Das könnte Ihnen auch gefallen
- Examining The Processes of RCM and TPMDokument15 SeitenExamining The Processes of RCM and TPMadityanarang147Noch keine Bewertungen
- Integrity Engineering - Wikipedia PDFDokument24 SeitenIntegrity Engineering - Wikipedia PDFEndhy Wisnu NovindraNoch keine Bewertungen
- Understanding and Assessment of Mining Equipment EffectivenessDokument6 SeitenUnderstanding and Assessment of Mining Equipment EffectivenessFelipe JimenezNoch keine Bewertungen
- Extending The Life of Aging Assets: Asset ManagementDokument3 SeitenExtending The Life of Aging Assets: Asset ManagementRRANoch keine Bewertungen
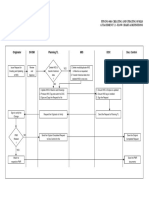
- Flowchart For Creating and Updating of KKS PLTUDokument1 SeiteFlowchart For Creating and Updating of KKS PLTUsas13Noch keine Bewertungen
- Reliability Maturity Matrix: ©2015 Fred SchenkelbergDokument1 SeiteReliability Maturity Matrix: ©2015 Fred Schenkelbergmzai2003100% (1)
- Shutdown 2010 BrochureDokument11 SeitenShutdown 2010 Brochuret_saumitra100% (1)
- 12 202 Bentley APM ANIMP 2014Dokument27 Seiten12 202 Bentley APM ANIMP 2014Ibrahim Hussein100% (1)
- RIMAP Project Transforms Risk ManagementDokument23 SeitenRIMAP Project Transforms Risk Managementzbigniew3brytanNoch keine Bewertungen
- Process 3 - Select risk controls to improve plant reliabilityDokument30 SeitenProcess 3 - Select risk controls to improve plant reliabilityrbdubey2020Noch keine Bewertungen
- Accenture Asset Reliability Maintenance ManagementDokument8 SeitenAccenture Asset Reliability Maintenance ManagementSundar Kumar Vasantha GovindarajuluNoch keine Bewertungen
- Maintenance Optimization: A Critical Aspect of The Equipment Reliability ProgramDokument28 SeitenMaintenance Optimization: A Critical Aspect of The Equipment Reliability ProgramJose Carlos Sierra CiudadNoch keine Bewertungen
- Case Study Model For Economic Lifetime of Drilling Machines in The Swedish Mining IndustryDokument18 SeitenCase Study Model For Economic Lifetime of Drilling Machines in The Swedish Mining IndustryBerat HasolliNoch keine Bewertungen
- SAMI BookletDokument16 SeitenSAMI BookletJosé Rodríguez100% (1)
- Integrated Strategic Asset Management Frameworks ADokument13 SeitenIntegrated Strategic Asset Management Frameworks ABekele Guta GemeneNoch keine Bewertungen
- CMRP OverviewDokument2 SeitenCMRP OverviewBabatunde Abiodun OluboriNoch keine Bewertungen
- Criticality Analysis Maintenance ProceduresDokument4 SeitenCriticality Analysis Maintenance ProceduresjfejfeNoch keine Bewertungen
- Application of Reliability Studies in The Oil and Gas Downstream SectorDokument21 SeitenApplication of Reliability Studies in The Oil and Gas Downstream SectorFabio Kazuo Oshiro100% (1)
- Asset Maintenance Management ObjectivesDokument28 SeitenAsset Maintenance Management ObjectivesMayNoch keine Bewertungen
- Cost of Poor MaintenanceDokument14 SeitenCost of Poor MaintenanceSaulo CabreraNoch keine Bewertungen
- Plant Modification Request Flowchart PLTUDokument3 SeitenPlant Modification Request Flowchart PLTUsas13Noch keine Bewertungen
- Maintenance Job PriorityDokument6 SeitenMaintenance Job Prioritytco_99Noch keine Bewertungen
- Preventive and Predictive Maintenance StrategiesDokument3 SeitenPreventive and Predictive Maintenance StrategiesSyedNadeemAhmedNoch keine Bewertungen
- Design Maintainability Report Group 2 FinalDokument39 SeitenDesign Maintainability Report Group 2 FinalEren KrugerNoch keine Bewertungen
- Reliability Safety MaintenanceDokument4 SeitenReliability Safety Maintenancevciliberti100% (1)
- Preventive Maintenance Basis: Project Overview Report UpdateDokument70 SeitenPreventive Maintenance Basis: Project Overview Report UpdateCarlos RodasNoch keine Bewertungen
- Intro To DMAICDokument40 SeitenIntro To DMAICsamfisher8989Noch keine Bewertungen
- Evaluation of Asset Integrity Management System (AIMS) : GuideDokument28 SeitenEvaluation of Asset Integrity Management System (AIMS) : GuideEdwin TorresNoch keine Bewertungen
- Bali Conference Programme - Final - LR PDFDokument8 SeitenBali Conference Programme - Final - LR PDFgosalhs9395Noch keine Bewertungen
