keine Bewertungen
- Feeding and Risering of High-Alloy Steel Castings - Metallurgical and Materials Transactions - Find Articles at BNETDokument3 SeitenFeeding and Risering of High-Alloy Steel Castings - Metallurgical and Materials Transactions - Find Articles at BNETksvinyk7193Noch keine Bewertungen
- 7 Casting TechnologyDokument15 Seiten7 Casting Technologyksvinyk7193Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- OA13 - First Law of Thermodynamics and Heat EngineDokument19 SeitenOA13 - First Law of Thermodynamics and Heat EngineTerence0% (1)
- Wirerod StandardDokument60 SeitenWirerod StandardariNoch keine Bewertungen
- DNA Sequencing TechniquesDokument16 SeitenDNA Sequencing TechniquesAaron CzikNoch keine Bewertungen
- Practical Aspects of Chemical Engineering Selected Contributions From PAIC 2017Dokument461 SeitenPractical Aspects of Chemical Engineering Selected Contributions From PAIC 2017marmaduke32100% (2)
- Pop Pop BoatDokument5 SeitenPop Pop BoatLukman MansorNoch keine Bewertungen
- FM 2 Flooring Journel PDFDokument4 SeitenFM 2 Flooring Journel PDFkamaldeep singhNoch keine Bewertungen
- 9.2 Quantum Theory and The AtomDokument31 Seiten9.2 Quantum Theory and The AtomRyuusukeNoch keine Bewertungen
- A Practical Guide To AnalyticalMV MUDokument12 SeitenA Practical Guide To AnalyticalMV MUThippaya Junvee Fortune100% (1)
- Nano Electronics 7th SemDokument3 SeitenNano Electronics 7th SemtarunNoch keine Bewertungen
- Chem 315 Practice QuizzesDokument9 SeitenChem 315 Practice QuizzesLuke HarrisNoch keine Bewertungen
- Edited 2DDokument13 SeitenEdited 2DLennon DavalosNoch keine Bewertungen
- Astm - D2196.12408Dokument5 SeitenAstm - D2196.12408Bryan de BarrosNoch keine Bewertungen
- Physics: Investigatory ProjectDokument22 SeitenPhysics: Investigatory ProjectabiNoch keine Bewertungen
- Flyer The METcell Range en 04 2017Dokument5 SeitenFlyer The METcell Range en 04 2017EduNoch keine Bewertungen
- Amisulpride EP 11.0Dokument2 SeitenAmisulpride EP 11.0noschNoch keine Bewertungen
- Binary Organic Mixture SeparationDokument9 SeitenBinary Organic Mixture Separationpearl Sequeira399Noch keine Bewertungen
- Thermosets: A "Thermoset" Is A Cross-Linked Polymer Formed by An Irreversible Exothermic Chemical ReactionDokument58 SeitenThermosets: A "Thermoset" Is A Cross-Linked Polymer Formed by An Irreversible Exothermic Chemical ReactionyigitilgazNoch keine Bewertungen
- Unalloy PewagDokument60 SeitenUnalloy PewagtintucinbNoch keine Bewertungen
- Question Paper of Junior Works Manager 2010 Mechanical Engineering UpscDokument22 SeitenQuestion Paper of Junior Works Manager 2010 Mechanical Engineering UpscLav BajpaiNoch keine Bewertungen
- Separation of A Mixture of SolidsDokument6 SeitenSeparation of A Mixture of Solidsadrie626Noch keine Bewertungen
- Gravity Fed Main Industrial Training ReportDokument37 SeitenGravity Fed Main Industrial Training ReportKoushikSarkar0% (1)
- Technyl - A 218GV30 Natural - J20005Dokument6 SeitenTechnyl - A 218GV30 Natural - J20005Leandro LacerdaNoch keine Bewertungen
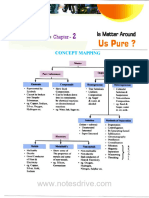
- Chapter 2 Is Matter Around Us Pure NotesDokument16 SeitenChapter 2 Is Matter Around Us Pure NotesManjusha MathewNoch keine Bewertungen
- Laju Reaksi PDFDokument9 SeitenLaju Reaksi PDFHafsemi RapsanjaniNoch keine Bewertungen
- Analytical Method of Total Nitrogen, Phosphorus and Potassium Content in Water Soluble FertilizersDokument12 SeitenAnalytical Method of Total Nitrogen, Phosphorus and Potassium Content in Water Soluble FertilizersGenaro PalacioNoch keine Bewertungen
- Piping Questions and AnswersDokument4 SeitenPiping Questions and AnswersRachel MerrillNoch keine Bewertungen
- 369 Chiguard 1064 DS UsDokument2 Seiten369 Chiguard 1064 DS UsOliver RisteskiNoch keine Bewertungen
- P1W4 ChromatographyDokument27 SeitenP1W4 ChromatographyJoshua Richard Jr Tubiano PayopaninNoch keine Bewertungen
- Papathanassiou - Stephanus of Alexandria Pharmaceutical Notions and Cosmology in His Alchemical WorkDokument13 SeitenPapathanassiou - Stephanus of Alexandria Pharmaceutical Notions and Cosmology in His Alchemical WorkJames L. KelleyNoch keine Bewertungen
- Greiner2002 PDFDokument6 SeitenGreiner2002 PDFKateryna PistunovaNoch keine Bewertungen