Das könnte Ihnen auch gefallen
- Method Statement for Pipe Handling and StorageDokument14 SeitenMethod Statement for Pipe Handling and StorageShambu S VtkNoch keine Bewertungen
- WPS for Welding SA-335 P11 to SA-234 WP11Dokument3 SeitenWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitNoch keine Bewertungen
- WPS for SS to CS WeldingDokument1 SeiteWPS for SS to CS WeldingLipika GayenNoch keine Bewertungen
- 2G & 5GDokument2 Seiten2G & 5GRahul MoottolikandyNoch keine Bewertungen
- Note 6 - Welder Test RequirementDokument29 SeitenNote 6 - Welder Test RequirementMohamad Yusuf Helmi100% (1)
- Welder Testing Procedure 2014 2Dokument3 SeitenWelder Testing Procedure 2014 2Sandip JawalkarNoch keine Bewertungen
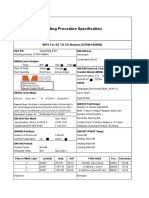
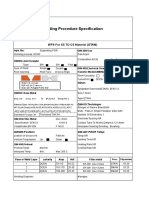
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Dokument1 SeiteWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNoch keine Bewertungen
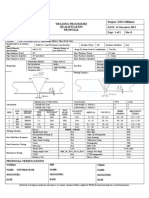
- Welding Procedure Specification For Storage Tank & Piping SystemDokument3 SeitenWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNoch keine Bewertungen
- PIPELINE WELD NUMBERING SYSTEMDokument9 SeitenPIPELINE WELD NUMBERING SYSTEMgst ajah100% (2)
- WPS - Smaw - 2Dokument6 SeitenWPS - Smaw - 2Harkesh RajputNoch keine Bewertungen
- Welding Procedure Specification (WPS) : in The Outer TubeDokument1 SeiteWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNoch keine Bewertungen
- ARCC Hydrotest Packages Summary ReportDokument4 SeitenARCC Hydrotest Packages Summary ReportSiddiqui Abdul KhaliqNoch keine Bewertungen
- OCS Engineering & Construction Visual Inspection ReportDokument1 SeiteOCS Engineering & Construction Visual Inspection ReportvinothNoch keine Bewertungen
- HFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ADokument14 SeitenHFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ANashaat DhyaaNoch keine Bewertungen
- Welding Procedure Specification (WPS)Dokument30 SeitenWelding Procedure Specification (WPS)ganathaNoch keine Bewertungen
- WPQP 6g Smaw API 5lx52 Od10inch 15.9mmDokument1 SeiteWPQP 6g Smaw API 5lx52 Od10inch 15.9mmufomskiNoch keine Bewertungen
- July weld repair rate reportDokument2 SeitenJuly weld repair rate reportSalahuddin FarooquiNoch keine Bewertungen
- WPS Pipe 08'' SHD 40 SMAW REV02Dokument2 SeitenWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNoch keine Bewertungen
- Madina Trading WPS No. 017Dokument12 SeitenMadina Trading WPS No. 017MAT-LIONNoch keine Bewertungen
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Dokument14 SeitenExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggNoch keine Bewertungen
- Ok-Hydraulic Oil Flushing at Terminal AreaDokument4 SeitenOk-Hydraulic Oil Flushing at Terminal AreaEric TingNoch keine Bewertungen
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Dokument1 SeiteQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Noch keine Bewertungen
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Dokument2 SeitenLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNoch keine Bewertungen
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Dokument1 SeiteWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNoch keine Bewertungen
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Dokument17 SeitenWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizNoch keine Bewertungen
- Inspection Report - ValvesDokument2 SeitenInspection Report - ValvesJaspal KaurNoch keine Bewertungen
- Er 100 S 1Dokument1 SeiteEr 100 S 1Oliver Quezada Inostroza100% (1)
