Das könnte Ihnen auch gefallen
- Engineering Sheet: Heat Exchanger Capacity Calculation For High-Temperature WaterDokument4 SeitenEngineering Sheet: Heat Exchanger Capacity Calculation For High-Temperature WaterTrishul Nath PallayNoch keine Bewertungen
- Steam HXDokument1 SeiteSteam HXrajachemNoch keine Bewertungen
- Selection of Separator With BootDokument2 SeitenSelection of Separator With BootMaryJane Ayisha Sado-ObahNoch keine Bewertungen
- Process Data Sheet: Calculation of Pressure Drop in Fixed Catalyst BedsDokument1 SeiteProcess Data Sheet: Calculation of Pressure Drop in Fixed Catalyst BedsamitkrayNoch keine Bewertungen
- Gas (Amine) Sweetening Process - Jonell Filtration Applications GasSweet 1015Dokument2 SeitenGas (Amine) Sweetening Process - Jonell Filtration Applications GasSweet 1015Bob PeppingNoch keine Bewertungen
- 7 Natural Gas Transmission Pipelines and City Gas Distribution NetworksDokument2 Seiten7 Natural Gas Transmission Pipelines and City Gas Distribution NetworksJatin Vadhera VCSPNoch keine Bewertungen
- Sample Sheet: Supply of PF Process Calculation Spreadsheet (Excel Forma)Dokument15 SeitenSample Sheet: Supply of PF Process Calculation Spreadsheet (Excel Forma)Mustafa AhsanNoch keine Bewertungen
- h-101 TwiceDokument20 Seitenh-101 TwiceAdela ShofiaNoch keine Bewertungen
- JEWEL T Hydrocarbon Dew Point ControlDokument2 SeitenJEWEL T Hydrocarbon Dew Point ControljojeecaresNoch keine Bewertungen
- Presentationlu 180126221936 PDFDokument20 SeitenPresentationlu 180126221936 PDFhaptoorNoch keine Bewertungen
- Vent Line Pressure Drop CalculationDokument4 SeitenVent Line Pressure Drop CalculationRubensBoerngenNoch keine Bewertungen
- 10 1016@j Jngse 2016 01 016Dokument37 Seiten10 1016@j Jngse 2016 01 016saiful bahriNoch keine Bewertungen
- A Demister Pad Is Similar To An Air Filter Except Instead of Removing Dust ParticlesDokument1 SeiteA Demister Pad Is Similar To An Air Filter Except Instead of Removing Dust ParticlesyogacruiseNoch keine Bewertungen
- Sizing Sheet for 2-phase separator as per API 12J standardsDokument5 SeitenSizing Sheet for 2-phase separator as per API 12J standardsWickyNoch keine Bewertungen
- CNG ADK 3,5 MMSCFD 13 Desember 2019 New Inlet Pressure with Heater After DiDokument1 SeiteCNG ADK 3,5 MMSCFD 13 Desember 2019 New Inlet Pressure with Heater After Dirandi martaNoch keine Bewertungen
- Thermosyphon Reboiler (Horizontal) GPSADokument6 SeitenThermosyphon Reboiler (Horizontal) GPSAsyamsudin2006Noch keine Bewertungen
- 3.2.G.2.3.D Two Phase Sep Sizing API 521 SI Units1Dokument1 Seite3.2.G.2.3.D Two Phase Sep Sizing API 521 SI Units1Mike DukasNoch keine Bewertungen
- RD 810Dokument73 SeitenRD 810Ashish MishraNoch keine Bewertungen
- Filter Separator English LetterDokument2 SeitenFilter Separator English Lettermarcoo8Noch keine Bewertungen
- Calculation of Heat and Mass BalanceDokument16 SeitenCalculation of Heat and Mass BalanceHEMANTNoch keine Bewertungen
- P&ID Cooling System (PHE 1 Set)Dokument1 SeiteP&ID Cooling System (PHE 1 Set)Moon JaehyunNoch keine Bewertungen
- VGS Vane Separators Are Recommended ForDokument1 SeiteVGS Vane Separators Are Recommended ForSanthu PeelaNoch keine Bewertungen
- Drum VolumeDokument9 SeitenDrum VolumePassmore DubeNoch keine Bewertungen
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Dokument36 SeitenProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaNoch keine Bewertungen
- 10.9. Gas Liquid Separators: Chemical EngineeringDokument6 Seiten10.9. Gas Liquid Separators: Chemical EngineeringsterlingNoch keine Bewertungen
- G LST 001 Ab Tank Farm in ProgressDokument270 SeitenG LST 001 Ab Tank Farm in ProgressPhilippe AlexandreNoch keine Bewertungen
- Bulk Water SeparationDokument1 SeiteBulk Water SeparationSean MiddletonNoch keine Bewertungen
