Das könnte Ihnen auch gefallen
- Cadena de Suministro PepsiDokument13 SeitenCadena de Suministro PepsiAlexis Luviano55% (11)
- La Historia de Condor Travel Es La Historia de Un Grupo de Visionarios QueDokument23 SeitenLa Historia de Condor Travel Es La Historia de Un Grupo de Visionarios QueWilde Lozano ManottupaNoch keine Bewertungen
- ¿Cómo Alinear La Guía de Corte A La Hoja Sobre Una Mesa de La Sierra - EximbankerDokument2 Seiten¿Cómo Alinear La Guía de Corte A La Hoja Sobre Una Mesa de La Sierra - EximbankerFelixPNoch keine Bewertungen
- Procesos en Una Planta MetalmecanicaDokument12 SeitenProcesos en Una Planta MetalmecanicaPedro ArguelloNoch keine Bewertungen
- MK 1992 05 18Dokument1 SeiteMK 1992 05 18FelixPNoch keine Bewertungen
- MK 1990 06 TaburetDokument1 SeiteMK 1990 06 TaburetFelixPNoch keine Bewertungen
- Manual de Microcontroladores PICDokument68 SeitenManual de Microcontroladores PICabraham-tellez-5555Noch keine Bewertungen
- PRIMEROS Pasos PicDokument16 SeitenPRIMEROS Pasos PicKevin Briones del CarpioNoch keine Bewertungen
- Modulacion DigitalDokument18 SeitenModulacion DigitalAndrés MartinezNoch keine Bewertungen
- Modulacion DigitalDokument18 SeitenModulacion DigitalAndrés MartinezNoch keine Bewertungen
- Modulacion DigitalDokument12 SeitenModulacion Digitalapi-27535945100% (3)
- Mi Pequeño Proyecto para Un Avance Automático en El Torno PDFDokument8 SeitenMi Pequeño Proyecto para Un Avance Automático en El Torno PDFFelixPNoch keine Bewertungen
- 15 Mof de La Gerencia General de Transporte UrbanoDokument57 Seiten15 Mof de La Gerencia General de Transporte Urbanorusecher0% (1)
- Lista de Nombres de EmpresasDokument19 SeitenLista de Nombres de EmpresasMainorGamboa100% (1)
- Cálculo de AeromodelosDokument5 SeitenCálculo de Aeromodelosmam73Noch keine Bewertungen
- Comparación Leyes Hotelería - TurismoDokument1 SeiteComparación Leyes Hotelería - TurismoAnabella H BrichettiNoch keine Bewertungen
- Socoda - Linea PenitenciariaDokument22 SeitenSocoda - Linea PenitenciariaaleosgarNoch keine Bewertungen
- 1mexico Albañil Mano de ObraDokument3.392 Seiten1mexico Albañil Mano de ObraOmar de jesus AquinoNoch keine Bewertungen
- Katherin Brochell Calderon Hy (1) (1) 2Dokument9 SeitenKatherin Brochell Calderon Hy (1) (1) 2Kathe BrochellNoch keine Bewertungen
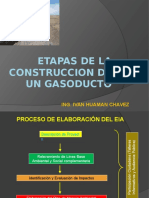
- Etapas de Una Construccion de Gasoducto V Final 1Dokument91 SeitenEtapas de Una Construccion de Gasoducto V Final 1Ivan50% (2)
- Operaciones de FresadoDokument3 SeitenOperaciones de FresadoMauricio Arze SanchezNoch keine Bewertungen
- Ensayos TecnológicosDokument10 SeitenEnsayos TecnológicosCarlos Ramirez ArgelNoch keine Bewertungen
- Listado de MaterialesDokument246 SeitenListado de Materialestitus0025Noch keine Bewertungen
- Catalogo Modula - Lift - ES PDFDokument8 SeitenCatalogo Modula - Lift - ES PDFMiiss Little EdanNoch keine Bewertungen
- PC1 Grupal Comercio Inter.Dokument6 SeitenPC1 Grupal Comercio Inter.JUAN DIEGO VILLAFANA HUAMANINoch keine Bewertungen
- Manual de BrocasDokument160 SeitenManual de BrocasAlexander HumpiriNoch keine Bewertungen
- Cálculo Del Número de Camiones Requeridos para LaDokument6 SeitenCálculo Del Número de Camiones Requeridos para LaNancy Sempértegui Tafur100% (1)
- 13AR042846HDokument2 Seiten13AR042846HHoracio Crenna0% (1)
- Estadística Inferencial 2Dokument21 SeitenEstadística Inferencial 2ArturoGrizNoch keine Bewertungen
- AnclasDokument5 SeitenAnclasRoy San100% (1)
- Proceso de Exportacion 1Dokument18 SeitenProceso de Exportacion 1Geancarlos Cubas Palacios100% (1)
- Lista de PartidasDokument4 SeitenLista de PartidasJhanCarlo Cachuán DávilaNoch keine Bewertungen
- Actividad 5 Programación de Compras y Cadena de ValorDokument4 SeitenActividad 5 Programación de Compras y Cadena de Valoralfredo danielNoch keine Bewertungen
- Estrategias para Incentivar El Transporte Publico en Los AeropuertosDokument8 SeitenEstrategias para Incentivar El Transporte Publico en Los AeropuertosKarlPopperNoch keine Bewertungen
- Sostenimiento Con Cuadros de MaderaDokument12 SeitenSostenimiento Con Cuadros de Maderapercy tapara palominoNoch keine Bewertungen
- Propuesta de Un Sistema de Costos Por Procesos para La Industria Textil y ConfeccionesDokument11 SeitenPropuesta de Un Sistema de Costos Por Procesos para La Industria Textil y ConfeccionesStevesNoch keine Bewertungen
- Bateria de ContadoresDokument2 SeitenBateria de ContadoresTony AlonsoNoch keine Bewertungen
- 63 - Unidad 2 Maq Fresa y Lima PDFDokument6 Seiten63 - Unidad 2 Maq Fresa y Lima PDFNelson DiazNoch keine Bewertungen
- Emresa Pecuaria El Rancho GrandeDokument42 SeitenEmresa Pecuaria El Rancho GrandeJulio Garavito RojasNoch keine Bewertungen