Das könnte Ihnen auch gefallen
- Astm C 1064-01Dokument3 SeitenAstm C 1064-01Victor Manuel100% (1)
- C39 - Método de Ensayo Normalizado para Resistencia A La Compresión de Especímenes Cilíndricos de Concreto PDFDokument11 SeitenC39 - Método de Ensayo Normalizado para Resistencia A La Compresión de Especímenes Cilíndricos de Concreto PDFNelson Vazquez100% (1)
- ASTM C403 Tiempo de FraguadoDokument7 SeitenASTM C403 Tiempo de Fraguadojulio100% (1)
- ASTM C 1231-00e1v.02Dokument7 SeitenASTM C 1231-00e1v.02Orlando Manriquez L100% (1)
- Norma ASTM C39C39M-20 Español PDFDokument12 SeitenNorma ASTM C39C39M-20 Español PDFYeampier ParienteNoch keine Bewertungen
- Traduccion Norma ASTM C42-18Dokument14 SeitenTraduccion Norma ASTM C42-18Jose Miguel Zuñiga Picado50% (2)
- Astm C 192 en EspañolDokument14 SeitenAstm C 192 en Españolwilliampty100% (1)
- ACI 309R-96 Compactación Del Concreto PDFDokument69 SeitenACI 309R-96 Compactación Del Concreto PDFeduardomanar122433% (3)
- Astm C1602 2006 EspDokument4 SeitenAstm C1602 2006 EspMauricio Tórrez AriasNoch keine Bewertungen
- ASTM C330 - 05 CastellanoDokument8 SeitenASTM C330 - 05 CastellanoEdwarthMaza100% (1)
- Traduccion Norma ASTM C39-18Dokument19 SeitenTraduccion Norma ASTM C39-18Jose Miguel Zuñiga Picado100% (4)
- Astm C1077Dokument17 SeitenAstm C1077ALVES BROLIN MUCHA MALLAUPOMA100% (1)
- Astm C 642Dokument1 SeiteAstm C 642Nathaly Robles100% (2)
- Examen Tecnico en Concreto Gradoa I ACI PDFDokument10 SeitenExamen Tecnico en Concreto Gradoa I ACI PDFErika Anais Zazueta Mena86% (7)
- Astm C470 - 15Dokument5 SeitenAstm C470 - 15Jhon Fuente ChacónNoch keine Bewertungen
- ASTM-C1064 Temperatura - En.españolDokument3 SeitenASTM-C1064 Temperatura - En.españolEdgar Fabian Castro Norato100% (2)
- Manual - Diseño de Pisos Industriales PDFDokument88 SeitenManual - Diseño de Pisos Industriales PDFAlexis Valencia80% (5)
- Astm d4380 Balanza de LodosDokument3 SeitenAstm d4380 Balanza de LodosCarlos Rocha FernandezNoch keine Bewertungen
- Astm C 566-97Dokument3 SeitenAstm C 566-97Orlando Manriquez LNoch keine Bewertungen
- Astm C-127Dokument16 SeitenAstm C-127Edgar Castro100% (1)
- NMX C 281 1985Dokument11 SeitenNMX C 281 1985Gabriel Peña PèrezNoch keine Bewertungen
- Astm C136-C136M - 19Dokument7 SeitenAstm C136-C136M - 19Jesús Luis Arce Guillermo75% (4)
- Astm C 39-03Dokument7 SeitenAstm C 39-03Orlando Manriquez LNoch keine Bewertungen
- Astm C 136-01Dokument13 SeitenAstm C 136-01Orlando Manriquez L100% (3)
- Uniformidad ASTM C94-18Dokument7 SeitenUniformidad ASTM C94-18Joel Rodrigo Salazar Olanda100% (1)
- C1260 EspañolDokument13 SeitenC1260 EspañolAleja Hernandez'Noch keine Bewertungen
- Astm C617-98Dokument7 SeitenAstm C617-98Orlando Manriquez L0% (2)
- Astm C142-97Dokument3 SeitenAstm C142-97Orlando Manriquez LNoch keine Bewertungen
- Traduccion Norma ASTM C1064-17Dokument5 SeitenTraduccion Norma ASTM C1064-17Jose Miguel Zuñiga PicadoNoch keine Bewertungen
- Astm C 94Dokument29 SeitenAstm C 94Milagros Ituza Revilla100% (2)
- Astm C 143Dokument7 SeitenAstm C 143Milagros Ituza RevillaNoch keine Bewertungen
- Astm C-109Dokument16 SeitenAstm C-109Eduardo Martinez Calero100% (2)