- Korf BrochureDokument1 SeiteKorf Brochurelhphong021191Noch keine Bewertungen
- Heat Exchanger Sizing AC-6050 #1Dokument2 SeitenHeat Exchanger Sizing AC-6050 #1Luis Enrique Leyva OvalleNoch keine Bewertungen
- Revised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedDokument10 SeitenRevised Process Datasheet For Deaerator Ma-1018 - Rev 001 - SignedAnonymous bHh1L1Noch keine Bewertungen
- 3.0 Systems Division-FiltersDokument8 Seiten3.0 Systems Division-Filtersmatteo2009Noch keine Bewertungen
- Inline Heater DatasheetDokument11 SeitenInline Heater DatasheetMuhammad AhsanNoch keine Bewertungen
- Horizontal Three Phase Separator Sizing CalculationDokument3 SeitenHorizontal Three Phase Separator Sizing CalculationDazzy 265Noch keine Bewertungen
- AX5 Vaporizer Electric Water Bath Type LPG VaporizerDokument2 SeitenAX5 Vaporizer Electric Water Bath Type LPG VaporizerRicky DermawanNoch keine Bewertungen
- KIRK Sep-Calc SoftwareDokument4 SeitenKIRK Sep-Calc Softwaredhl_tuNoch keine Bewertungen
- HP Dosing - AgecDokument12 SeitenHP Dosing - AgecShameer MajeedNoch keine Bewertungen
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDokument1 SeiteFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Noch keine Bewertungen
- Maz - Design - Separator Capacity EvaluationDokument5 SeitenMaz - Design - Separator Capacity EvaluationNaeem HussainNoch keine Bewertungen
- Section 7 - Separation EquipmentDokument9 SeitenSection 7 - Separation Equipmentlulis171Noch keine Bewertungen
- Tank FixturesDokument21 SeitenTank FixturesASSSSSSSSSSSSNoch keine Bewertungen
- Erification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectDokument2 SeitenErification Omment Heet: ALPHA ECC-Dehydration Skids Package For Tien Hai Thai Binh ProjectLê Đức ThiệnNoch keine Bewertungen
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingDokument27 SeitenNatural Gas Liquids Recovery Processes in Natural Gas ProcessingVictor Ali MentaNoch keine Bewertungen
- Aspen Exchanger Design Rating SheetDokument2 SeitenAspen Exchanger Design Rating SheetLuis Enrique Leyva OvalleNoch keine Bewertungen
- Cálculo de Eficiencia de Un HornoDokument29 SeitenCálculo de Eficiencia de Un HornoFranklin Santiago Suclla PodestaNoch keine Bewertungen
- Calculation Cover SheetDokument10 SeitenCalculation Cover SheetMurali MuthuNoch keine Bewertungen
- Choke Valve SizingDokument8 SeitenChoke Valve SizingreninbabaskiNoch keine Bewertungen
- Double FdexchangerDokument8 SeitenDouble FdexchangerBoško IvanovićNoch keine Bewertungen
- Pressure Vessel Cone Design ToolDokument1 SeitePressure Vessel Cone Design ToolPramod KumarNoch keine Bewertungen
- Fluid Flow and Piping: Calculating Pressure Drop and Flow RateDokument28 SeitenFluid Flow and Piping: Calculating Pressure Drop and Flow RateAdrian GuzmanNoch keine Bewertungen
- Plant Cost Estimation Factors and MethodsDokument27 SeitenPlant Cost Estimation Factors and MethodsChamsae 99Noch keine Bewertungen
- Major equipment failures causing shut-downs in ammonia plantsDokument17 SeitenMajor equipment failures causing shut-downs in ammonia plantsrobertionNoch keine Bewertungen
- Porous Sparger SizingDokument4 SeitenPorous Sparger Sizingprav.saradaNoch keine Bewertungen
- Process Calculation Sheet Tag No.: 1. PurposeDokument10 SeitenProcess Calculation Sheet Tag No.: 1. PurposeAJAY1381Noch keine Bewertungen
- Hyd & N2 Calculations PDFDokument8 SeitenHyd & N2 Calculations PDFRicardo NapitupuluNoch keine Bewertungen
- Cleaver Brooks Boiler PresentationDokument78 SeitenCleaver Brooks Boiler PresentationCesar LunaNoch keine Bewertungen
- Packaged steam generators: Custom designs have advantages over standard onesDokument90 SeitenPackaged steam generators: Custom designs have advantages over standard onespinenamuNoch keine Bewertungen
