Das könnte Ihnen auch gefallen
- FIELD INSPECTION PROCEDURESDokument29 SeitenFIELD INSPECTION PROCEDURESsbmmla91% (22)
- Inspection and Test Plan For Storage TankDokument7 SeitenInspection and Test Plan For Storage TankAhmed100% (5)
- Contractor Quality Control Plan For Storage Tank ErectionDokument2 SeitenContractor Quality Control Plan For Storage Tank ErectionHamid Alilou100% (4)
- Mechanical Calculations for Air Receiver Pressure VesselDokument32 SeitenMechanical Calculations for Air Receiver Pressure VesselAndiWSutomoNoch keine Bewertungen
- Storage Tank (API 650)Dokument20 SeitenStorage Tank (API 650)sbmmla83% (6)
- Water Fill Up Testing Procedure-R3 07.07.2011sohar 2Dokument7 SeitenWater Fill Up Testing Procedure-R3 07.07.2011sohar 2AjeetKumarNoch keine Bewertungen
- Sample QAPDokument3 SeitenSample QAPsniperiNoch keine Bewertungen
- Scaffoldless Tank Erection MethodDokument20 SeitenScaffoldless Tank Erection MethodPlok Caca piiii100% (5)
- Tank Erection Itp & Org ChartDokument34 SeitenTank Erection Itp & Org Charthasan_676489616100% (2)
- Quality Assurance Plan For Unitank:: QAP/AAV/MFG/00107/UT Crown Beers India LTD: AAVI-GA-003, R0, 210507 00107Dokument10 SeitenQuality Assurance Plan For Unitank:: QAP/AAV/MFG/00107/UT Crown Beers India LTD: AAVI-GA-003, R0, 210507 00107Narayana Mugalur100% (1)
- Algeria Oman Fertilizer Project Inspection and Test PlanDokument22 SeitenAlgeria Oman Fertilizer Project Inspection and Test Planmister pogi100% (3)
- Pt. Bahana Karya Mandiri: Data SheetDokument8 SeitenPt. Bahana Karya Mandiri: Data SheetBowo Edhi WibowoNoch keine Bewertungen
- Itp TankDokument4 SeitenItp TankAmber Chavez100% (2)
- Prepration of ITP For Storage Tanks Fabrication & ErectionDokument27 SeitenPrepration of ITP For Storage Tanks Fabrication & ErectionRamuAlagappan93% (15)
- ITP Format For New PVDokument8 SeitenITP Format For New PVDavid LambertNoch keine Bewertungen
- Boq (110912)Dokument144 SeitenBoq (110912)Ali AlaliNoch keine Bewertungen
- ITP For Storage TankDokument6 SeitenITP For Storage Tankittiphon3194% (17)
- API 579-1 FFS AssessmentDokument16 SeitenAPI 579-1 FFS AssessmentMuhammad Omar100% (2)
- Itp Storage TankDokument10 SeitenItp Storage Tankmuhammad afrizalNoch keine Bewertungen
- Inspection of Storage Tank API - 650Dokument4 SeitenInspection of Storage Tank API - 650Michael Albuquerque0% (1)
- BCA - Design Guide On Use of Structural SteelDokument89 SeitenBCA - Design Guide On Use of Structural Steelsazkha2100% (1)
- M 111 Tank Weld Repair ProcedureDokument8 SeitenM 111 Tank Weld Repair ProcedureAAISATNoch keine Bewertungen
- Niigata - Replacing Bottom Plates of Oil Storage TanksDokument7 SeitenNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- DBR Structural Design Basis Report AvignaDokument8 SeitenDBR Structural Design Basis Report AvignaswapnilNoch keine Bewertungen
- GEE ElectrodeDokument17 SeitenGEE ElectrodeSatyamEngNoch keine Bewertungen
- Tank Erection ProcedureDokument15 SeitenTank Erection Procedurejohney294% (16)
- Itp For Storage TanksDokument7 SeitenItp For Storage TanksHamid MansouriNoch keine Bewertungen
- Reconstruction of Pakistan Refinery Tank T-53Dokument16 SeitenReconstruction of Pakistan Refinery Tank T-53javaidahmedshaikh100% (1)
- Report of Storage TankDokument44 SeitenReport of Storage TankAMALENDU PAUL100% (1)
- SOP Hydrotest Storage TankDokument3 SeitenSOP Hydrotest Storage TankRidwan Nursalam100% (1)
- API 579-1 FFS Assessment SummaryDokument28 SeitenAPI 579-1 FFS Assessment SummaryRobiansah Tri AchbarNoch keine Bewertungen
