Das könnte Ihnen auch gefallen
- Process of Production CS2 PDFDokument9 SeitenProcess of Production CS2 PDFDinii Lathiifah PertiwiNoch keine Bewertungen
- Process For The Production of Carbon DisulfideDokument12 SeitenProcess For The Production of Carbon DisulfideHector Juan Donaires SalazaeNoch keine Bewertungen
- Us 4377495Dokument5 SeitenUs 4377495DWNLD USRMLNoch keine Bewertungen
- Us1913405 PDFDokument4 SeitenUs1913405 PDFNatijatul HabibahNoch keine Bewertungen
- United States Patent (19) : Daly Et Al. 11) 4,436,836Dokument9 SeitenUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNoch keine Bewertungen
- Georgia Tech Sponsored ResearchDokument51 SeitenGeorgia Tech Sponsored ResearchChristian SmallenNoch keine Bewertungen
- Decrease in Carbonyl Sulfide in The Feed To Claus Converters Shift CatalystsDokument3 SeitenDecrease in Carbonyl Sulfide in The Feed To Claus Converters Shift CatalystsJoel OngNoch keine Bewertungen
- US3136818-Produccion de AnilinaDokument4 SeitenUS3136818-Produccion de AnilinaJoel Flores CastilloNoch keine Bewertungen
- May 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapataDokument3 SeitenMay 1, 1937. F. Carl 2,079,760: Z/22/2 Uzz/2e Ca/ZapatasafiraginaNoch keine Bewertungen
- Thorium-Fueled Underground Power PlantDokument7 SeitenThorium-Fueled Underground Power Plantalfonico100% (1)
- Lead Chamber Process For H2so4Dokument11 SeitenLead Chamber Process For H2so4Zamir Khan100% (3)
- United States Patent 1191: Tu (45) Sep. 7, 1982Dokument4 SeitenUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNoch keine Bewertungen
- United States Patent Office: Patented Dec. 18, 1945Dokument3 SeitenUnited States Patent Office: Patented Dec. 18, 1945Jarukit Jr JunjiewchaiNoch keine Bewertungen
- Copie de US2899444-1Dokument4 SeitenCopie de US2899444-1KHALED KHALEDNoch keine Bewertungen
- United States Patent: Patented June 15, 1971Dokument3 SeitenUnited States Patent: Patented June 15, 1971cantikNoch keine Bewertungen
- United States Patent 0: '3, l50, l74 ICCDokument2 SeitenUnited States Patent 0: '3, l50, l74 ICCMuhammadAmdadulHoqueNoch keine Bewertungen
- US3303001Dokument3 SeitenUS3303001Lokesh RavichandranNoch keine Bewertungen
- Patent US3801634Dokument5 SeitenPatent US3801634Santiago BorgesNoch keine Bewertungen
- United States Patent (191 (111 4,088,742: Homme, Jr. (45) May 9, 1978Dokument11 SeitenUnited States Patent (191 (111 4,088,742: Homme, Jr. (45) May 9, 1978Oji Luthpiansyah FazrinNoch keine Bewertungen
- US5969160 Post Reactor Neste 1998Dokument4 SeitenUS5969160 Post Reactor Neste 1998daraj darajNoch keine Bewertungen
- Us 2710883Dokument2 SeitenUs 2710883onixexenNoch keine Bewertungen
- EP0884278A1Dokument7 SeitenEP0884278A184105851Noch keine Bewertungen
- Advancements in Sulfur Recovery ProcessesDokument21 SeitenAdvancements in Sulfur Recovery Processesprateek kumarNoch keine Bewertungen
- Quimisorcion de Sulfuro de Hidrogeno en Catalizador de NickelDokument8 SeitenQuimisorcion de Sulfuro de Hidrogeno en Catalizador de NickelLaura CarvajalNoch keine Bewertungen
- United States Patent (19) : Diercks Et Al. (11) Patent NumberDokument5 SeitenUnited States Patent (19) : Diercks Et Al. (11) Patent NumberVirginia Rosales OlmosNoch keine Bewertungen