- Individual waste heat boiler design projectDokument22 SeitenIndividual waste heat boiler design projectIsaac Mohanadasan100% (1)
- Pack Firetube BoilersDokument5 SeitenPack Firetube BoilersNath BoyapatiNoch keine Bewertungen
- Vibrating Grate BWDokument13 SeitenVibrating Grate BWcaiosicNoch keine Bewertungen
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Von EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Noch keine Bewertungen
- Astm A307-14Dokument6 SeitenAstm A307-14Xamir Suarez Alejandro100% (2)
- Definition and Evaluation of Mean Beam Lengths ForDokument6 SeitenDefinition and Evaluation of Mean Beam Lengths ForXamir Suarez AlejandroNoch keine Bewertungen
- Boiler performance calculation using Hottel's methodDokument18 SeitenBoiler performance calculation using Hottel's methodXamir Suarez AlejandroNoch keine Bewertungen
- Calculations of Radiant Hea Transfer in Boiler FurnaceDokument6 SeitenCalculations of Radiant Hea Transfer in Boiler FurnaceXamir Suarez AlejandroNoch keine Bewertungen
- Radiation Heat Transfer in Combustion Systems - Viskanta and Menguc PDFDokument64 SeitenRadiation Heat Transfer in Combustion Systems - Viskanta and Menguc PDFXamir Suarez Alejandro100% (1)
- Mohawk Steam Sample SpecificationsDokument7 SeitenMohawk Steam Sample SpecificationsXamir Suarez AlejandroNoch keine Bewertungen
- The Investigation of Furnace Operating Characteristics Using The Long Model FurnaceDokument12 SeitenThe Investigation of Furnace Operating Characteristics Using The Long Model FurnaceXamir Suarez AlejandroNoch keine Bewertungen
- Applied Thermal Engineering: F.J. Gutiérrez OrtizDokument16 SeitenApplied Thermal Engineering: F.J. Gutiérrez OrtizXamir Suarez AlejandroNoch keine Bewertungen
- ASTM A192, ASME SA192 American StandardDokument1 SeiteASTM A192, ASME SA192 American StandardXamir Suarez AlejandroNoch keine Bewertungen
- EX Boiler Defines Future-FWisinskiDokument2 SeitenEX Boiler Defines Future-FWisinskiXamir Suarez AlejandroNoch keine Bewertungen
- Reactor DesignDokument27 SeitenReactor Designcheckmeout803100% (3)
- DKG 972 gas burner safety controlDokument6 SeitenDKG 972 gas burner safety controlmarioalf674150Noch keine Bewertungen
- Applied Thermal Engineering: F.J. Gutiérrez OrtizDokument16 SeitenApplied Thermal Engineering: F.J. Gutiérrez OrtizXamir Suarez AlejandroNoch keine Bewertungen
- Proposed Ga DrawingDokument1 SeiteProposed Ga DrawingXamir Suarez AlejandroNoch keine Bewertungen
- Astec Phoenix Talon Burner SpanishDokument2 SeitenAstec Phoenix Talon Burner SpanishXamir Suarez AlejandroNoch keine Bewertungen
- Moulded Cogged, Raw Edge Variable Speed BeltsDokument7 SeitenMoulded Cogged, Raw Edge Variable Speed BeltsXamir Suarez AlejandroNoch keine Bewertungen
- P&ID Instalation BoilerDokument1 SeiteP&ID Instalation BoilerXamir Suarez AlejandroNoch keine Bewertungen
- Introduction The CFDDokument267 SeitenIntroduction The CFDXamir Suarez AlejandroNoch keine Bewertungen
- Boiler Fire TubeDokument1 SeiteBoiler Fire TubeXamir Suarez AlejandroNoch keine Bewertungen
- GEIT 20022EN Thickness Gage ProbesDokument4 SeitenGEIT 20022EN Thickness Gage ProbesBen MedNoch keine Bewertungen
- Heat Transfer in Agitated VesselsDokument33 SeitenHeat Transfer in Agitated VesselsGanesh.Mahendra100% (1)
- Beckett NX ManualDokument24 SeitenBeckett NX ManualwrchoNoch keine Bewertungen
- Aws D14.4Dokument169 SeitenAws D14.4Xamir Suarez Alejandro56% (9)
- Experimental Results Coiled Inverter HXDokument15 SeitenExperimental Results Coiled Inverter HXXamir Suarez AlejandroNoch keine Bewertungen
- Dowtherm JDokument1 SeiteDowtherm JabdobedirNoch keine Bewertungen
- 02 2 Chicago 09-58 0059Dokument12 Seiten02 2 Chicago 09-58 0059Victor HugoNoch keine Bewertungen
