Das könnte Ihnen auch gefallen
- Corrosion and its Consequences for Reinforced Concrete StructuresVon EverandCorrosion and its Consequences for Reinforced Concrete StructuresNoch keine Bewertungen
- Surface PreparationDokument5 SeitenSurface PreparationPT Bahtera AgungNoch keine Bewertungen
- ASSDA - Pickling and PassivationDokument2 SeitenASSDA - Pickling and Passivationippon_osotoNoch keine Bewertungen
- Lead Supervising or 3rd Party Nace Peer Review/level 3 CertifiedDokument3 SeitenLead Supervising or 3rd Party Nace Peer Review/level 3 Certifiedapi-77735589Noch keine Bewertungen
- Surface Preparation Standards - ComparasionDokument4 SeitenSurface Preparation Standards - ComparasiontaiNoch keine Bewertungen
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDokument56 SeitenWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineNoch keine Bewertungen
- Aga CourseDokument40 SeitenAga CourseTarek YehiaNoch keine Bewertungen
- Hempel BookDokument318 SeitenHempel BookChristos Anthoulakis100% (2)
- 1.2.4 HDG - Painting Issues PDFDokument2 Seiten1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Noch keine Bewertungen
- Anticorrosion Paint & CoatingDokument4 SeitenAnticorrosion Paint & CoatingGoutam GiriNoch keine Bewertungen
- Dewpoint: Coating & Painting InspectionDokument6 SeitenDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- Application Guide Penguard MidcoatDokument6 SeitenApplication Guide Penguard Midcoatadeoye_okunoyeNoch keine Bewertungen
- BlastpaintDokument12 SeitenBlastpaintdeje1726Noch keine Bewertungen
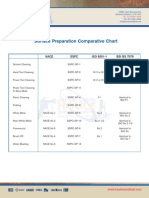
- Surface Preparation Comparative ChartDokument1 SeiteSurface Preparation Comparative Chartcmms88Noch keine Bewertungen
- Painting Inspection Grade 2Dokument17 SeitenPainting Inspection Grade 2Midhun K Chandrabose100% (3)
- QADokument21 SeitenQAms rooNoch keine Bewertungen
- Organic and Inorganic Zinc Rich CoatingsDokument3 SeitenOrganic and Inorganic Zinc Rich CoatingsEddy Norman Benites Delgado100% (6)
- Surface Preparation StandardsDokument4 SeitenSurface Preparation StandardsmuhammedemraanNoch keine Bewertungen
- Surface Prep StandardsDokument2 SeitenSurface Prep StandardsAnonymous 5mN1tLMNoch keine Bewertungen
- STGPS N1 6 Painting SpecificationDokument18 SeitenSTGPS N1 6 Painting Specificationraluca_19735597Noch keine Bewertungen
- Coating Process QuizDokument2 SeitenCoating Process QuizMujjamil NakadeNoch keine Bewertungen
- Painting STDSDokument4 SeitenPainting STDSAshok KsNoch keine Bewertungen
- Painting Course Important Topic: DFT WFT X 100Dokument6 SeitenPainting Course Important Topic: DFT WFT X 100AMALENDU PAUL100% (1)
- ABRASIVE BLASTING SM PRESENTATION 2017.ppsxDokument18 SeitenABRASIVE BLASTING SM PRESENTATION 2017.ppsxIsaac SamuelNoch keine Bewertungen
- Daily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanDokument4 SeitenDaily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanSUKhanNoch keine Bewertungen
- Revision Questions BGASDokument47 SeitenRevision Questions BGASCERTSNoch keine Bewertungen
- Paint Defects and RemediesDokument11 SeitenPaint Defects and RemediesAldrin Ron Caina Mamaril100% (2)
- Specification Checklist For Steel and Concrete CoatingDokument5 SeitenSpecification Checklist For Steel and Concrete Coatingsea_jazzNoch keine Bewertungen
- Jotun Resist 86Dokument5 SeitenJotun Resist 86Ansar AliNoch keine Bewertungen
- SUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Dokument11 SeitenSUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Mufleh IdrisNoch keine Bewertungen
- Section13 Spark TestingDokument3 SeitenSection13 Spark TestingGustavoNoch keine Bewertungen
- SP 18 Thoro Spot & Sweep 12-30-20Dokument7 SeitenSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiNoch keine Bewertungen
- SSPC Trainthepainter WebinarDokument64 SeitenSSPC Trainthepainter WebinarFreddy Carl Fredricksen100% (2)
- Procedure For Surface PreparationDokument10 SeitenProcedure For Surface PreparationEric MagnayeNoch keine Bewertungen
- Surface Preparation Standards JotunDokument2 SeitenSurface Preparation Standards JotunbacabacabacaNoch keine Bewertungen
- Removing Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncDokument46 SeitenRemoving Coatings and Cleaning Masonry Substrates: Kenneth A. Trimber KTA-Tator, IncMilagros MorantesNoch keine Bewertungen
- Paint Slip Coefficient PDFDokument28 SeitenPaint Slip Coefficient PDFRk Sabarinathan100% (1)
- Coating QaDokument17 SeitenCoating Qasbmmla100% (9)
- Bristle - Blaster - Brochure SSPC SP 11Dokument6 SeitenBristle - Blaster - Brochure SSPC SP 11yanuar iskhakNoch keine Bewertungen
- SSPC Painting Practice Vol-1 PDFDokument669 SeitenSSPC Painting Practice Vol-1 PDFMaría Flores ToledoNoch keine Bewertungen
- Resume For Painting InspectorDokument3 SeitenResume For Painting InspectorMITHUNNoch keine Bewertungen
- Surface PreparationDokument9 SeitenSurface PreparationIsabelo AbaoNoch keine Bewertungen
- Nace Cip Level 3 Qtpcqtpcqapdfnace Cip Level 3pdfpdf FilenaceDokument2 SeitenNace Cip Level 3 Qtpcqtpcqapdfnace Cip Level 3pdfpdf FilenaceNimish Pavan100% (1)
- SAEP-303: 2 Conflicts and DeviationsDokument19 SeitenSAEP-303: 2 Conflicts and DeviationsnasirNoch keine Bewertungen
- Pickling Heat Tint For SSDokument2 SeitenPickling Heat Tint For SSTuan DangNoch keine Bewertungen
- Surface Preparation Repair May 2020Dokument6 SeitenSurface Preparation Repair May 2020Mel AnieNoch keine Bewertungen
- Coatings Inspection 2Dokument78 SeitenCoatings Inspection 2Namta GeorgeNoch keine Bewertungen
- Salt TestDokument16 SeitenSalt Testم.ذكى فضل ذكى100% (1)
- Paint Inspection BasicDokument6 SeitenPaint Inspection BasicmaddyNoch keine Bewertungen
- Corrosion ProtectionDokument95 SeitenCorrosion ProtectionNestor Mijares100% (1)
- 1-Frosio Chapter 1 Inspector Duties and BehaviourDokument84 Seiten1-Frosio Chapter 1 Inspector Duties and BehaviourtaiNoch keine Bewertungen
- Bend Test Acceptance CriteriADokument1 SeiteBend Test Acceptance CriteriAGowrisanthosh PalikaNoch keine Bewertungen
- Defects in Galvanised Coatings INGALSM3Dokument14 SeitenDefects in Galvanised Coatings INGALSM3khurshedlakhoNoch keine Bewertungen
- Visco-Elastic Coating MaterialDokument17 SeitenVisco-Elastic Coating Materialosmanmop100% (1)
- Surface PreparationDokument13 SeitenSurface PreparationelangorengaNoch keine Bewertungen
- Surface Preparation For Coating (Blasting)Dokument11 SeitenSurface Preparation For Coating (Blasting)Prabath MadusankaNoch keine Bewertungen
- Surface Preparation Guide PDFDokument13 SeitenSurface Preparation Guide PDFait.koufiNoch keine Bewertungen
- Surface PreparationDokument13 SeitenSurface PreparationDacher Daniel100% (1)
- Surface CoatingDokument18 SeitenSurface Coatingaaftab ahmed100% (1)
- Sis 05 5900Dokument11 SeitenSis 05 5900Taha Zia50% (2)
- PH-CERD-035-preliminary LogDokument5 SeitenPH-CERD-035-preliminary LogsawwahwahNoch keine Bewertungen