- NHTDokument6 SeitenNHTPadarthi Venkateswarlu50% (2)
- Dohoo????????: 2,838,575 June 10, 1958Dokument5 SeitenDohoo????????: 2,838,575 June 10, 1958Dorotea TirtaNoch keine Bewertungen
- S SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280Dokument4 SeitenS SSS L, SS S SS SN S SS S: March 19, 1968 N. L. Carr Etal 3,374,280toastcfhNoch keine Bewertungen
- United States Patent Office: Patented Apr. 7, 1953Dokument3 SeitenUnited States Patent Office: Patented Apr. 7, 1953Syahrul SandreaNoch keine Bewertungen
- R8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideDokument12 SeitenR8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideThanh HoàngNoch keine Bewertungen
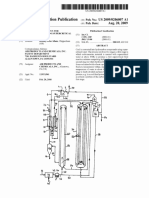
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Dokument13 SeitenPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNoch keine Bewertungen
- Sulfuric Acid ConverterDokument8 SeitenSulfuric Acid ConverterchikukotwalNoch keine Bewertungen
- 5.2 Feedstock and Feedstock PretreatmentDokument4 Seiten5.2 Feedstock and Feedstock Pretreatmenttiara diah yepitalokaNoch keine Bewertungen
- Upgrading of Calcium Sulfate Using A Supercritical Co2 Brayton Cycle Coupled To Concentrating Solar Power: Temperature-Reducing DecompositionDokument16 SeitenUpgrading of Calcium Sulfate Using A Supercritical Co2 Brayton Cycle Coupled To Concentrating Solar Power: Temperature-Reducing DecompositionIJAR JOURNAL100% (1)
- Us 2498806Dokument7 SeitenUs 2498806regina pramuditaNoch keine Bewertungen
- Catalyst Properties: KineticsDokument2 SeitenCatalyst Properties: KineticsRobert MontgomeryNoch keine Bewertungen
- A. Belchetz: Production of Carbon DisulfideDokument7 SeitenA. Belchetz: Production of Carbon DisulfidesyafiraNoch keine Bewertungen
- US3679762Dokument5 SeitenUS3679762Nateek SharmaNoch keine Bewertungen
- A CATALYST: PD/C 1.25 Parts: Effect of Heat TreatmentDokument5 SeitenA CATALYST: PD/C 1.25 Parts: Effect of Heat TreatmentFlorian FischerNoch keine Bewertungen
- A System of Instruction in the Practical Use of the BlowpipeVon EverandA System of Instruction in the Practical Use of the BlowpipeNoch keine Bewertungen
- Produksi Phthalic AnhydrideDokument5 SeitenProduksi Phthalic Anhydridehalim syarifNoch keine Bewertungen
- NHT OperationsDokument61 SeitenNHT OperationsIrfan Shahzad75% (4)
- Éttorney: Nov. 1o, 1964Dokument7 SeitenÉttorney: Nov. 1o, 1964Allex NorlandNoch keine Bewertungen
- US4094913Dokument4 SeitenUS4094913Ranjana MadabushiNoch keine Bewertungen
- Alpha 5Dokument1 SeiteAlpha 5irenellemedallaNoch keine Bewertungen
- United States: Patent OfficeDokument2 SeitenUnited States: Patent OfficeShandy ArmandoNoch keine Bewertungen
- A Novel Process To Recover Sulfur in Aqueous Phase Under Ambient Condition - SpringerLinkDokument16 SeitenA Novel Process To Recover Sulfur in Aqueous Phase Under Ambient Condition - SpringerLinkmodikiritNoch keine Bewertungen
- Development of A Zero-Emissions Sulfur-Recovery Process. 1.Dokument12 SeitenDevelopment of A Zero-Emissions Sulfur-Recovery Process. 1.Soroosh ZareNoch keine Bewertungen
- NHDT FoulingDokument6 SeitenNHDT FoulingJulio RamirezNoch keine Bewertungen
- Sulfuric AcidDokument13 SeitenSulfuric AcidNaveen KamatNoch keine Bewertungen