- ภาคผนวก PM OptimizationDokument7 Seitenภาคผนวก PM OptimizationOsu Ampawanon100% (1)
- Maintenance EngineeringDokument34 SeitenMaintenance EngineeringpsenthilpkumarNoch keine Bewertungen
- World Class ShutdownDokument6 SeitenWorld Class ShutdownKmt_AeNoch keine Bewertungen
- Maximize Your Uptime: InsulgardDokument8 SeitenMaximize Your Uptime: InsulgardAODVNoch keine Bewertungen
- Developing an MPM Framework Using ANP for Maintenance Performance Indicator SelectionDokument14 SeitenDeveloping an MPM Framework Using ANP for Maintenance Performance Indicator SelectionAlejandro100% (1)
- 4.5 May2019-Repairable SystemDokument10 Seiten4.5 May2019-Repairable SystemAlexander GejetanusNoch keine Bewertungen
- DNV RAM FPSO White PaperDokument7 SeitenDNV RAM FPSO White PaperOkonji C Stephen100% (1)
- Maintenance and Reliability in OMDokument22 SeitenMaintenance and Reliability in OMOnika BlandinNoch keine Bewertungen
- Improving Asset Peformance Roy WhittDokument7 SeitenImproving Asset Peformance Roy Whittابزار دقیقNoch keine Bewertungen
- RAM Methodology Review PresentationDokument24 SeitenRAM Methodology Review PresentationAli Akram100% (1)
- Process Capability BaselineDokument19 SeitenProcess Capability BaselinecamilaskishoreNoch keine Bewertungen
- ENICOR 1441 Maint Process Activities Overview - Day 5Dokument81 SeitenENICOR 1441 Maint Process Activities Overview - Day 5modesto66100% (1)
- RAM (Reliability, Availability and Maintainability) Analysis - Toyo Engineering CorporationDokument3 SeitenRAM (Reliability, Availability and Maintainability) Analysis - Toyo Engineering CorporationHafsa JalalNoch keine Bewertungen
- Monitoring & Diagnostics potentials - Benchmarking, Root Cause Analysis, Unplanned DowntimeDokument18 SeitenMonitoring & Diagnostics potentials - Benchmarking, Root Cause Analysis, Unplanned DowntimeNassim Ben AbdeddayemNoch keine Bewertungen
- How GRIHA data analysis improves asset management performanceDokument15 SeitenHow GRIHA data analysis improves asset management performanceRaju Ramaswami100% (1)
- Managing A Condition Monitoring Program: Get The Monitoring Right!Dokument9 SeitenManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- LCE Risk-Based Asset Management ReportDokument11 SeitenLCE Risk-Based Asset Management ReportPola7317Noch keine Bewertungen
- Spark ArrestorDokument6 SeitenSpark Arrestorrania hseNoch keine Bewertungen
- 5 Critical Factors RCFADokument22 Seiten5 Critical Factors RCFAKasinathan MuniandiNoch keine Bewertungen
- CMMSDokument9 SeitenCMMSHanna Rizanti KartinaNoch keine Bewertungen
- Short Interval Control Executive SummaryDokument2 SeitenShort Interval Control Executive Summaryaminos85Noch keine Bewertungen
- What is OEE and how is it calculatedDokument4 SeitenWhat is OEE and how is it calculatedmarcovsouzaNoch keine Bewertungen
- 2018 05 04 - Session 3.2 Practical Applic ISO 14224 - ISOTC67 WG4 Seminar May 2018Dokument29 Seiten2018 05 04 - Session 3.2 Practical Applic ISO 14224 - ISOTC67 WG4 Seminar May 2018John Jairo Simanca CastilloNoch keine Bewertungen
- Best Practices ParadasDokument40 SeitenBest Practices ParadasCarlos Alberto Bardales Garcia0% (1)
- Benchmarking Guide for Higher Music Education InstitutionsDokument36 SeitenBenchmarking Guide for Higher Music Education Institutionserast_dudeNoch keine Bewertungen
- Attachment 1 - Prequalification Questionnaire - Main Execution Contract TAR 2023Dokument13 SeitenAttachment 1 - Prequalification Questionnaire - Main Execution Contract TAR 2023BALAKRISHANANNoch keine Bewertungen
- Contractor Safety Handbook HroDokument86 SeitenContractor Safety Handbook HroahmadNoch keine Bewertungen
- Human Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveVon EverandHuman Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveNoch keine Bewertungen
- RBM strategy for power plant risk reductionDokument13 SeitenRBM strategy for power plant risk reductionOsu AmpawanonNoch keine Bewertungen
- Heat StressDokument18 SeitenHeat Stressamira_zainal92Noch keine Bewertungen