- PH-CERD-032-preliminary LogDokument5 SeitenPH-CERD-032-preliminary LogsawwahwahNoch keine Bewertungen
- PH-CERD-029-preliminary LogDokument5 SeitenPH-CERD-029-preliminary LogsawwahwahNoch keine Bewertungen
- PH-CERD-031-preliminary LogDokument5 SeitenPH-CERD-031-preliminary LogsawwahwahNoch keine Bewertungen
- PH-CERD-030-preliminary LogDokument5 SeitenPH-CERD-030-preliminary LogsawwahwahNoch keine Bewertungen
- PH-CERD-034-preliminary LogDokument5 SeitenPH-CERD-034-preliminary LogsawwahwahNoch keine Bewertungen
- PH-CERD-061-preliminary LogDokument5 SeitenPH-CERD-061-preliminary LogsawwahwahNoch keine Bewertungen
- PH-CERD-026-preliminary LogDokument5 SeitenPH-CERD-026-preliminary LogsawwahwahNoch keine Bewertungen
- 165 RCKJ81276VSTDokument6 Seiten165 RCKJ81276VSTsawwahwahNoch keine Bewertungen
- 167 RCKJ81278VSTDokument7 Seiten167 RCKJ81278VSTsawwahwahNoch keine Bewertungen
- PH-CERD-024-preliminary LogDokument5 SeitenPH-CERD-024-preliminary LogsawwahwahNoch keine Bewertungen
- 166 RCKJ81277VSTDokument7 Seiten166 RCKJ81277VSTsawwahwahNoch keine Bewertungen
- PH-CERD-023-preliminary LogDokument5 SeitenPH-CERD-023-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-022-preliminary LogDokument5 SeitenPH-MWBD-022-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-078-preliminary LogDokument5 SeitenPH-MWBD-078-preliminary LogsawwahwahNoch keine Bewertungen
- 168 RCKJ81279VSTDokument7 Seiten168 RCKJ81279VSTsawwahwahNoch keine Bewertungen
- PH-MWBD-019-preliminary LogDokument5 SeitenPH-MWBD-019-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-018-preliminary LogDokument5 SeitenPH-MWBD-018-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-004-preliminary LogDokument5 SeitenPH-MWBD-004-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-020-preliminary LogDokument5 SeitenPH-MWBD-020-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-075-preliminary LogDokument5 SeitenPH-MWBD-075-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-094-preliminary LogDokument5 SeitenPH-MWBD-094-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-077-preliminary LogDokument5 SeitenPH-MWBD-077-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-005-preliminary LogDokument5 SeitenPH-MWBD-005-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-001-preliminary LogDokument5 SeitenPH-MWBD-001-preliminary LogsawwahwahNoch keine Bewertungen
- DailyBorelog - 02 09 2022 - PH MWBD 022Dokument3 SeitenDailyBorelog - 02 09 2022 - PH MWBD 022sawwahwahNoch keine Bewertungen
- PH-MWBD-002-preliminary LogDokument5 SeitenPH-MWBD-002-preliminary LogsawwahwahNoch keine Bewertungen
- PH-MWBD-003-preliminary LogDokument5 SeitenPH-MWBD-003-preliminary LogsawwahwahNoch keine Bewertungen
- DailyBorelog - 02 09 2022 - PH MWBD 074Dokument4 SeitenDailyBorelog - 02 09 2022 - PH MWBD 074sawwahwahNoch keine Bewertungen
- DailyBorelog - 02 09 2022 - PH MWBD 004Dokument4 SeitenDailyBorelog - 02 09 2022 - PH MWBD 004sawwahwahNoch keine Bewertungen
- Pilihlah Jawaban Yang Paling Benar Dengan Memberikan Tanda Silang (X) Pada Salah Satu Huruf A, B, C, D, Atau E Pada Lembar Jawaban !Dokument5 SeitenPilihlah Jawaban Yang Paling Benar Dengan Memberikan Tanda Silang (X) Pada Salah Satu Huruf A, B, C, D, Atau E Pada Lembar Jawaban !SonalitaWigunaNoch keine Bewertungen
- Ishmonbrownresume 2019Dokument1 SeiteIshmonbrownresume 2019api-233713154Noch keine Bewertungen
- Teju Cole Eight Letters To A Young Writer2Dokument40 SeitenTeju Cole Eight Letters To A Young Writer2Hugo Becerra Domínguez100% (1)