- IOCL Refinery Project Tank Settlement Survey ReportDokument1 SeiteIOCL Refinery Project Tank Settlement Survey Reportarkaprava ghosh100% (1)
- Method For Replacement The Bottom Plate With New OneDokument9 SeitenMethod For Replacement The Bottom Plate With New OneMian Aamir Saddiq100% (3)
- Tank-API-650-docx V-V-I-P PDFDokument20 SeitenTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- Cost Estimate of Hydro Plant 11MW and 16.5MWDokument33 SeitenCost Estimate of Hydro Plant 11MW and 16.5MWwalitedison100% (1)
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDokument1 SeiteStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaNoch keine Bewertungen
- Metallic Materials for FGD SystemsDokument21 SeitenMetallic Materials for FGD SystemsClaudia MmsNoch keine Bewertungen
- Fireproofing SpecificationDokument48 SeitenFireproofing SpecificationEsteban Castellano100% (12)
- Hydrotest ProcedureDokument6 SeitenHydrotest Procedurebagusu_6Noch keine Bewertungen
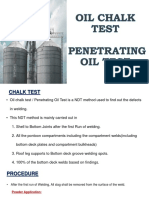
- Oil Chalk Test/Penetrating Oil TestDokument6 SeitenOil Chalk Test/Penetrating Oil TestWeld ManiacNoch keine Bewertungen
- Inspection Report: Vaccum Test RecordDokument21 SeitenInspection Report: Vaccum Test RecordWahyudi MetrizaNoch keine Bewertungen
- STS Co. storage tank fabrication methodologyDokument15 SeitenSTS Co. storage tank fabrication methodologypurshottam GHNoch keine Bewertungen
- Inspection & Test Plan TankDokument3 SeitenInspection & Test Plan TankJOSHUA SULLEGUE100% (1)
- Checklist Tank NewDokument11 SeitenChecklist Tank NewamevaluacionesNoch keine Bewertungen
- Description and Job SpecificationDokument10 SeitenDescription and Job SpecificationAhmed Ben HmidaNoch keine Bewertungen
- Storage Tank PresentationDokument62 SeitenStorage Tank PresentationpsychopassNoch keine Bewertungen
- PQR 014 (Qualified Sa 106 GR BDokument5 SeitenPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- Shell Plate Dimension CheckDokument7 SeitenShell Plate Dimension Checksetak0% (1)
- 10) Itp - Tank Fabrication PDFDokument6 Seiten10) Itp - Tank Fabrication PDFAndy Chong100% (5)
- (732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06Dokument10 Seiten(732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06sathi11189Noch keine Bewertungen
- Storage Tank Hydrostatic Test Quality Control and Inspection Report FormDokument1 SeiteStorage Tank Hydrostatic Test Quality Control and Inspection Report FormsugiantobarusNoch keine Bewertungen
- 24.tank Oil Chalk TestDokument3 Seiten24.tank Oil Chalk TestShubham ShuklaNoch keine Bewertungen
- Tank Bottom Plate Replacement TechniquesDokument9 SeitenTank Bottom Plate Replacement TechniquesMS100% (1)
- WPS - Smaw - 2Dokument6 SeitenWPS - Smaw - 2Harkesh RajputNoch keine Bewertungen
- Hydrostatic and Settlement Tests ProcedureDokument12 SeitenHydrostatic and Settlement Tests Procedureツ ツ100% (1)
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Dokument6 SeitenQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- BS 07668-2016 PDFDokument26 SeitenBS 07668-2016 PDFAsheque IqbalNoch keine Bewertungen
- Vacuum Box Testing ProcedureDokument6 SeitenVacuum Box Testing ProcedureKandula Raju100% (1)
- Vessel Inspection ProcedureDokument17 SeitenVessel Inspection ProcedureVimal RajNoch keine Bewertungen
- Facture C3 ShineDokument1 SeiteFacture C3 ShineAhmed Ben HmidaNoch keine Bewertungen
- Volume3A MechDokument321 SeitenVolume3A MechAdeel JamilNoch keine Bewertungen