- Abstracts of The Papers Presented at The Thirteenth National Vacuum SymposiumDokument1 SeiteAbstracts of The Papers Presented at The Thirteenth National Vacuum SymposiumgfpeezyNoch keine Bewertungen
- Sulfuric Acid Manufacturing PlantDokument6 SeitenSulfuric Acid Manufacturing PlantmichsantosNoch keine Bewertungen
- US3093691Dokument2 SeitenUS3093691Ayu GirlsNoch keine Bewertungen
- Mechanism of HCL Oxidation (Deacon Process) Over RuoDokument11 SeitenMechanism of HCL Oxidation (Deacon Process) Over RuoDiego Umaña AriasNoch keine Bewertungen
- Coker HT - 1000153Dokument7 SeitenCoker HT - 1000153Garry DavidNoch keine Bewertungen
- Products Recovery: To Disti LlateDokument6 SeitenProducts Recovery: To Disti LlateGalang Hanif AbdulahNoch keine Bewertungen
- A System of Instruction in the Practical Use of the Blowpipe: Being A Graduated Course Of Analysis For The Use Of Students And All Those Engaged In The Examination Of Metallic CombinationsVon EverandA System of Instruction in the Practical Use of the Blowpipe: Being A Graduated Course Of Analysis For The Use Of Students And All Those Engaged In The Examination Of Metallic CombinationsNoch keine Bewertungen
- Water Gas Shift Reaction: Research Developments and ApplicationsVon EverandWater Gas Shift Reaction: Research Developments and ApplicationsNoch keine Bewertungen
- Gas Sweetening and Processing Field ManualVon EverandGas Sweetening and Processing Field ManualBewertung: 4 von 5 Sternen4/5 (7)
- Industry-5 RAS8090 PDFDokument8 SeitenIndustry-5 RAS8090 PDFdeni.sttnNoch keine Bewertungen
- Using Eggshell Membrane As A Separator in Supercapacitor: Journal of Power SourcesDokument6 SeitenUsing Eggshell Membrane As A Separator in Supercapacitor: Journal of Power Sourcesdeni.sttnNoch keine Bewertungen
- Invitation PDFDokument19 SeitenInvitation PDFdeni.sttnNoch keine Bewertungen
- InvitationDokument19 SeitenInvitationdeni.sttnNoch keine Bewertungen
- Using Eggshell Membrane As A Separator in Supercapacitor: Journal of Power SourcesDokument6 SeitenUsing Eggshell Membrane As A Separator in Supercapacitor: Journal of Power Sourcesdeni.sttnNoch keine Bewertungen
- 2 PBDokument5 Seiten2 PBdeni.sttnNoch keine Bewertungen
- Molecules: Structural Characterization of Calcium Alginate Matrices by Means of Mechanical and Release TestsDokument15 SeitenMolecules: Structural Characterization of Calcium Alginate Matrices by Means of Mechanical and Release Testsdeni.sttnNoch keine Bewertungen
- High Temperature Stable Separator For Lithium Batteries Based On SiO2 and Hydroxypropyl Guar GumDokument14 SeitenHigh Temperature Stable Separator For Lithium Batteries Based On SiO2 and Hydroxypropyl Guar GumFamiloni LayoNoch keine Bewertungen
- Parametric Study For Hydrogel With Medium SwellingDokument14 SeitenParametric Study For Hydrogel With Medium Swellingdeni.sttnNoch keine Bewertungen
- Landry Monitoring EC in Soils and MediaDokument5 SeitenLandry Monitoring EC in Soils and Mediadeni.sttnNoch keine Bewertungen
- RBIP81Dokument1 SeiteRBIP81deni.sttnNoch keine Bewertungen
- Ten Teb 2009 0639Dokument14 SeitenTen Teb 2009 0639deni.sttnNoch keine Bewertungen
- 1 s2.0 S0360319911020039 MainDokument9 Seiten1 s2.0 S0360319911020039 Maindeni.sttnNoch keine Bewertungen