- Concast WPS - REV-01Dokument28 SeitenConcast WPS - REV-01meena34Noch keine Bewertungen
- WPS Resrvoire Sous Pression Smaw SawDokument6 SeitenWPS Resrvoire Sous Pression Smaw SawDanem HalasNoch keine Bewertungen
- Welding Procedure Specification and Procedure Qualification RecordDokument2 SeitenWelding Procedure Specification and Procedure Qualification RecordNatdanai NorawanNoch keine Bewertungen
- Butt JointsDokument21 SeitenButt JointsRaj1-23Noch keine Bewertungen
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Dokument13 SeitenRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DeNoch keine Bewertungen
- Repair Procedure For Super Heater Coil TubesDokument2 SeitenRepair Procedure For Super Heater Coil Tubesbehzad mohammadiNoch keine Bewertungen
- Sample API 1104 WpsDokument1 SeiteSample API 1104 Wpsippon_osoto100% (1)
- Material Test Certificate: To EN 10204 3.1:2004 Traceability Sheets/Mill/PressureDokument1 SeiteMaterial Test Certificate: To EN 10204 3.1:2004 Traceability Sheets/Mill/PressureMohamed RaafatNoch keine Bewertungen
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDokument11 SeitenCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNoch keine Bewertungen
- Made in Italy - EuropeDokument8 SeitenMade in Italy - EuropeenenickNoch keine Bewertungen
- Bolt Tightening ReportDokument2 SeitenBolt Tightening Reportmujahed_muhammedNoch keine Bewertungen
- Mellitah Oil & Gas BV: Wafa Gathering ProcedureDokument19 SeitenMellitah Oil & Gas BV: Wafa Gathering ProcedureThirukkumaranBalasubramanianNoch keine Bewertungen
- Wps p91 - BhelDokument2 SeitenWps p91 - BhelAshish Gupta100% (4)
- Saka Indonesia Pangkah Limited Contract No. 4600012838: Piping Test Package W3-0103-01 Production HeaderDokument19 SeitenSaka Indonesia Pangkah Limited Contract No. 4600012838: Piping Test Package W3-0103-01 Production HeaderriandiNoch keine Bewertungen
- Gtaw 106Dokument2 SeitenGtaw 106ganeshkumarg_1Noch keine Bewertungen
- Welding ScheduleDokument9 SeitenWelding ScheduleAshwani DograNoch keine Bewertungen
- Inspectable MaterialsDokument2 SeitenInspectable MaterialsMohamed RedaNoch keine Bewertungen
- Materials System SpecificationDokument14 SeitenMaterials System Specificationnadeem shaikhNoch keine Bewertungen
- Pttep Painitng of Offshore FacilitiesDokument66 SeitenPttep Painitng of Offshore FacilitiesSufianNoch keine Bewertungen
- Pin BrazingDokument10 SeitenPin BrazingNguyen Ninh BinhNoch keine Bewertungen
- Wps Mig PDF FreeDokument3 SeitenWps Mig PDF Freehanz bermejoNoch keine Bewertungen
- 16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Dokument28 Seiten16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Fauzan Rusmayadi Reharder100% (1)
- To Commissioning Manual: Appendix No. 1Dokument7 SeitenTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNoch keine Bewertungen
- Structural Steel and Pipe Work ProcedureDokument5 SeitenStructural Steel and Pipe Work ProcedureMohamed100% (2)
- WFP 2-01 ASME B31 Piping Welding ProcedureDokument8 SeitenWFP 2-01 ASME B31 Piping Welding Procedureleodavid87Noch keine Bewertungen
- Quality Control and Inspection Proposal for 1000-Ton Barge ConstructionDokument9 SeitenQuality Control and Inspection Proposal for 1000-Ton Barge ConstructionEbuka NwankwoNoch keine Bewertungen
- API Repair ProcedureDokument1 SeiteAPI Repair ProcedurejacquesmayolNoch keine Bewertungen
- Utoc Preliminary Wps Shell Project 270807 PDFDokument55 SeitenUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDokument15 SeitenSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNoch keine Bewertungen
- Flange Installation ProceduresDokument3 SeitenFlange Installation Proceduresgplese0100% (1)