- Vaccum Box Test Procedure For All TanksDokument6 SeitenVaccum Box Test Procedure For All Tanksויליאם סן מרמיגיוסNoch keine Bewertungen
- TBE For UG Knock Out Drum - Draft For Rev.C1Dokument22 SeitenTBE For UG Knock Out Drum - Draft For Rev.C1pragatheeskNoch keine Bewertungen
- Tank Inspection NotesDokument5 SeitenTank Inspection Notesaneeshjose013Noch keine Bewertungen
- 21Dokument6 Seiten21Dannis AnantoNoch keine Bewertungen
- CNT230025 C3 HRSG - Air Tank TCV020&PCV068Dokument6 SeitenCNT230025 C3 HRSG - Air Tank TCV020&PCV068Dave CheungNoch keine Bewertungen
- Informe Inspección A-1150 Rev1Dokument8 SeitenInforme Inspección A-1150 Rev1bgonzalez1981Noch keine Bewertungen
- $1330PZT-9141C/I04-A : Construction Check SheetDokument3 Seiten$1330PZT-9141C/I04-A : Construction Check SheetAnonymous W939WdINoch keine Bewertungen
- 28 LaDokument3 Seiten28 Lagsinghal121Noch keine Bewertungen
- Pressure Vessel Inspection ReportDokument34 SeitenPressure Vessel Inspection ReportJinlong SuNoch keine Bewertungen
- Geometrical DescriptionDokument1 SeiteGeometrical DescriptionAhmed Ben HmidaNoch keine Bewertungen
- Geometrical DescriptionDokument1 SeiteGeometrical DescriptionAhmed Ben HmidaNoch keine Bewertungen
- Node Displacement Summary: Job No Sheet No RevDokument1 SeiteNode Displacement Summary: Job No Sheet No RevAhmed Ben HmidaNoch keine Bewertungen
- Fill in RulesDokument1 SeiteFill in RulesAhmed Ben HmidaNoch keine Bewertungen
- Cementatious Grout DASDokument3 SeitenCementatious Grout DASAhmed Ben HmidaNoch keine Bewertungen
- RESOLTECH Chemical Resistance GuideDokument45 SeitenRESOLTECH Chemical Resistance GuideAhmed Ben HmidaNoch keine Bewertungen
- 7357.what's New in STAAD Foundation Advanced 61Dokument27 Seiten7357.what's New in STAAD Foundation Advanced 61Panneer Selvam EaswaranNoch keine Bewertungen
- Structural steel shapes and propertiesDokument176 SeitenStructural steel shapes and propertiesAhmed Ben HmidaNoch keine Bewertungen
- SA Journal of Tech 2016Dokument90 SeitenSA Journal of Tech 2016mack_eausNoch keine Bewertungen
- Thrust BlockDokument3 SeitenThrust BlockAhmed Ben HmidaNoch keine Bewertungen
- AaaaaaaaaaaaaaaaaaaaaaDokument32 SeitenAaaaaaaaaaaaaaaaaaaaaaAhmed Ben HmidaNoch keine Bewertungen
- Geometrical Description: WATER TANK Geometry DEGASSER GeometryDokument1 SeiteGeometrical Description: WATER TANK Geometry DEGASSER GeometryAhmed Ben HmidaNoch keine Bewertungen
- Ferraillage plan de poteaux et dalles béton arméDokument1 SeiteFerraillage plan de poteaux et dalles béton arméAhmed Ben HmidaNoch keine Bewertungen
- EPD Mineral Wool Panel PRMDokument7 SeitenEPD Mineral Wool Panel PRMAhmed Ben HmidaNoch keine Bewertungen
- Aciers Mottard 1 6 PDFDokument2 SeitenAciers Mottard 1 6 PDFAhmed Ben HmidaNoch keine Bewertungen
- Hand Calculations 2 Way Flat Plate SlabDokument18 SeitenHand Calculations 2 Way Flat Plate SlabAhmed Ben HmidaNoch keine Bewertungen
- Ferraillage plan de poteaux et dalles béton arméDokument1 SeiteFerraillage plan de poteaux et dalles béton arméAhmed Ben HmidaNoch keine Bewertungen
- Geometric Properties of The Cross-Section Parameter Value: Interval of The Stresses Values: (,) KN/CM 2 - 6,66e+2Dokument2 SeitenGeometric Properties of The Cross-Section Parameter Value: Interval of The Stresses Values: (,) KN/CM 2 - 6,66e+2Ahmed Ben HmidaNoch keine Bewertungen
- Sustainability at HDRDokument4 SeitenSustainability at HDRAhmed Ben HmidaNoch keine Bewertungen