- Evangel Los B Our BosDokument7 SeitenEvangel Los B Our Bosdeni.sttnNoch keine Bewertungen
- 1 s2.0 S0969806X13001503 MainDokument4 Seiten1 s2.0 S0969806X13001503 Maindeni.sttnNoch keine Bewertungen
- Art - 10.1007 - s10967 007 7079 1 1Dokument9 SeitenArt - 10.1007 - s10967 007 7079 1 1deni.sttnNoch keine Bewertungen
- Chemical Engineering Science: Nurettin Sahiner, Sultan Butun, Tugce TurhanDokument7 SeitenChemical Engineering Science: Nurettin Sahiner, Sultan Butun, Tugce Turhandeni.sttnNoch keine Bewertungen
- 1 s2.0 S092633731000425X MainDokument7 Seiten1 s2.0 S092633731000425X Maindeni.sttnNoch keine Bewertungen
- 1 s2.0 S036031991101007X MainDokument8 Seiten1 s2.0 S036031991101007X Maindeni.sttnNoch keine Bewertungen
- Effect of Gamma-Irradiation On Surface and Catalytic Properties of Cuo-Zno/Al203 SystemDokument6 SeitenEffect of Gamma-Irradiation On Surface and Catalytic Properties of Cuo-Zno/Al203 Systemdeni.sttnNoch keine Bewertungen
- United States: (12) Patent Application Publication (10) Pub. No.: US 2007/0284285 A1Dokument6 SeitenUnited States: (12) Patent Application Publication (10) Pub. No.: US 2007/0284285 A1deni.sttnNoch keine Bewertungen
- Art 10.1023 A 1020814219592Dokument8 SeitenArt 10.1023 A 1020814219592deni.sttnNoch keine Bewertungen
- Ijct 11 (3) 326-330 PDFDokument5 SeitenIjct 11 (3) 326-330 PDFdeni.sttnNoch keine Bewertungen
- 1 s2.0 S0969806X13001503 MainDokument4 Seiten1 s2.0 S0969806X13001503 Maindeni.sttnNoch keine Bewertungen
- Hydrocracking of Cumene Over Ni/Al O As in Uenced by Ceo Doping and G-IrradiationDokument7 SeitenHydrocracking of Cumene Over Ni/Al O As in Uenced by Ceo Doping and G-Irradiationdeni.sttnNoch keine Bewertungen
- How Does - Irradiation in Uence The Phase Transition of - Nimoo ?Dokument5 SeitenHow Does - Irradiation in Uence The Phase Transition of - Nimoo ?deni.sttnNoch keine Bewertungen
- Effect of Electron Beam Irradiation On CO Reformingof Methane Over Ni/Al O CatalystsDokument7 SeitenEffect of Electron Beam Irradiation On CO Reformingof Methane Over Ni/Al O Catalystsdeni.sttnNoch keine Bewertungen
- Ip Je 94030205Dokument5 SeitenIp Je 94030205deni.sttnNoch keine Bewertungen
- Probing The Degree of Crosslinking of A Cellulose Based Superabsorbing Hydrogel Through Traditional and NMR TechniquesDokument12 SeitenProbing The Degree of Crosslinking of A Cellulose Based Superabsorbing Hydrogel Through Traditional and NMR Techniquesdeni.sttnNoch keine Bewertungen
- Paint It Cool! Pigments For Solar Heat Management in PaintsDokument12 SeitenPaint It Cool! Pigments For Solar Heat Management in PaintsCarolina MagdalenaNoch keine Bewertungen
- UPDA Questions For Mechanical (Thermodynamics)Dokument22 SeitenUPDA Questions For Mechanical (Thermodynamics)Romal MathewNoch keine Bewertungen
- Edvantage The TenDokument76 SeitenEdvantage The Tenapi-683027695Noch keine Bewertungen
- 1st Law of ThermodynamicsDokument95 Seiten1st Law of ThermodynamicsMARUMO_LEVYNoch keine Bewertungen
- 18 Mar 2017 1003043576765NIAXAnnexure-BriefNoteDokument5 Seiten18 Mar 2017 1003043576765NIAXAnnexure-BriefNotesambhuNoch keine Bewertungen
- A2 - Workbook 3 Updated PDFDokument276 SeitenA2 - Workbook 3 Updated PDFMaham Furqan 1737934Noch keine Bewertungen