- The Multiverse Superhero Tabletop Game: by Elijah KelloggDokument38 SeitenThe Multiverse Superhero Tabletop Game: by Elijah Kelloggangelofmenoth100% (1)
- Systematic Theology I Term Paper Salvation by GraceDokument18 SeitenSystematic Theology I Term Paper Salvation by GraceSen SophalNoch keine Bewertungen
- Home TextilesDokument74 SeitenHome Textilesgrewalashish123450% (6)
- This Content Downloaded From 34.192.2.131 On Mon, 03 Aug 2020 16:43:59 UTCDokument3 SeitenThis Content Downloaded From 34.192.2.131 On Mon, 03 Aug 2020 16:43:59 UTCCarolina MircinNoch keine Bewertungen
- BLOM, Thomas.Dokument22 SeitenBLOM, Thomas.Beano de BorbujasNoch keine Bewertungen
- Man and His Symbols by C. G. Jung-Pages-1-50Dokument58 SeitenMan and His Symbols by C. G. Jung-Pages-1-50Bui Duc Manh0% (7)
- 6 PDFDokument1 Seite6 PDFLady Mae BrigoliNoch keine Bewertungen
- Childrens Literature VSI Reading GuideDokument2 SeitenChildrens Literature VSI Reading GuideEvelina CasielloNoch keine Bewertungen
- Tylmans Theory and Practice of Fixed ProsthodonticsDokument6 SeitenTylmans Theory and Practice of Fixed ProsthodonticsAsma Akram - Prosthodontics0% (1)
- Spanish Fly Manual PDFDokument4 SeitenSpanish Fly Manual PDFVictor Hernandez MedinaNoch keine Bewertungen
- Descriptive EssayDokument3 SeitenDescriptive EssayjamielhallNoch keine Bewertungen
- Elements & CompoundsDokument11 SeitenElements & CompoundsChing JunioNoch keine Bewertungen
- 4th Quarter - Lesson 8 - Understanding DramaDokument12 Seiten4th Quarter - Lesson 8 - Understanding DramaJubilee May ZaragozaNoch keine Bewertungen
- Learn To Read LatinDokument47 SeitenLearn To Read LatinWhitney Nimitpattana79% (47)
- UnderDokument293 SeitenUnderXam Xann100% (12)
- GuitarDokument9 SeitenGuitarHarun Ünüvar100% (5)
- Quiz de Ingles Unidad 1 2 y 3 Cambridge Touchstone Nivel 4 Contestado PDFDokument8 SeitenQuiz de Ingles Unidad 1 2 y 3 Cambridge Touchstone Nivel 4 Contestado PDFGilberto Vasquez FonsecaNoch keine Bewertungen
- Omelas Rhetorical AnalysisDokument5 SeitenOmelas Rhetorical Analysisapi-519889001Noch keine Bewertungen
- Utopian Visions (Time-Life Mysteries of The Unknown) PDFDokument168 SeitenUtopian Visions (Time-Life Mysteries of The Unknown) PDFVictor Chibici100% (1)
- TikZ Vector ArtDokument12 SeitenTikZ Vector ArtRobin Red Msiska100% (1)
- Steve Jobs: "The Entrepreneur That I Most Admire"Dokument4 SeitenSteve Jobs: "The Entrepreneur That I Most Admire"Joose Raymundo RamirezNoch keine Bewertungen
- Gremio SlidesCarnivalDokument30 SeitenGremio SlidesCarnivalennovarteNoch keine Bewertungen
- A History of Science and Technology in The Philippines During Pre-Colonial PeriodDokument2 SeitenA History of Science and Technology in The Philippines During Pre-Colonial PeriodLady of the LightNoch keine Bewertungen
- Creative CartographyDokument27 SeitenCreative Cartographyaniellarm100% (1)
- Oxford Scholarship Online: Understanding Human AgencyDokument3 SeitenOxford Scholarship Online: Understanding Human Agencyrebe53Noch keine Bewertungen
- HW Students Join Over 21,000 DECA Members To Close The Nation's "Skills Gap" at Annual #DECAICDCDokument8 SeitenHW Students Join Over 21,000 DECA Members To Close The Nation's "Skills Gap" at Annual #DECAICDCetracyhwhsNoch keine Bewertungen
- TUT FM 96.2 Brochure Information 2020Dokument10 SeitenTUT FM 96.2 Brochure Information 2020obakeng authur ntlhakengNoch keine Bewertungen