Das könnte Ihnen auch gefallen
- MRPL NHT Heater DecokingDokument7 SeitenMRPL NHT Heater DecokingsmrndrdasNoch keine Bewertungen
- Case Study - BLSR OPERATING, LTD Fire Incident - Rev.0Dokument22 SeitenCase Study - BLSR OPERATING, LTD Fire Incident - Rev.0smrndrdas100% (1)
- Corrosion in Refinery Industry Failure Atlas: Case History #7 Date April 2012Dokument2 SeitenCorrosion in Refinery Industry Failure Atlas: Case History #7 Date April 2012smrndrdasNoch keine Bewertungen
- Ceramic Pad HeaterDokument1 SeiteCeramic Pad HeatersmrndrdasNoch keine Bewertungen
- INVESTIGATION REPORT - BLSR - Report PDFDokument68 SeitenINVESTIGATION REPORT - BLSR - Report PDFsmrndrdasNoch keine Bewertungen
- Ceramic Fibre Boards: AvailabilityDokument2 SeitenCeramic Fibre Boards: AvailabilitysmrndrdasNoch keine Bewertungen
- Total Requirements PDFDokument7 SeitenTotal Requirements PDFsmrndrdasNoch keine Bewertungen
- Characteristic CurveDokument18 SeitenCharacteristic CurvesmrndrdasNoch keine Bewertungen
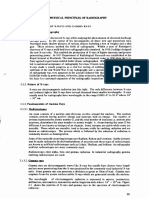
- Radiographic TestingDokument47 SeitenRadiographic TestingsmrndrdasNoch keine Bewertungen
- 24029962Dokument269 Seiten24029962smrndrdasNoch keine Bewertungen
- Braided HoseDokument72 SeitenBraided HosesmrndrdasNoch keine Bewertungen
- Suggested Answer Syl12 Dec13 PaperDokument19 SeitenSuggested Answer Syl12 Dec13 PapersmrndrdasNoch keine Bewertungen
- Suggested Answer - Syl12 - Dec13 - Paper 12 Intermediate ExaminationDokument23 SeitenSuggested Answer - Syl12 - Dec13 - Paper 12 Intermediate ExaminationsmrndrdasNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Module No:03: Durability of ConcreteDokument122 SeitenModule No:03: Durability of ConcreteRahul patil100% (1)
- RTU Evaluation Checklist: Good NoDokument9 SeitenRTU Evaluation Checklist: Good NoFernando Andrés Hinojosa VillarrealNoch keine Bewertungen
- Class7 Assignment5 HolidayHomeWork 2023-24Dokument55 SeitenClass7 Assignment5 HolidayHomeWork 2023-24AnshNoch keine Bewertungen
- Csec Integrated Science Scheme of Work For CfssDokument16 SeitenCsec Integrated Science Scheme of Work For CfssOsmany MadrigalNoch keine Bewertungen
- 1027 Application GuidelineDokument6 Seiten1027 Application GuidelineJORGEALEXERNoch keine Bewertungen
- Arcfix Arc Stud PDFDokument21 SeitenArcfix Arc Stud PDFYakobus MendrofaNoch keine Bewertungen
- Failure Analysis of API 5L (Grade B) Oil Field Separator Flowline PipeDokument6 SeitenFailure Analysis of API 5L (Grade B) Oil Field Separator Flowline PipedouglasncamiloNoch keine Bewertungen
- Corrosion & It's PreventionDokument14 SeitenCorrosion & It's PreventionSANA HIRANoch keine Bewertungen
- Agrawal Conservation Metals Humid SpacesDokument138 SeitenAgrawal Conservation Metals Humid SpacesDan Octavian PaulNoch keine Bewertungen
- Oxidation and ReductionDokument26 SeitenOxidation and ReductionSazzad TanimNoch keine Bewertungen
- IMO Guide To Cargo Tank CoatingDokument19 SeitenIMO Guide To Cargo Tank CoatingnnuekNoch keine Bewertungen
- I RFQ 004Dokument13 SeitenI RFQ 004KarthikeyanNoch keine Bewertungen
- Igol Complemetary Products 2022Dokument12 SeitenIgol Complemetary Products 2022CojanuCNoch keine Bewertungen
- Chemistry Project AliDokument21 SeitenChemistry Project AliWajahat AliNoch keine Bewertungen
- Cy6251 Engineering Chemistry Two Mark With AnswerDokument23 SeitenCy6251 Engineering Chemistry Two Mark With AnswerPRIYA RAJI100% (3)
- TM 9-2320-361-10Dokument404 SeitenTM 9-2320-361-10bigcheapfunNoch keine Bewertungen
- Surface Treatment Products: Alkaline CleanersDokument6 SeitenSurface Treatment Products: Alkaline CleanerssazharpakNoch keine Bewertungen
- Standard Details For Metal Roofing & Siding: Post Frame and Residential StructuresDokument48 SeitenStandard Details For Metal Roofing & Siding: Post Frame and Residential Structurespierre_oosthuizenNoch keine Bewertungen
- Sika PDS - E - SikaTop Armatec - 110 EpoCem PDFDokument4 SeitenSika PDS - E - SikaTop Armatec - 110 EpoCem PDFlwin_oo2435Noch keine Bewertungen
- Neoguard Bulcon eDokument2 SeitenNeoguard Bulcon ePeerawit WattanawongNoch keine Bewertungen
- Lubricants: Fastlube Ag Fastlube Rs18 Fastlube 70+ Fastlube 444Dokument1 SeiteLubricants: Fastlube Ag Fastlube Rs18 Fastlube 70+ Fastlube 444neubofren600Noch keine Bewertungen
- Upper Primary Integrated Science Syllabus, Jan 2012 FinalDokument36 SeitenUpper Primary Integrated Science Syllabus, Jan 2012 Finaldayas1979100% (4)
- HelloDokument19 SeitenHelloSaroj JiNoch keine Bewertungen
- APCS DeatailsDokument3 SeitenAPCS DeatailsDandaman100% (3)
- Paint Exam Model Paper - 2Dokument6 SeitenPaint Exam Model Paper - 2Mujjamil Nakade0% (2)
- 13april2023 30april2023 DDR BG Profit 3183 Pmu Dok UmarDokument44 Seiten13april2023 30april2023 DDR BG Profit 3183 Pmu Dok UmarGusti Faisal HerlanggaNoch keine Bewertungen
- KGT ManualDokument25 SeitenKGT ManualLeo MoltoNoch keine Bewertungen
- Corrosion Inhibitor - KYOEISHA CHEMICAL Co PDFDokument2 SeitenCorrosion Inhibitor - KYOEISHA CHEMICAL Co PDFdsyashankaNoch keine Bewertungen
- Lesson Plan ScienceDokument3 SeitenLesson Plan ScienceValarmathi VeerasenanNoch keine Bewertungen