- (Tamas I. Gombosi) Physics of The Space EnvironmenDokument357 Seiten(Tamas I. Gombosi) Physics of The Space Environmenbrky100% (1)
- Physical Science ModuleDokument35 SeitenPhysical Science ModuleGajulin, April JoyNoch keine Bewertungen
- Introduction: The Formation of Deep EcologyDokument48 SeitenIntroduction: The Formation of Deep EcologySRIKANTA MONDALNoch keine Bewertungen
- Atomic Mass and Atomic Number WorksheetDokument1 SeiteAtomic Mass and Atomic Number WorksheetGuayNoch keine Bewertungen
- Physics PaperDokument16 SeitenPhysics Paperonitha812sellerNoch keine Bewertungen
- NOTES - : Atmospheric LayersDokument12 SeitenNOTES - : Atmospheric Layerssithum sanjanaNoch keine Bewertungen
- CG11 Undrained Soil Behaviour and Consolidation: Helmut F. SchweigerDokument46 SeitenCG11 Undrained Soil Behaviour and Consolidation: Helmut F. SchweigerRoni PurawinataNoch keine Bewertungen
- Flare Gas Recovery Using Ejector-A Review: December 2012Dokument9 SeitenFlare Gas Recovery Using Ejector-A Review: December 2012Veky PamintuNoch keine Bewertungen
- Belaria Dual AR 60 DatblDokument2 SeitenBelaria Dual AR 60 Datblboumaraf.minergNoch keine Bewertungen
- 4 - Origin of Life (1.6MB)Dokument53 Seiten4 - Origin of Life (1.6MB)Wahyuni Eka SariNoch keine Bewertungen
- Geography Form 1 Schemes of WorkDokument15 SeitenGeography Form 1 Schemes of WorkOMONDI VICTOR OUMA100% (1)
- EVS Lecture II 5 ValuesofBiodiversityDokument7 SeitenEVS Lecture II 5 ValuesofBiodiversityBalpreet SinghNoch keine Bewertungen
- Theoretical CyclesDokument56 SeitenTheoretical CyclesADOBONoch keine Bewertungen
- Physical Geography A Landscape Appreciation 9Th Edition Mcknight Test Bank Full Chapter PDFDokument57 SeitenPhysical Geography A Landscape Appreciation 9Th Edition Mcknight Test Bank Full Chapter PDFlegacycuttinglkhd100% (6)
- 7.e.c Evaporation Part 2Dokument14 Seiten7.e.c Evaporation Part 2Sumaya HammoudNoch keine Bewertungen
- Review of Related LiteratureDokument7 SeitenReview of Related LiteratureTheresa LambayonNoch keine Bewertungen
- Introduction To Green Roofs: Brought To You byDokument28 SeitenIntroduction To Green Roofs: Brought To You byOnur Olguner100% (1)
- CSI 50 DivDokument2 SeitenCSI 50 DivRavinder SinghNoch keine Bewertungen
- Chapter 13Dokument9 SeitenChapter 13drewNoch keine Bewertungen
- Saturated Steam Table by TemperatureDokument1 SeiteSaturated Steam Table by TemperatureAhmad FauzanNoch keine Bewertungen
- Pengumuman DPT Vendor Komponen TrafoDokument3 SeitenPengumuman DPT Vendor Komponen Trafodenny yusufNoch keine Bewertungen
- Research Plan Proposal: The Iis University, JaipurDokument28 SeitenResearch Plan Proposal: The Iis University, JaipurSimran AroraNoch keine Bewertungen
- Gas For Energy Transition: Presented at High Level Summit On Human Capital Development Toward Net Zero EmissionDokument12 SeitenGas For Energy Transition: Presented at High Level Summit On Human Capital Development Toward Net Zero Emissionmineral geologistNoch keine Bewertungen
- Power Quality Improvement of Distribution Network Using BESS and Capacitor BankDokument9 SeitenPower Quality Improvement of Distribution Network Using BESS and Capacitor BankIKNoch keine Bewertungen