- 1403231561-Guidelines For Packaging Labelling and Storage of Scheduled Wastes in Malaysia PDFDokument34 Seiten1403231561-Guidelines For Packaging Labelling and Storage of Scheduled Wastes in Malaysia PDFknabpshoNoch keine Bewertungen
- 17 Landfill Management PDFDokument47 Seiten17 Landfill Management PDFamira_zainal92Noch keine Bewertungen
- 1 - ERP - CrisisDokument124 Seiten1 - ERP - Crisisamira_zainal92Noch keine Bewertungen
- Overview of Occupational HealthDokument25 SeitenOverview of Occupational Healthamira_zainal92Noch keine Bewertungen
- DOE MalaysiaDokument82 SeitenDOE Malaysiaednavilod67% (3)
- Fractional DesignDokument22 SeitenFractional Designamira_zainal92Noch keine Bewertungen
- Construction BarrierDokument2 SeitenConstruction Barrieramira_zainal92Noch keine Bewertungen
- Regular chimney inspections extend plant operationsDokument6 SeitenRegular chimney inspections extend plant operationstecvidyaNoch keine Bewertungen
- Composite MaterialsDokument399 SeitenComposite MaterialsCharlton S.Inao100% (1)
- Lecture 1 Pendahuluan BiokatalisDokument18 SeitenLecture 1 Pendahuluan BiokatalisSabar SitioNoch keine Bewertungen
- Congreso Ccps 2013Dokument116 SeitenCongreso Ccps 2013gustav agudeloNoch keine Bewertungen
- Bio Based Thermosetting Resins For FuturDokument34 SeitenBio Based Thermosetting Resins For Futursatish kumarNoch keine Bewertungen
- Unirub Techno India PVT 7Dokument7 SeitenUnirub Techno India PVT 7BalajiYachawadNoch keine Bewertungen
- Pipe and Fitting ChartDokument12 SeitenPipe and Fitting Chartyulianus_sr100% (2)
- Brief History of Safety ValvesDokument21 SeitenBrief History of Safety ValvesUdhayakumar VenkataramanNoch keine Bewertungen
- Advantage and Disadvantage of Using Nanoparticles in AgricultureDokument13 SeitenAdvantage and Disadvantage of Using Nanoparticles in AgricultureAmjadRashidNoch keine Bewertungen
- Extra BMP Unit 1Dokument40 SeitenExtra BMP Unit 1V R SrinivasanNoch keine Bewertungen
- Predator Engine 69733Dokument20 SeitenPredator Engine 69733Robin HughesNoch keine Bewertungen
- Vortex 70Dokument92 SeitenVortex 70MajazNoch keine Bewertungen
- Antibacterial Surfaces For Biomedical DevicesDokument15 SeitenAntibacterial Surfaces For Biomedical DevicesClever Ricardo ChinagliaNoch keine Bewertungen
- Fact Sheet - Methane 063011Dokument4 SeitenFact Sheet - Methane 063011Jn JohnsonNoch keine Bewertungen
- Alkyl Halide and Aryl HalideDokument43 SeitenAlkyl Halide and Aryl HalideShivanshi0950% (2)
- Natural Gas Processing - 2010Dokument44 SeitenNatural Gas Processing - 2010Ahmed Khamees Shatla100% (1)
- Latitude Travel Iron: Instructions For UseDokument9 SeitenLatitude Travel Iron: Instructions For UseNickNoch keine Bewertungen
- Maintain Your BRH 501 Demolition HammerDokument46 SeitenMaintain Your BRH 501 Demolition HammerRomán Arturo Guerrero Uc100% (3)
- Mucoadhesive Polymers: Means of Improving Drug Delivery: MucoadhesionDokument4 SeitenMucoadhesive Polymers: Means of Improving Drug Delivery: MucoadhesionBrijesh RayNoch keine Bewertungen
- SRISAI PUBLIC SCHOOL CLASS X CHAPTER 1 PERIODIC TABLEDokument3 SeitenSRISAI PUBLIC SCHOOL CLASS X CHAPTER 1 PERIODIC TABLENaga VikramNoch keine Bewertungen
- Experiment 4 (Hydrates)Dokument3 SeitenExperiment 4 (Hydrates)Zaharahni Md SehatNoch keine Bewertungen
- Astm A216-A216m-04Dokument4 SeitenAstm A216-A216m-04NadhiraNoch keine Bewertungen
- BHCN 2700 TS 20249C 1020 EnglishDokument40 SeitenBHCN 2700 TS 20249C 1020 EnglishandersonNoch keine Bewertungen
- Grammar Files b2 Unit 1Dokument7 SeitenGrammar Files b2 Unit 1Irina Shopova100% (1)
- Cunningham 2011Dokument3 SeitenCunningham 2011januar fitrianaNoch keine Bewertungen
- BlowersDokument65 SeitenBlowersmartin.rubenNoch keine Bewertungen
- Nursery Production GuideDokument150 SeitenNursery Production GuideArmin AdemovicNoch keine Bewertungen
- PROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSDokument26 SeitenPROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSWesley andrade martins100% (1)
- XMTC DatasheetDokument4 SeitenXMTC DatasheetSelva RajNoch keine Bewertungen
- Case Study of Bakey's Food Private Limited (Edited)Dokument7 SeitenCase Study of Bakey's Food Private Limited (Edited)Omkar Gholap100% (1)