Das könnte Ihnen auch gefallen
- Series LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorDokument4 SeitenSeries LFII Residential Concealed Pendent Sprinklers, Flat Plate 4.2 K-FactorAchraf BoudayaNoch keine Bewertungen
- Series LFII Residential Flush Pendent Sprinklers 4.2 K-FactorDokument8 SeitenSeries LFII Residential Flush Pendent Sprinklers 4.2 K-FactorAchraf BoudayaNoch keine Bewertungen
- Series LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorDokument8 SeitenSeries LFII Residential Horizontal Sidewall Sprinklers 4.2 K-FactorAchraf BoudayaNoch keine Bewertungen
- Sprinkler Spray PatternsDokument38 SeitenSprinkler Spray PatternsAchraf BoudayaNoch keine Bewertungen
- Jotashield Flex: Technical Data SheetDokument3 SeitenJotashield Flex: Technical Data SheetAchraf BoudayaNoch keine Bewertungen
- Protect Sprinklers from DamageDokument4 SeitenProtect Sprinklers from DamageAchraf BoudayaNoch keine Bewertungen
- Rociador Ty LDokument8 SeitenRociador Ty LOscar Fernandez SanchezNoch keine Bewertungen
- Series LFII Residential SprinklersDokument6 SeitenSeries LFII Residential SprinklersAchraf BoudayaNoch keine Bewertungen
- Series LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Dokument8 SeitenSeries LFII Residential Pendent Sprinklers 4.9 K-Factor: Technical Services: Tel: (800) 381-9312 / Fax: (800) 791-5500Achraf BoudayaNoch keine Bewertungen
- Model G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersDokument4 SeitenModel G1 & G4 Sprinkler Guards Model G1/S1 & G4/S3 Guards With Shields Series TY-B, TY-FRB, TY-L, and TY-FRL SprinklersAchraf BoudayaNoch keine Bewertungen
- Majestic Optima: Technical Data SheetDokument3 SeitenMajestic Optima: Technical Data Sheetaditarian .pNoch keine Bewertungen
- Jotaplast (ID) : Technical Data SheetDokument3 SeitenJotaplast (ID) : Technical Data SheetBilher SihombingNoch keine Bewertungen
- Recessed Escutcheon Installation GuideDokument4 SeitenRecessed Escutcheon Installation GuideAchraf BoudayaNoch keine Bewertungen
- Flyer TycoDokument8 SeitenFlyer TycoAchraf BoudayaNoch keine Bewertungen
- Installer Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersDokument4 SeitenInstaller Warning!!! Read The Following Cautions Before Handling or Installing Your SprinklersAchraf BoudayaNoch keine Bewertungen
- Jotun Essence Easy Clean Matt: Technical Data SheetDokument3 SeitenJotun Essence Easy Clean Matt: Technical Data SheetAchraf BoudayaNoch keine Bewertungen
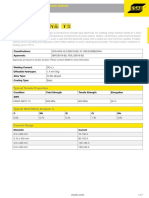
- Classifications: Approvals:: Typical Tensile PropertiesDokument1 SeiteClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNoch keine Bewertungen
- Jotashield Extreme: Technical Data SheetDokument3 SeitenJotashield Extreme: Technical Data SheetAchraf BoudayaNoch keine Bewertungen
- Esab Pipeweld 6010R: Classifications: ApprovalsDokument1 SeiteEsab Pipeweld 6010R: Classifications: ApprovalsAchraf BoudayaNoch keine Bewertungen
- Snubbers type 31 absorb heavy loads in nuclear installationsDokument1 SeiteSnubbers type 31 absorb heavy loads in nuclear installationsAchraf BoudayaNoch keine Bewertungen
- Typical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeDokument1 SeiteTypical Tensile Properties: Classifications: Welding Current: Diffusible Hydrogen: Alloy Type: Coating TypeAchraf BoudayaNoch keine Bewertungen
- Classifications: Approvals:: Typical Tensile PropertiesDokument1 SeiteClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNoch keine Bewertungen
- Weld-On Brackets Type 35Dokument1 SeiteWeld-On Brackets Type 35Achraf BoudayaNoch keine Bewertungen
- Classifications: Approvals:: Typical Tensile PropertiesDokument1 SeiteClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNoch keine Bewertungen
- Rigid Struts Type 39Dokument1 SeiteRigid Struts Type 39Achraf BoudayaNoch keine Bewertungen
- Installation Extensions Type 33Dokument1 SeiteInstallation Extensions Type 33Achraf BoudayaNoch keine Bewertungen
- Snubbers Type 30Dokument1 SeiteSnubbers Type 30Achraf BoudayaNoch keine Bewertungen
- Energy Absorber Type 32Dokument1 SeiteEnergy Absorber Type 32Achraf BoudayaNoch keine Bewertungen