- Field Hydrostatic Testing of Piping Systems-EGDokument9 SeitenField Hydrostatic Testing of Piping Systems-EGYusufNoch keine Bewertungen
- Appendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Dokument14 SeitenAppendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Jobaer ShaonNoch keine Bewertungen
- PIPELINE WELDING PROCEDURE SPECIFICATION TITLEDokument17 SeitenPIPELINE WELDING PROCEDURE SPECIFICATION TITLEBenjamin Alvarez MedinaNoch keine Bewertungen
- Drilling String InspectionDokument7 SeitenDrilling String Inspectionrais ridha100% (2)
- Hammer Union PresentationDokument17 SeitenHammer Union PresentationDaniel100% (1)
- Unocal Engineering - StandardsDokument13 SeitenUnocal Engineering - StandardsFadil WimalaNoch keine Bewertungen
- NDT Technician: Visual Testing of Pipe ThreadsDokument12 SeitenNDT Technician: Visual Testing of Pipe ThreadsPablo Gonzalez100% (1)
- What Every Engineer Should Know About Welding ProceduresDokument13 SeitenWhat Every Engineer Should Know About Welding Proceduresarash59_4uNoch keine Bewertungen
- Drilling String InspectionDokument7 SeitenDrilling String Inspectionrais ridha100% (2)
- Inspection and Maintenance of Drillpipe Ebook PDFDokument39 SeitenInspection and Maintenance of Drillpipe Ebook PDFAntónio OliveiraNoch keine Bewertungen
- Drill String Services BrochureDokument12 SeitenDrill String Services BrochureFadil WimalaNoch keine Bewertungen
- Euro NDT PresentationDokument9 SeitenEuro NDT PresentationBetoCordeiroNoch keine Bewertungen
- API Standards For Pipe Inspections PDFDokument38 SeitenAPI Standards For Pipe Inspections PDFajayghosh3140100% (8)
- Guide For The Classification of Drilling SystemsDokument234 SeitenGuide For The Classification of Drilling SystemsFadil WimalaNoch keine Bewertungen
- ASME B31.3 Piping Inspection GuideDokument19 SeitenASME B31.3 Piping Inspection GuideferooxidanNoch keine Bewertungen
- DS-1 Volume 4 Addendum PDFDokument15 SeitenDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNoch keine Bewertungen
- CSWIP ISO NDT 11 93 R 9th Edition June 2018 PDFDokument22 SeitenCSWIP ISO NDT 11 93 R 9th Edition June 2018 PDFFadil WimalaNoch keine Bewertungen
- Swagelok Pressure Regulator MS-02-230Dokument59 SeitenSwagelok Pressure Regulator MS-02-230Alejandro CanoNoch keine Bewertungen
- Welding Rod Selection 2 PDFDokument1 SeiteWelding Rod Selection 2 PDFPrior Drake89% (9)
- Work at Height Risk AssessmentsDokument21 SeitenWork at Height Risk AssessmentsKwang SunNoch keine Bewertungen
- Risk assessment slip and trip hazardsDokument34 SeitenRisk assessment slip and trip hazardsFadil WimalaNoch keine Bewertungen
- Worker Safety Series - Warehousing PDFDokument15 SeitenWorker Safety Series - Warehousing PDFAndi WahyudinNoch keine Bewertungen
- Section Properties: Design of Padeye As Per Aisc 360-2005Dokument5 SeitenSection Properties: Design of Padeye As Per Aisc 360-2005Fadil WimalaNoch keine Bewertungen
- Material PropertiesDokument5 SeitenMaterial PropertiesFadil WimalaNoch keine Bewertungen
- Worker Safety Series - Warehousing PDFDokument15 SeitenWorker Safety Series - Warehousing PDFAndi WahyudinNoch keine Bewertungen
- Lifting Plan Example PDFDokument2 SeitenLifting Plan Example PDFFadil WimalaNoch keine Bewertungen
- FAT & SAT in Automation SystemDokument97 SeitenFAT & SAT in Automation SystemSonal Power Unlimitd100% (1)
- Fea Assignment 2Dokument13 SeitenFea Assignment 2Fadil WimalaNoch keine Bewertungen
- Pumps in Series and ParallelDokument8 SeitenPumps in Series and ParallelFadil Wimala33% (3)