- Manual Usuario Superboard-Gyptec PDFDokument11 SeitenManual Usuario Superboard-Gyptec PDFr6565100% (1)
- Astm D75-14Dokument11 SeitenAstm D75-14Cesar Augusto Cruz Cruz100% (1)
- Astm C 1611 Estension de FlujoDokument5 SeitenAstm C 1611 Estension de FlujoCelso ReyesNoch keine Bewertungen
- NTP 339.114 CT 1Dokument5 SeitenNTP 339.114 CT 1EdgarSolanoPeralta100% (1)
- Astm C 231-04Dokument13 SeitenAstm C 231-04Keneth O. R. LinaresNoch keine Bewertungen
- C567-05a Determinación de Densidad de Concreto Estructural LivianoDokument5 SeitenC567-05a Determinación de Densidad de Concreto Estructural LivianoAntu Isabel100% (1)
- Mangueras ChorrosDokument41 SeitenMangueras ChorrosCamilo Londoño Giraldo100% (2)
- Astm C 617-98Dokument7 SeitenAstm C 617-98Orlando Manriquez LNoch keine Bewertungen
- Astm C496-96Dokument6 SeitenAstm C496-96Orlando Manriquez L100% (2)
- Astm C 138 Peso Unitario EspaniolDokument5 SeitenAstm C 138 Peso Unitario Espaniolgaby1288Noch keine Bewertungen
- C144-04 Agregados para Morteros de AlbañileríaDokument3 SeitenC144-04 Agregados para Morteros de AlbañileríaAntu IsabelNoch keine Bewertungen
- Astm C136-C136M - 14Dokument5 SeitenAstm C136-C136M - 14Jhon Fuente ChacónNoch keine Bewertungen
- Método de Prueba Estándar para El Contenido de Aire Del Concreto Recién Mezclado Según El Método de PresiónDokument14 SeitenMétodo de Prueba Estándar para El Contenido de Aire Del Concreto Recién Mezclado Según El Método de PresiónJesus Luis Arce GuillermoNoch keine Bewertungen
- Astm C 143 Asentamiento EspanolDokument6 SeitenAstm C 143 Asentamiento Espanolgaby1288100% (1)
- AASHTO M80.en - EsDokument3 SeitenAASHTO M80.en - EsJanina Barrios100% (3)
- Astm C 702-98Dokument6 SeitenAstm C 702-98Orlando Manriquez LNoch keine Bewertungen
- Peso Especifico (ASTM C-127, AASHTO T-85)Dokument5 SeitenPeso Especifico (ASTM C-127, AASHTO T-85)Paola Morales0% (1)
- Astm C138Dokument6 SeitenAstm C138orlandomanriquez33% (3)
- Astm D 75-97Dokument8 SeitenAstm D 75-97Daniel Hernan Fredes OleaNoch keine Bewertungen
- ASTM C231 - 17aDokument10 SeitenASTM C231 - 17aJhon Fuente ChacónNoch keine Bewertungen
- ASTM C231 Determinacion de Aire Metodo PresionDokument6 SeitenASTM C231 Determinacion de Aire Metodo PresionLenin Arcos100% (4)
- ASTM C1611 EspañolDokument6 SeitenASTM C1611 EspañolJeanette GonzalezNoch keine Bewertungen
- TAPPI 456 Om-03Dokument7 SeitenTAPPI 456 Om-03lexandroNoch keine Bewertungen
- NMX C 507 Onncce 2015Dokument8 SeitenNMX C 507 Onncce 2015Iván Pérez100% (3)
- Astm C 192-02Dokument10 SeitenAstm C 192-02Orlando Manriquez LNoch keine Bewertungen
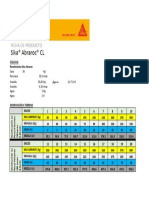
- 3 - HDS Sika Abraroc CLDokument10 Seiten3 - HDS Sika Abraroc CLOrlando Manriquez LNoch keine Bewertungen
- ASTM C 1019-11pruebas Muestras de GroutDokument6 SeitenASTM C 1019-11pruebas Muestras de Groutjospc37Noch keine Bewertungen
- Geologia Ambiental 2019Dokument48 SeitenGeologia Ambiental 2019Cristhian Carrasco PalominoNoch keine Bewertungen
- Replanteo de Agua PotableDokument25 SeitenReplanteo de Agua PotableFernandoContrerasMartinezNoch keine Bewertungen