- "Programa de Calculo de Un Ciclo de Refrigeracion" "Programado Por XRSA - Octubre 2013" "Datos de Entrada" "Capacidad de Enfriamiento Del Evaporador"Dokument2 Seiten"Programa de Calculo de Un Ciclo de Refrigeracion" "Programado Por XRSA - Octubre 2013" "Datos de Entrada" "Capacidad de Enfriamiento Del Evaporador"Xamir Suarez AlejandroNoch keine Bewertungen
- Wang P CTM 08Dokument17 SeitenWang P CTM 08Xamir Suarez AlejandroNoch keine Bewertungen
- Architectural Woodwork Specification GuideDokument8 SeitenArchitectural Woodwork Specification GuideRonnell RepilNoch keine Bewertungen
- Agb022 K20Dokument5 SeitenAgb022 K20pinticaniulian9042Noch keine Bewertungen
- Mastertop TC 405 W PDFDokument3 SeitenMastertop TC 405 W PDFFrancois-Noch keine Bewertungen
- Rascoflex - Flexible Hose SprinklerDokument4 SeitenRascoflex - Flexible Hose SprinklerPaulina CabreraNoch keine Bewertungen
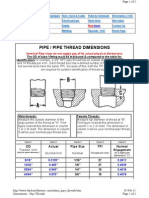
- Pipe Thread DiameterDokument3 SeitenPipe Thread DiameterNabil RamehNoch keine Bewertungen
- JORC DrainsDokument36 SeitenJORC DrainsMod KaewdaengNoch keine Bewertungen
- SmagDokument28 SeitenSmagcsvasukiNoch keine Bewertungen
- Alignment Check Methodology in Piping Stress Analysis Using Caesar IIDokument2 SeitenAlignment Check Methodology in Piping Stress Analysis Using Caesar IIErden BaldžiNoch keine Bewertungen
- rk86 enDokument2 Seitenrk86 enMohd Farhan ZulkepliNoch keine Bewertungen
- NonstandardDokument39 SeitenNonstandarda04205Noch keine Bewertungen
- Ml7420a8088 e Honeywell Valve ActuatorDokument4 SeitenMl7420a8088 e Honeywell Valve ActuatorstranfirNoch keine Bewertungen
- Building Design & Construction Systems Exam Guide - Architecture Exam - NCARBDokument35 SeitenBuilding Design & Construction Systems Exam Guide - Architecture Exam - NCARBiamarr100% (1)
- O'Pro Classic Electric Water Heater Anti-Corrosion SystemDokument2 SeitenO'Pro Classic Electric Water Heater Anti-Corrosion SystemMohammad ZeeshanNoch keine Bewertungen
- Cavitation TheoryDokument6 SeitenCavitation TheoryRahimd FoxNoch keine Bewertungen
- Electrolysis PDFDokument37 SeitenElectrolysis PDFHarini SridharanNoch keine Bewertungen
- Q8 Volta EP 32Dokument11 SeitenQ8 Volta EP 32Novian LisdiNoch keine Bewertungen
- Excavation Removal-PlanDokument34 SeitenExcavation Removal-PlanABDELKADER BENABDALLAHNoch keine Bewertungen
- Filtro de Gas - MUELLERDokument2 SeitenFiltro de Gas - MUELLERCarlos BaezaNoch keine Bewertungen
- Able Ucts: (Wiring Channels)Dokument4 SeitenAble Ucts: (Wiring Channels)VIJAY KUMAR SAJJANoch keine Bewertungen
- SRA166 210 01A BrochureDokument2 SeitenSRA166 210 01A BrochureXanti Zabala Da RosaNoch keine Bewertungen
- 3 SeparatorsDokument100 Seiten3 SeparatorsCharlesDayanNoch keine Bewertungen
- SH75X-6A / SH75XU-6A / SH80BS-6A Hydraulic ExcavatorDokument12 SeitenSH75X-6A / SH75XU-6A / SH80BS-6A Hydraulic ExcavatorThan Htike OoNoch keine Bewertungen
- Furnishing Sequence of AC CoachesDokument3 SeitenFurnishing Sequence of AC CoachesVijay AnandNoch keine Bewertungen
- Mod9 - PROCESS HAZARDS AND SAFETY MEASURES IN EQUIPMENT DESIGN PDFDokument13 SeitenMod9 - PROCESS HAZARDS AND SAFETY MEASURES IN EQUIPMENT DESIGN PDFDhanny MiharjaNoch keine Bewertungen
- Q.15. Derive Expression For Ratio of Tension On Tight Side and Slack SideDokument8 SeitenQ.15. Derive Expression For Ratio of Tension On Tight Side and Slack SideVishal RajNoch keine Bewertungen
- Lift Truck Gear From DTAUTO - CADokument32 SeitenLift Truck Gear From DTAUTO - CAGregGGHNoch keine Bewertungen
- Painting GNDokument3 SeitenPainting GNAd FwyNoch keine Bewertungen
- CortadorDokument7 SeitenCortadorMarco DiazNoch keine Bewertungen
- IAPMO-ER - 0327 (Sika AnchorFix-2)Dokument19 SeitenIAPMO-ER - 0327 (Sika AnchorFix-2)olgasalazar2000Noch keine Bewertungen