- Structural Enterprise Infographic 0417Dokument1 SeiteStructural Enterprise Infographic 0417Ahmed Ben HmidaNoch keine Bewertungen
- TrnsLine PDFDokument495 SeitenTrnsLine PDFMomayKradookkradicNoch keine Bewertungen
- Isolated Footing Design (ACI 318-11) : ElevationDokument12 SeitenIsolated Footing Design (ACI 318-11) : ElevationAhmed Ben HmidaNoch keine Bewertungen
- Peyrot WindDokument25 SeitenPeyrot WindMuhannad AbdulRaoufNoch keine Bewertungen
- Pole LoadingDokument27 SeitenPole LoadingKho C AhlNoch keine Bewertungen
- Above Ground Pipe Installation With Non-Restrained JointsDokument36 SeitenAbove Ground Pipe Installation With Non-Restrained JointsWerner100% (1)
- Sika Casestudy HighstrengthDokument7 SeitenSika Casestudy HighstrengthAhmed Ben HmidaNoch keine Bewertungen
- FLOWTITE Install GuideDokument72 SeitenFLOWTITE Install GuideRanjit RjtNoch keine Bewertungen
- Price Bid 1513589779Dokument17 SeitenPrice Bid 1513589779Aashish kumarNoch keine Bewertungen
- 6280Dokument13 Seiten6280sanbarunNoch keine Bewertungen
- Spec 500 MT 020514 Godown 500mtDokument16 SeitenSpec 500 MT 020514 Godown 500mtdraqbhattiNoch keine Bewertungen
- AISC structural steel glossaryDokument1 SeiteAISC structural steel glossaryqc_531040655Noch keine Bewertungen
- 143 13 English Catalogue 2014Dokument319 Seiten143 13 English Catalogue 2014Ionut FloricaNoch keine Bewertungen
- A New Demountable Built-Up Steel Structural System: Optimization of Cross Sectional PropertiesDokument6 SeitenA New Demountable Built-Up Steel Structural System: Optimization of Cross Sectional PropertiesIoana KruckeNoch keine Bewertungen
- Steel Sheet, Aluminum-Coated, by The Hot-Dip Process: Standard Specification ForDokument6 SeitenSteel Sheet, Aluminum-Coated, by The Hot-Dip Process: Standard Specification ForYordan Vallentino PutraNoch keine Bewertungen
- RRSDokument21 SeitenRRSHardik ChaudhariNoch keine Bewertungen
- TC VerificationDokument33 SeitenTC VerificationmaheshNoch keine Bewertungen
- Double Bar Self-Closing Safety GateDokument4 SeitenDouble Bar Self-Closing Safety Gatechacha_yousraNoch keine Bewertungen
- Apf Cal Pipe Bridge Rev 2Dokument36 SeitenApf Cal Pipe Bridge Rev 2Edwin RachmanudinNoch keine Bewertungen
- Vvol II 2017 Rules For Hull2017 32 209Dokument178 SeitenVvol II 2017 Rules For Hull2017 32 209engineering jrNoch keine Bewertungen
- Firestone Air Spring W02-358-3004Dokument29 SeitenFirestone Air Spring W02-358-3004MROstop.com100% (1)
- Intro to TOS-I: Struct Engg History & FormsDokument54 SeitenIntro to TOS-I: Struct Engg History & FormsEdosa Efe BishopNoch keine Bewertungen
- Part II - 07 Steel ErectionDokument10 SeitenPart II - 07 Steel Erectionsalah abddayemNoch keine Bewertungen
- DormaDokument84 SeitenDormaJuraj JuravićNoch keine Bewertungen
- Session 1 Fundamental Concepts Part 1Dokument24 SeitenSession 1 Fundamental Concepts Part 1Ryan KuntzNoch keine Bewertungen
- Section 7 - Structural SteelDokument31 SeitenSection 7 - Structural SteeltunlajiNoch keine Bewertungen
- Presentation Explosive Welding (Ew)Dokument12 SeitenPresentation Explosive Welding (Ew)dnatarajanNoch keine Bewertungen
- Cantilever Racks SolutionDokument8 SeitenCantilever Racks SolutionDaniel SevillaNoch keine Bewertungen
- ASTMDokument6 SeitenASTMcarmin79100% (2)
- Ampp Nace Code Estructural CoatingDokument12 SeitenAmpp Nace Code Estructural CoatingJavier Enrique Diaz ChacinNoch keine Bewertungen
- Plates & Coils - Jindal Steel & Power LTDDokument12 SeitenPlates & Coils - Jindal Steel & Power LTDjindalsteelsNoch keine Bewertungen