- ASTM C1621 J Ring - En.esDokument5 SeitenASTM C1621 J Ring - En.esEdgar Fabian Castro Norato100% (1)
- Demanda OkDokument43 SeitenDemanda Okcristian durand durandNoch keine Bewertungen
- Norma ASTM C 305 EspañolDokument3 SeitenNorma ASTM C 305 EspañolElvis Lionel FLORES ROCA100% (4)
- Astm C617 Cabeceo de Espeecimenes TraducidaDokument2 SeitenAstm C617 Cabeceo de Espeecimenes TraducidaCesar Augusto Cruz CruzNoch keine Bewertungen
- Astm C172Dokument4 SeitenAstm C172orlandomanriquezNoch keine Bewertungen
- Astm C 1064Dokument3 SeitenAstm C 1064Abraham_Martin_4209100% (2)
- Astm c469 PDFDokument7 SeitenAstm c469 PDFLESLIE MONTANONoch keine Bewertungen
- 339 229Dokument14 Seiten339 229Ale Mejia HernandezNoch keine Bewertungen
- Astm 470 PDFDokument5 SeitenAstm 470 PDFPadillaGonzálezJairoNoch keine Bewertungen
- Astm C470Dokument9 SeitenAstm C470ingbnitoNoch keine Bewertungen
- 02astm C 143-00Dokument5 Seiten02astm C 143-00Fernando Saavedra LlonaNoch keine Bewertungen
- Designación C470 C470M 15Dokument6 SeitenDesignación C470 C470M 15Moran Bendezu Elena MariaNoch keine Bewertungen
- 4 Normas Astm para Ensayos de Control de Calidad Del Concreto para PavimentosDokument6 Seiten4 Normas Astm para Ensayos de Control de Calidad Del Concreto para PavimentosHuaman Chavez Jesus Angel0% (1)
- ASTM C 31 Fabricacion y Curado de EspecimenesDokument14 SeitenASTM C 31 Fabricacion y Curado de EspecimenesmedallodimNoch keine Bewertungen
- Resumen Astm C 31 PDFDokument7 SeitenResumen Astm C 31 PDFOscar Ramos100% (1)
- Manual para Supervision Obras de ConcretoDokument84 SeitenManual para Supervision Obras de ConcretoOrlando Manriquez LNoch keine Bewertungen
- Camara Chilena de La Contruccion WLPDokument30 SeitenCamara Chilena de La Contruccion WLPNelson JerezNoch keine Bewertungen
- Ubicaciones y Certificados de FactibilidadDokument2 SeitenUbicaciones y Certificados de FactibilidadOrlando Manriquez LNoch keine Bewertungen
- Cap 1 Diseno Estructural de PavimentosDokument38 SeitenCap 1 Diseno Estructural de PavimentosOrlando Manriquez LNoch keine Bewertungen
- 1 Cubicación Sika AbrarocDokument1 Seite1 Cubicación Sika AbrarocOrlando Manriquez LNoch keine Bewertungen
- CintasPVCSika CLDokument3 SeitenCintasPVCSika CLtitoytomasNoch keine Bewertungen
- Metodo de PorchetDokument31 SeitenMetodo de PorchetOrlando Manriquez L100% (1)
- Astm c1064Dokument2 SeitenAstm c1064Orlando Manriquez LNoch keine Bewertungen
- 03ASTM C 231-97e1Dokument13 Seiten03ASTM C 231-97e1Orlando Manriquez LNoch keine Bewertungen
- Det. Contenido de AireDokument5 SeitenDet. Contenido de Aireluchovsky1978Noch keine Bewertungen
- Astm C143Dokument3 SeitenAstm C143Orlando Manriquez LNoch keine Bewertungen
- Astm C123-98Dokument4 SeitenAstm C123-98Orlando Manriquez LNoch keine Bewertungen
- Astm C173Dokument4 SeitenAstm C173Orlando Manriquez L100% (2)
- Astm C31Dokument9 SeitenAstm C31Orlando Manriquez LNoch keine Bewertungen
- 01astm C 172-99Dokument4 Seiten01astm C 172-99Orlando Manriquez LNoch keine Bewertungen
- 03ASTM C 231-97e1Dokument13 Seiten03ASTM C 231-97e1Orlando Manriquez LNoch keine Bewertungen