- Aws b5.17-2014 - Specification For Qualification of Welding FabricatorsDokument22 SeitenAws b5.17-2014 - Specification For Qualification of Welding FabricatorsYaritza100% (2)
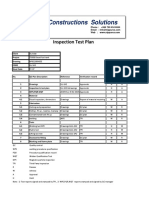
- Nippur Constructions Solutions Inspection Test PlanDokument1 SeiteNippur Constructions Solutions Inspection Test Planamin mousaNoch keine Bewertungen
- Code 1 WPS Rev 0 PDFDokument18 SeitenCode 1 WPS Rev 0 PDFEarl HarbertNoch keine Bewertungen
- Ufgs 43 15 00.00 20Dokument34 SeitenUfgs 43 15 00.00 20Ashraf Adel Nashed ZakiNoch keine Bewertungen
- Saudi Aramco Inspection ChecklistDokument23 SeitenSaudi Aramco Inspection ChecklistjahaanNoch keine Bewertungen
- QA/QC Over All NotesDokument34 SeitenQA/QC Over All NotesmohdNoch keine Bewertungen
- Supplier Documents - Petrobras (01 June 2012)Dokument8 SeitenSupplier Documents - Petrobras (01 June 2012)Rapha SuzartNoch keine Bewertungen
- CSBB Fabrication & Installation of PipingDokument26 SeitenCSBB Fabrication & Installation of PipingLương TrườngNoch keine Bewertungen
- Guidelines For Fabrication of Steel GirderDokument17 SeitenGuidelines For Fabrication of Steel Girderradhakrishnang100% (3)
- 75000 CBM DISEL STORAGE TANK INSPECTION PLANDokument8 Seiten75000 CBM DISEL STORAGE TANK INSPECTION PLANI Kailash RaoNoch keine Bewertungen
- Pipeline Welding Procedure SpecificationDokument11 SeitenPipeline Welding Procedure SpecificationVijo Jose100% (1)
- ASME Section-IX QuestionsDokument18 SeitenASME Section-IX QuestionsKarthik S100% (1)
- oSIST prEN 13445 11 2019Dokument12 SeitenoSIST prEN 13445 11 2019Sama UmateNoch keine Bewertungen
- ASMEDokument38 SeitenASMEshazanNoch keine Bewertungen
- Welding of Non-Code Special Equipment: NIOEC-SP-90-11Dokument8 SeitenWelding of Non-Code Special Equipment: NIOEC-SP-90-11Mohammad AminiNoch keine Bewertungen
- API 510 Pressure Vessel Inspection (Training Material)Dokument230 SeitenAPI 510 Pressure Vessel Inspection (Training Material)Rajesh Manoharan92% (26)
- WPS, PQR and WPQDokument31 SeitenWPS, PQR and WPQDhrumil Chauhan100% (1)
- WPSASMEDokument76 SeitenWPSASMERama TamaNoch keine Bewertungen
- Section I General Technical Specifications 30 July 2019Dokument37 SeitenSection I General Technical Specifications 30 July 2019Kish Shan S SubediNoch keine Bewertungen
- API 1104 TestDokument5 SeitenAPI 1104 Testmohsen100% (1)
- 175 011100Dokument2 Seiten175 011100Abu Anas M.SalaheldinNoch keine Bewertungen
- Welding Procedure Specification (WPS)Dokument30 SeitenWelding Procedure Specification (WPS)ganathaNoch keine Bewertungen
- Heavy Schedule Piping Fabrication MethodDokument6 SeitenHeavy Schedule Piping Fabrication MethodMohamedNoch keine Bewertungen
- Inspection Engineer - Senior Welding - Arunkumar Andavar - CVDokument7 SeitenInspection Engineer - Senior Welding - Arunkumar Andavar - CVArun KumarNoch keine Bewertungen
- Aws Cwi BrochureDokument16 SeitenAws Cwi BrochureMS SIVAKUMARNoch keine Bewertungen
- Ayaz Ahmed: 10+ Years Mechanical Inspector & Procurement SupervisorDokument11 SeitenAyaz Ahmed: 10+ Years Mechanical Inspector & Procurement SupervisorAdnan RafiqNoch keine Bewertungen
- Indian Railways WeldingDokument9 SeitenIndian Railways WeldingMohanNoch keine Bewertungen
- Piping Erection (En)Dokument2 SeitenPiping Erection (En)Izzet BozkurtNoch keine Bewertungen
- Final Documentation Dossier Index: Arabian Gulf Oil Co - AgocoDokument11 SeitenFinal Documentation Dossier Index: Arabian Gulf Oil Co - AgocoJoanrenis SaranyaNoch keine Bewertungen
- PREN ISO 15614-2:2000: Testo Della NormaDokument35 SeitenPREN ISO 15614-2:2000: Testo Della NormaAlessioNoch keine Bewertungen