Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- ContentDokument49 SeitenContentJuri JurieNoch keine Bewertungen
- UsbFix ReportDokument8 SeitenUsbFix ReportJuri JurieNoch keine Bewertungen
- The Components of ElevatorDokument12 SeitenThe Components of ElevatorJuri JurieNoch keine Bewertungen
- Components of ElevatorDokument3 SeitenComponents of ElevatorJuri JurieNoch keine Bewertungen
- Graph LabDokument3 SeitenGraph LabJuri JurieNoch keine Bewertungen
- Essay Assignment-Part PayaDokument15 SeitenEssay Assignment-Part PayaJuri JurieNoch keine Bewertungen
- Simulation ThirdwaveDokument3 SeitenSimulation ThirdwaveJuri JurieNoch keine Bewertungen
- Determination of Temperature Distribution in The Cutting Zone PDFDokument8 SeitenDetermination of Temperature Distribution in The Cutting Zone PDFJuri JurieNoch keine Bewertungen
- Attaway Cecil R 196812 PHD 256450 PDFDokument192 SeitenAttaway Cecil R 196812 PHD 256450 PDFJuri JurieNoch keine Bewertungen
- Attaway Cecil R 196812 PHD 256450 PDFDokument192 SeitenAttaway Cecil R 196812 PHD 256450 PDFJuri JurieNoch keine Bewertungen
- O F O M C: N The Undamentals of Rthogonal Etal UttingDokument1 SeiteO F O M C: N The Undamentals of Rthogonal Etal UttingJuri JurieNoch keine Bewertungen
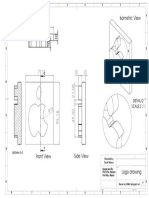
- Isometric View Top View: Detail D Scale 2: 1Dokument1 SeiteIsometric View Top View: Detail D Scale 2: 1Juri JurieNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Tensile ReportDokument18 SeitenTensile ReportHafsa KhanNoch keine Bewertungen
- Failure Mechanisms During GalvanizingDokument141 SeitenFailure Mechanisms During Galvanizingxevi00100% (1)
- Chapter 7Dokument186 SeitenChapter 7mgualdiNoch keine Bewertungen
- Hexagon Socket Head Cap Screws Hexagon Socket Head Cap ScrewsDokument1 SeiteHexagon Socket Head Cap Screws Hexagon Socket Head Cap ScrewsCalvin LianNoch keine Bewertungen
- Tutorial Answers - Mechanical Behaviour of MaterialsDokument2 SeitenTutorial Answers - Mechanical Behaviour of MaterialsbananaNoch keine Bewertungen
- Numerical Study On The Buckling of Pressurized Pipe Under Eccentric Axial CompressionDokument10 SeitenNumerical Study On The Buckling of Pressurized Pipe Under Eccentric Axial CompressionHabib SusiloNoch keine Bewertungen
- Team - 01 Engineering Analysis Report PDFDokument21 SeitenTeam - 01 Engineering Analysis Report PDFRupak GhawghaweNoch keine Bewertungen
- Journal of Constructional Steel ResearchDokument9 SeitenJournal of Constructional Steel ResearchChiheb BaNoch keine Bewertungen
- Membrane Analysis of Flat Plate Slabs: Aci Structural Journal Technical PaperDokument10 SeitenMembrane Analysis of Flat Plate Slabs: Aci Structural Journal Technical PaperpicottNoch keine Bewertungen
- Computational Methods in Earthquake Engineering (Papadrakakis)Dokument422 SeitenComputational Methods in Earthquake Engineering (Papadrakakis)Anonymous 7lnR7Qkss50% (2)
- 2770-ST7103-Theory of Elasticity and PlasticityDokument11 Seiten2770-ST7103-Theory of Elasticity and PlasticitySri D50% (2)
- Welded Interior Beam To Column ConnectionsDokument43 SeitenWelded Interior Beam To Column ConnectionscapichepedastarNoch keine Bewertungen
- 99-s38 - On Evaluation of Rotation Capacity For Reinforced Concrete BeamsDokument9 Seiten99-s38 - On Evaluation of Rotation Capacity For Reinforced Concrete BeamsbllldNoch keine Bewertungen
- Checks For CompactnessDokument15 SeitenChecks For CompactnessjologscresenciaNoch keine Bewertungen
- DIN en 15512 Worked Example1Dokument96 SeitenDIN en 15512 Worked Example1Alin Lupulescu100% (4)
- Raghavan-Failure Analysis of Lattice Tower Like StructuresDokument9 SeitenRaghavan-Failure Analysis of Lattice Tower Like StructuresRm1262Noch keine Bewertungen
- Lecture 06 Mechanical PropertiesDokument24 SeitenLecture 06 Mechanical Propertiesantoine demeireNoch keine Bewertungen
- Microstructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic DeformationDokument10 SeitenMicrostructures and Mechanical Properties of Ultrafine Grained Pure Ti Produced by Severe Plastic Deformationsoni180Noch keine Bewertungen
- Ncma Tek 10-03Dokument4 SeitenNcma Tek 10-03Jeff HedmanNoch keine Bewertungen
- Reinforced ConcreteDokument18 SeitenReinforced ConcreteWei ShenNoch keine Bewertungen
- Agma 911-A94Dokument106 SeitenAgma 911-A94Mehul Bansal100% (1)
- FMEM MCQsDokument162 SeitenFMEM MCQsjawaliyaabhishek1312Noch keine Bewertungen
- Effect of Superplasticizers On Workability Retention and Initial Setting Time of Cement PastesDokument8 SeitenEffect of Superplasticizers On Workability Retention and Initial Setting Time of Cement PastesShaiq Azizi100% (1)
- Lecture 4 Splice Sleeves Report-G&WDokument9 SeitenLecture 4 Splice Sleeves Report-G&Wkai kaiNoch keine Bewertungen
- 1 Characterization of Cast Iron Using Ultrasonic TestingDokument5 Seiten1 Characterization of Cast Iron Using Ultrasonic TestingspawnmeaddowNoch keine Bewertungen
- Optimum Design of Pressure Vessel Subjected To Autofrettage ProcessDokument6 SeitenOptimum Design of Pressure Vessel Subjected To Autofrettage ProcessPierluigiBusettoNoch keine Bewertungen
- SNCB / Nmbs M7Dd: Trailer BogieDokument23 SeitenSNCB / Nmbs M7Dd: Trailer BogieManjunath AithalNoch keine Bewertungen
- Pipeline Research Council International, Inc.: SeikowaveDokument38 SeitenPipeline Research Council International, Inc.: SeikowavePipeMelgarejoLopezNoch keine Bewertungen
- Instability of MetalsDokument44 SeitenInstability of MetalsBill AlbertNoch keine Bewertungen
- DT FrctureDokument27 SeitenDT FrctureR JNoch keine Bewertungen