- Sway Braces Type 27Dokument1 SeiteSway Braces Type 27Achraf BoudayaNoch keine Bewertungen
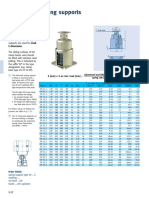
- Telescopic Spring Supports Type 29Dokument1 SeiteTelescopic Spring Supports Type 29Achraf BoudayaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5782)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Latihan HitunganDokument9 SeitenLatihan HitunganMuhamad FadilahNoch keine Bewertungen
- ARAMCO UT Inspection Checklist - SAIC-UT-2001Dokument6 SeitenARAMCO UT Inspection Checklist - SAIC-UT-2001Anonymous hBBam1n100% (1)
- Groovy 9 – capturing RawRequest & ResponseDokument4 SeitenGroovy 9 – capturing RawRequest & ResponseSirisha ChigurupatiNoch keine Bewertungen
- Enable Android Auto on Renault Zoe Rlink 1 SystemDokument14 SeitenEnable Android Auto on Renault Zoe Rlink 1 SystemPablo PintoNoch keine Bewertungen
- Marine Generator Service ManualDokument280 SeitenMarine Generator Service Manualxxxxxxxxxxxxxxxxxxx100% (5)
- Hands On PythonDokument240 SeitenHands On PythonAmol MunaseNoch keine Bewertungen
- Form KalibrasiDokument7 SeitenForm KalibrasiDhika PradanaNoch keine Bewertungen
- BDokument136 SeitenBJuan Manuel Ugalde FrancoNoch keine Bewertungen
- Impressionism and Its CanonsDokument303 SeitenImpressionism and Its CanonsAni Thomas100% (4)
- Birmingham ProspectusDokument62 SeitenBirmingham ProspectusmentalpapyrusNoch keine Bewertungen
- Performance Task in General Mathematics: Grade 11-Archdiocese of Nuevasegovia (Inocenciog., Romualdo, Medina, Sagutin)Dokument18 SeitenPerformance Task in General Mathematics: Grade 11-Archdiocese of Nuevasegovia (Inocenciog., Romualdo, Medina, Sagutin)Sheila Formentera-AlfonsoNoch keine Bewertungen
- Tollgate-Based Project Management TemplateDokument9 SeitenTollgate-Based Project Management TemplateKulanthaivelu RamasamyNoch keine Bewertungen
- Qualman Quiz 3Dokument4 SeitenQualman Quiz 3Laurence Ibay PalileoNoch keine Bewertungen
- Historical Background of Technical WritingDokument10 SeitenHistorical Background of Technical WritingTrina Rose B. RoqueNoch keine Bewertungen
- Wheel Loader Links, Bellcranks, Pins & BushingsDokument7 SeitenWheel Loader Links, Bellcranks, Pins & BushingsMax SashikhinNoch keine Bewertungen
- A&E Price List - EditedDokument5 SeitenA&E Price List - EditedMostafa MohamedNoch keine Bewertungen
- H.No:-1148, Sector:-6, Housing Board, Dharuhera (Rewari) Mobile No.: - 9812816143, 8708015205Dokument2 SeitenH.No:-1148, Sector:-6, Housing Board, Dharuhera (Rewari) Mobile No.: - 9812816143, 8708015205parveen tanwarNoch keine Bewertungen
- How To Upgrade IOS Image On Cisco Catalyst Switch or RouterDokument4 SeitenHow To Upgrade IOS Image On Cisco Catalyst Switch or RouterBarbara ChamberlainNoch keine Bewertungen
- AlbafixwffDokument7 SeitenAlbafixwffjawadbasit0% (1)
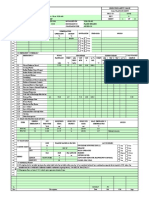
- Field Data: Item Description Symbol Unit Value Step 1 Rectangle-1 (GIS Hall)Dokument2 SeitenField Data: Item Description Symbol Unit Value Step 1 Rectangle-1 (GIS Hall)MELVINNoch keine Bewertungen
- Dernord Dn40 220v380v 3kw 4.5kw 6kw 9kw Sus304 He... - VicedealDokument1 SeiteDernord Dn40 220v380v 3kw 4.5kw 6kw 9kw Sus304 He... - Vicedealadrianchelaru21Noch keine Bewertungen
- PSV Calculation Sheet APIDokument10 SeitenPSV Calculation Sheet APIionutlaur86100% (2)
- Clean BotDokument26 SeitenClean BotCrystal FrostNoch keine Bewertungen
- Web Based Attendance Management SystemDokument19 SeitenWeb Based Attendance Management SystemAnonymous zenL7LNoch keine Bewertungen
- LS VCB Mec PDFDokument100 SeitenLS VCB Mec PDFDarrell Wilson100% (2)
- LOW POWER SOLUTIONSDokument48 SeitenLOW POWER SOLUTIONSDavidNoch keine Bewertungen
- Summarized ResumeDokument2 SeitenSummarized Resumeapi-310320755Noch keine Bewertungen
- The 4 - 95 Stirling Engine For Underwater ApplicationDokument4 SeitenThe 4 - 95 Stirling Engine For Underwater ApplicationVladimirDvortsovNoch keine Bewertungen
- Final PPT BpoDokument21 SeitenFinal PPT BpoPradeepNoch keine Bewertungen
- AMCRPS - AKILA - InfoSheet - GBDokument2 SeitenAMCRPS - AKILA - InfoSheet - GBmigusagoNoch keine Bewertungen