Das könnte Ihnen auch gefallen
- Lincoln GMAW Welding GuideDokument96 SeitenLincoln GMAW Welding GuideМич БјукенонNoch keine Bewertungen
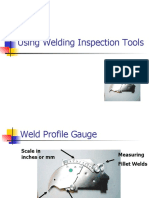
- Using Welding Inspection ToolsDokument9 SeitenUsing Welding Inspection Toolstuna61Noch keine Bewertungen
- Welding SymbolsDokument21 SeitenWelding Symbolstuna61Noch keine Bewertungen
- Screw ChartDokument1 SeiteScrew Chartintoyou2007Noch keine Bewertungen
- Nuance Power PDF Trial: Corner CupboardDokument26 SeitenNuance Power PDF Trial: Corner Cupboardtuna61Noch keine Bewertungen
- Pushstick Template PDFDokument2 SeitenPushstick Template PDFtuna61Noch keine Bewertungen
- Ana White - Entryway Bench and Storage Shelf With Hooks - 2017-12-08 PDFDokument10 SeitenAna White - Entryway Bench and Storage Shelf With Hooks - 2017-12-08 PDFtuna61Noch keine Bewertungen
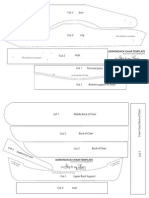
- Adriondack Chair Template 2012Dokument2 SeitenAdriondack Chair Template 2012pocetnikNoch keine Bewertungen
- How To Read Welding GaugesDokument6 SeitenHow To Read Welding GaugesSaira ShahNoch keine Bewertungen
- Understanding Cup WalkingDokument2 SeitenUnderstanding Cup Walkingtuna61Noch keine Bewertungen
- 3-Building A Picnic TableDokument9 Seiten3-Building A Picnic Tabletuna61Noch keine Bewertungen
- PW3Dokument49 SeitenPW3Mujaffar ShaikhNoch keine Bewertungen
- Tig Welding BookletDokument26 SeitenTig Welding Booklettuna610% (1)
- American RobinDokument1 SeiteAmerican Robintuna61Noch keine Bewertungen
- 5-Plywoodplans Trestle TableDokument6 Seiten5-Plywoodplans Trestle Tabletuna61Noch keine Bewertungen
- Pnumbers PDFDokument16 SeitenPnumbers PDFtuna61Noch keine Bewertungen
- R 4Dokument106 SeitenR 4tuna61Noch keine Bewertungen
- Top Tips For Passing STDokument1 SeiteTop Tips For Passing STtuna61Noch keine Bewertungen
- P NumbersDokument16 SeitenP Numberstuna61Noch keine Bewertungen
- Miller TIG HandbookDokument20 SeitenMiller TIG Handbookquiron2010Noch keine Bewertungen
- VT 1Dokument2 SeitenVT 1tuna61Noch keine Bewertungen
- ALC 10029C AlcoTec Technical GuideDokument20 SeitenALC 10029C AlcoTec Technical Guidetuna61Noch keine Bewertungen
- Common GMAW Shielding Gases and Transfer Modes ChartDokument3 SeitenCommon GMAW Shielding Gases and Transfer Modes Charttuna61Noch keine Bewertungen
- Sample Continuity Report PDFDokument1 SeiteSample Continuity Report PDFtuna61Noch keine Bewertungen
- AirgasDokument1 SeiteAirgastuna61Noch keine Bewertungen
- Hastelloy C-2000 Welding Data: General InformationDokument1 SeiteHastelloy C-2000 Welding Data: General Informationtuna61Noch keine Bewertungen
- Tig Welding BookletDokument26 SeitenTig Welding Booklettuna61Noch keine Bewertungen
- Test PlateDokument1 SeiteTest Platetuna61Noch keine Bewertungen
- User Inputs Cost Outputs: Fillet Weld Cost Analysis ToolDokument2 SeitenUser Inputs Cost Outputs: Fillet Weld Cost Analysis Tooltuna61Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Assessment of The Sanitary Conditions of FoodDokument83 SeitenAssessment of The Sanitary Conditions of FoodtebebeNoch keine Bewertungen
- Etienne Gilson - The Christian Philosophy of St. Augustine PDFDokument418 SeitenEtienne Gilson - The Christian Philosophy of St. Augustine PDFMihai Sarbu95% (21)
