Das könnte Ihnen auch gefallen
- L Ás Er LatexDokument3 SeitenL Ás Er LatexZokomonrackNoch keine Bewertungen
- Manejo de LCD Mediante Fpga PDFDokument4 SeitenManejo de LCD Mediante Fpga PDFZokomonrackNoch keine Bewertungen
- Carta TransporteDokument1 SeiteCarta TransporteZokomonrackNoch keine Bewertungen
- Práctica 4 - SAS - Sensores Resistivos y Sus CaracterísticasDokument5 SeitenPráctica 4 - SAS - Sensores Resistivos y Sus CaracterísticasZokomonrackNoch keine Bewertungen
- Maquina Electrica y Sus ComponentesDokument31 SeitenMaquina Electrica y Sus ComponentesZokomonrackNoch keine Bewertungen
- Catalogo de Cuentas IndustrialDokument10 SeitenCatalogo de Cuentas IndustrialZokomonrackNoch keine Bewertungen
- Cómo Funciona Un Láser Fundamentos de La Técnica LáserDokument6 SeitenCómo Funciona Un Láser Fundamentos de La Técnica Lásergamr_emNoch keine Bewertungen
- Diseño EstructuralDokument10 SeitenDiseño EstructuralJose Nilsen Cruz VargasNoch keine Bewertungen
- Informe 2 Recristalización y Subimación Del Ácido BenzoicoDokument4 SeitenInforme 2 Recristalización y Subimación Del Ácido BenzoicoCAROLINA TORRESNoch keine Bewertungen
- ESCALAS TERMOMÉTRICAS DécimoDokument3 SeitenESCALAS TERMOMÉTRICAS DécimoKarel Dajhana Acuña AcuñaNoch keine Bewertungen
- Clase 1 - Introducción Al CursoDokument60 SeitenClase 1 - Introducción Al CursoLissette GodoyNoch keine Bewertungen
- Sulfato de HierroDokument9 SeitenSulfato de HierroHUGONoch keine Bewertungen
- Primera Ley de NewtonDokument3 SeitenPrimera Ley de NewtonRoxana VelascoNoch keine Bewertungen
- Influencia Del Medio Ambiente en La Reproducción y Producción de AvesDokument15 SeitenInfluencia Del Medio Ambiente en La Reproducción y Producción de AvesMagali Salazar TorresNoch keine Bewertungen
- Otros Metodos de La GeofisicsDokument8 SeitenOtros Metodos de La GeofisicsMauricio Sanchez VillavicencioNoch keine Bewertungen
- Grado Decimo Tercero Periodo1Dokument15 SeitenGrado Decimo Tercero Periodo1lissetNoch keine Bewertungen
- GEOGRAFÍA - Pre UniversitarioDokument9 SeitenGEOGRAFÍA - Pre UniversitarioJenrry Pariona100% (8)
- Las SolucionesDokument51 SeitenLas Solucionesnose123Noch keine Bewertungen
- Transmision AutomaticaDokument47 SeitenTransmision AutomaticaPcglobal Gaming100% (8)
- Mecanica Fluidos Guia 4Dokument9 SeitenMecanica Fluidos Guia 4JHONNYS ALFONSO MANJARREZ GUTIERREZNoch keine Bewertungen
- PotencialesDokument21 SeitenPotencialesRenata VargasNoch keine Bewertungen
- Mecanica de Los Fluidos Teoria Unidad 2Dokument13 SeitenMecanica de Los Fluidos Teoria Unidad 2Prueba star SupercellNoch keine Bewertungen
- 2 Produccion II - LAG IntroduccionDokument17 Seiten2 Produccion II - LAG Introduccionoperador trp 49Noch keine Bewertungen
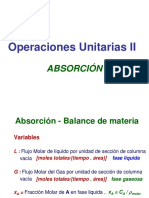
- Operaciones Unitarias II ABSORCIONDokument186 SeitenOperaciones Unitarias II ABSORCIONYami BarralNoch keine Bewertungen
- Acelerador de partículasPERRASDokument7 SeitenAcelerador de partículasPERRASAlberto QCNoch keine Bewertungen
- Cuestionario Grupo 5 Humidificación-DeshumidificacionDokument2 SeitenCuestionario Grupo 5 Humidificación-Deshumidificacionoscar toapanta100% (1)
- Q Sem5Dokument6 SeitenQ Sem5Nils Quiña PomaNoch keine Bewertungen
- Guia Completa Optica FisicaDokument36 SeitenGuia Completa Optica FisicaJoseNoch keine Bewertungen
- Avance ArcillasDokument3 SeitenAvance ArcillasMates DictatesNoch keine Bewertungen
- 1er REC 2do Parcial 2020Dokument2 Seiten1er REC 2do Parcial 2020Gonzalo LunaNoch keine Bewertungen
- Conducción Del Calor en Un Cilindro Muy LargoDokument5 SeitenConducción Del Calor en Un Cilindro Muy Largodiego fernando quispe ariasNoch keine Bewertungen
- Instrumentos de Estación MeteorológicaDokument3 SeitenInstrumentos de Estación MeteorológicaJos LopNoch keine Bewertungen
- Práctica - Conductividad HidráulicaDokument7 SeitenPráctica - Conductividad HidráulicaJenyffer CorreaNoch keine Bewertungen
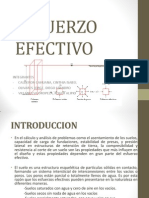
- Esfuerzo en Una Masa de SueloDokument44 SeitenEsfuerzo en Una Masa de SueloDiego Leandro Olivares Jorge83% (12)
- Guia ADokument6 SeitenGuia AJohn vazquezNoch keine Bewertungen
- Semana 4Dokument17 SeitenSemana 4Natha Go0% (1)