- 02astm C 143-00Dokument5 Seiten02astm C 143-00Orlando Manriquez LNoch keine Bewertungen
- 05ASTM C 138-01aDokument5 Seiten05ASTM C 138-01aOrlando Manriquez LNoch keine Bewertungen
- Material Didáctico 6° Nov Dic 17 18Dokument27 SeitenMaterial Didáctico 6° Nov Dic 17 18Pascual Goyito Torres OrtizNoch keine Bewertungen
- Practica-Medidas de Seguridad en El Laboratorio de Microbiologia de AlimentosDokument8 SeitenPractica-Medidas de Seguridad en El Laboratorio de Microbiologia de AlimentosThalia EchevarriaNoch keine Bewertungen
- Productos de Limpieza y Desinfección de EquiposDokument8 SeitenProductos de Limpieza y Desinfección de EquiposMilena ArdilaNoch keine Bewertungen
- Manual de Usuario Esterilizador de Vapor Ajc Amaro 5000Dokument47 SeitenManual de Usuario Esterilizador de Vapor Ajc Amaro 5000Alex CeballosNoch keine Bewertungen
- P R I N C I P I O S B Á S I C O S de GESTALTDokument2 SeitenP R I N C I P I O S B Á S I C O S de GESTALTLuis MartinezNoch keine Bewertungen
- Ambiente Costero FinalDokument42 SeitenAmbiente Costero FinalAdrian Jose Lozada Torrealba100% (1)
- Decalogo para La Integracion Del Medio Ambiente en La Cooperacion para El DesarrolloDokument11 SeitenDecalogo para La Integracion Del Medio Ambiente en La Cooperacion para El DesarrolloZara CornejoNoch keine Bewertungen
- Naturaleza de Los Seres Vivos Y Biomoleculas InorgánicasDokument46 SeitenNaturaleza de Los Seres Vivos Y Biomoleculas InorgánicasAEI OUNoch keine Bewertungen
- (Ex) Une-En 13165 2013+a2 2017Dokument7 Seiten(Ex) Une-En 13165 2013+a2 2017Ramiro RivasNoch keine Bewertungen
- CS Materia Ciclo 2-3Dokument6 SeitenCS Materia Ciclo 2-3carmenNoch keine Bewertungen
- Ley de La PalancaDokument15 SeitenLey de La PalancaE Fabian Vargas TuanamaNoch keine Bewertungen
- 37Dokument4 Seiten37Gerardo OrihuelaNoch keine Bewertungen
- Miccion EspontaneaDokument3 SeitenMiccion EspontaneaFlores Treviño David Emir100% (1)
- Hoja de Seguridad Sanigel AlcohólicoDokument7 SeitenHoja de Seguridad Sanigel AlcohólicoJose Luis MuñozNoch keine Bewertungen
- Desarrollo de La Hidrologia en VenezuelaDokument4 SeitenDesarrollo de La Hidrologia en VenezuelaGerardo VarelaNoch keine Bewertungen
- HidracinaDokument3 SeitenHidracinaJose Antonio Cubillos BokaNoch keine Bewertungen
- Arbol de Problemas HuayllabambaDokument10 SeitenArbol de Problemas HuayllabambaKendrik Jhon Sanchez PortillaNoch keine Bewertungen
- Cap. Iii Manjar BlancoDokument17 SeitenCap. Iii Manjar BlancoJorge Luis Tuya ZambranoNoch keine Bewertungen
- Humedad de MaderaDokument10 SeitenHumedad de MaderaAlex ParicahuaNoch keine Bewertungen
- Manejo Integrado de Páprika.Dokument49 SeitenManejo Integrado de Páprika.Karina VargasNoch keine Bewertungen
- GFDDDokument20 SeitenGFDDIvan Crespin NicasioNoch keine Bewertungen
- TDR Final PLAN ESPECIFIO Chilca AltaDokument10 SeitenTDR Final PLAN ESPECIFIO Chilca AltaHenr OmxsNoch keine Bewertungen
- Acta Abastecimiento de Agua PotableDokument9 SeitenActa Abastecimiento de Agua PotableSteven GómezNoch keine Bewertungen
- Contaminación de Las Aguas 1,2Dokument15 SeitenContaminación de Las Aguas 1,2Juan GarciaNoch keine Bewertungen