- Anthroposophy and Eco FascismDokument68 SeitenAnthroposophy and Eco FascismPierre MoineNoch keine Bewertungen
- The Real Case For Aushwitz - Carlo Mattogno PDFDokument692 SeitenThe Real Case For Aushwitz - Carlo Mattogno PDFJordan100% (3)
- February 26 Homework Solutions: Mechanical Engineering 390 Fluid MechanicsDokument6 SeitenFebruary 26 Homework Solutions: Mechanical Engineering 390 Fluid Mechanicsshun84Noch keine Bewertungen
- Detection of Structural Damage in Building Using Changes in Modal Damping Mechanism (2012) - Paper PDFDokument6 SeitenDetection of Structural Damage in Building Using Changes in Modal Damping Mechanism (2012) - Paper PDFJulio Humberto Díaz RondánNoch keine Bewertungen
- Theories and Models of Organizational DevelopmentDokument4 SeitenTheories and Models of Organizational DevelopmentHappy Singh88% (8)
- QC Story TRAINING SLIDEDokument47 SeitenQC Story TRAINING SLIDEDIPAK VINAYAK SHIRBHATE83% (6)
- CRL 1790Dokument3 SeitenCRL 1790nandhus2227Noch keine Bewertungen
- Aliceportman Com Septile SeriesDokument5 SeitenAliceportman Com Septile SeriestratakNoch keine Bewertungen
- Incident Management PDFDokument81 SeitenIncident Management PDFShamshad Ali100% (1)
- Amber 19Dokument960 SeitenAmber 19SubhadeepNoch keine Bewertungen
- Portable Bricks Transfer Conveyor BeltDokument9 SeitenPortable Bricks Transfer Conveyor BeltIJRASETPublicationsNoch keine Bewertungen
- G10 Q3 PPT3Dokument20 SeitenG10 Q3 PPT3Ma. Shiela Mira NarceNoch keine Bewertungen
- Political OrganizationDokument12 SeitenPolitical Organizationrizalyn alegre0% (1)
- Landscapes of Emotion 1991Dokument346 SeitenLandscapes of Emotion 1991Rachmad AdilaNoch keine Bewertungen
- Listening Cd1Dokument7 SeitenListening Cd1Iulian Teodor0% (1)
- 2 Literature ReviewDokument15 Seiten2 Literature ReviewstuartwwNoch keine Bewertungen
- COMSATS University Pakistan Studies Industrial Sector Challenges ProjectDokument3 SeitenCOMSATS University Pakistan Studies Industrial Sector Challenges ProjectLaiba KhanNoch keine Bewertungen
- ManualDokument572 SeitenManualjoejunkisNoch keine Bewertungen
- Purpose Meaning MeaninginlifeDokument2 SeitenPurpose Meaning MeaninginlifeTaufik GeodetikNoch keine Bewertungen
- Stock Verification Report For Library Including Department LibraryDokument2 SeitenStock Verification Report For Library Including Department Librarymskumar_me100% (1)
- SOFTWARE ARCHITECTURE DOCUMENT-OnlineCateringService Sample ExampleDokument10 SeitenSOFTWARE ARCHITECTURE DOCUMENT-OnlineCateringService Sample ExampleMehwish HussainNoch keine Bewertungen
- MaterialDokument2 SeitenMaterialPhạm TuyểnNoch keine Bewertungen
- Session 1 - Introduction To HIP 2017Dokument18 SeitenSession 1 - Introduction To HIP 2017teachernizz100% (3)
- Environtment Factor - Light Rev Asr 130918Dokument60 SeitenEnvirontment Factor - Light Rev Asr 130918Irvan MahmudiNoch keine Bewertungen
- Virtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce ADokument11 SeitenVirtual Image.: 1 (A) Fig. 8.1 Is A Ray Diagram of A Convex Lens Being Used As A Magnifying Glass To Produce AahmedNoch keine Bewertungen
- C Programming Viva Questions for InterviewsDokument5 SeitenC Programming Viva Questions for InterviewsParandaman Sampathkumar SNoch keine Bewertungen
- C QuestionsDokument6 SeitenC QuestionsRanjith RanjithNoch keine Bewertungen