Das könnte Ihnen auch gefallen
- Teaching Lean Construction: Pontifical Catholic University of Peru Training Course in Lean Project & Construction ManagementDokument9 SeitenTeaching Lean Construction: Pontifical Catholic University of Peru Training Course in Lean Project & Construction ManagementArifaniRakhmaPutriNoch keine Bewertungen
- Classroom Training Strategies To Strengthen The Hotbed of Research in ArchitectureDokument9 SeitenClassroom Training Strategies To Strengthen The Hotbed of Research in ArchitectureJorge MarioNoch keine Bewertungen
- SE Manual 2023Dokument61 SeitenSE Manual 2023pp2121489Noch keine Bewertungen
- Lab Experiment No.1: Conduct Feasibility Study For College Website Content Management SystemDokument4 SeitenLab Experiment No.1: Conduct Feasibility Study For College Website Content Management SystemPardeep SinghNoch keine Bewertungen
- Value EngineeringDokument8 SeitenValue Engineeringparag_mitNoch keine Bewertungen
- Practical: 1: Dr. Subhash Technical CampusDokument58 SeitenPractical: 1: Dr. Subhash Technical CampusDhruvi MandaviyaNoch keine Bewertungen
- Systems Engineering: Systems Engineering Is An Interdisciplinary Field of Engineering That Focuses On HowDokument14 SeitenSystems Engineering: Systems Engineering Is An Interdisciplinary Field of Engineering That Focuses On HowBraylynBarracaNoch keine Bewertungen
- Term Paper - Value EngineeringDokument18 SeitenTerm Paper - Value Engineeringanon_992107504Noch keine Bewertungen
- Hciu AssignmentDokument74 SeitenHciu AssignmentAakash Bathla50% (2)
- Final HciuDokument142 SeitenFinal HciuAakash BathlaNoch keine Bewertungen
- Assignment: Name: P. VaishnaviDokument16 SeitenAssignment: Name: P. Vaishnavivaishnavi_mscmbaNoch keine Bewertungen
- Bachelor Thesis HFT StuttgartDokument5 SeitenBachelor Thesis HFT StuttgartSimar Neasy100% (1)
- MDU B.tech Computer Science 7th Sem SyllabusDokument7 SeitenMDU B.tech Computer Science 7th Sem SyllabusManjeet RanaNoch keine Bewertungen
- Value EngineeringDokument23 SeitenValue EngineeringSomesh Kumar100% (2)
- Value Engineering: SAVE InternationalDokument7 SeitenValue Engineering: SAVE InternationalSadaf NazNoch keine Bewertungen
- Quality Function Deployment (QFD) PDFDokument28 SeitenQuality Function Deployment (QFD) PDFIlman FaiqNoch keine Bewertungen
- 4th YearDokument29 Seiten4th YearShubham JainNoch keine Bewertungen
- Value EngineeringDokument35 SeitenValue EngineeringAshutosh Sharma100% (6)
- Operations ManagementDokument35 SeitenOperations ManagementVimukthi Adithya75% (4)
- University of MauritiusDokument6 SeitenUniversity of MauritiusAtish KissoonNoch keine Bewertungen
- Y.P.Sreedevi: Software Development Life CycleDokument23 SeitenY.P.Sreedevi: Software Development Life Cyclevictorj63Noch keine Bewertungen
- The RIGHT Model For Continuous Experimentation: A, B A A, CDokument43 SeitenThe RIGHT Model For Continuous Experimentation: A, B A A, CMark Joseph BalaresNoch keine Bewertungen
- Value Engineering & Value AnalysisDokument49 SeitenValue Engineering & Value AnalysisFaran ShaikhNoch keine Bewertungen
- Chapter 3Dokument5 SeitenChapter 3Gunasegarran MagadevanNoch keine Bewertungen
- What Is VE? Value Engineering and Its BenefitsDokument4 SeitenWhat Is VE? Value Engineering and Its BenefitsViola Aiko MatibagNoch keine Bewertungen
- CHME 4050 - Bioengineering DesignDokument10 SeitenCHME 4050 - Bioengineering DesignMarioNoch keine Bewertungen
- Value EngineeringDokument7 SeitenValue Engineeringpremsai555Noch keine Bewertungen
- SPM Unit 2&3Dokument62 SeitenSPM Unit 2&3subramanyam62Noch keine Bewertungen
- Solved QNA 2074 SEDokument8 SeitenSolved QNA 2074 SEDeepak OliNoch keine Bewertungen
- Manufacturing Facilities Design & Material Handling: Sixth EditionVon EverandManufacturing Facilities Design & Material Handling: Sixth EditionNoch keine Bewertungen
- Elementary Quality Assurance ToolsDokument19 SeitenElementary Quality Assurance ToolsignaunaqNoch keine Bewertungen
- Agile Project Management ApproachDokument9 SeitenAgile Project Management ApproachpapimorokaNoch keine Bewertungen
- Chapter 4 PPT Content UpdatedDokument18 SeitenChapter 4 PPT Content UpdatedLD GentelisoNoch keine Bewertungen
- VillegasRobioloJE FV PDFDokument19 SeitenVillegasRobioloJE FV PDFGGNoch keine Bewertungen
- 7th SemisterDokument12 Seiten7th SemisterRishi SangalNoch keine Bewertungen
- 1576513629Dokument11 Seiten1576513629Alex WatsonNoch keine Bewertungen
- 1576513629Dokument11 Seiten1576513629Alex WatsonNoch keine Bewertungen
- Value EngineeringDokument7 SeitenValue EngineeringRuwan Madhushanka100% (1)
- Comparative Analysis of Different Agile Methodologies-1178 PDFDokument5 SeitenComparative Analysis of Different Agile Methodologies-1178 PDFpruevaNoch keine Bewertungen
- Murdoch University Bsc203 Introduction To Ict Research Methods Project Management PortfolioDokument11 SeitenMurdoch University Bsc203 Introduction To Ict Research Methods Project Management PortfolioKeyur NanduNoch keine Bewertungen
- Value Engineering & Value Management: NTK LokuliyanaDokument32 SeitenValue Engineering & Value Management: NTK LokuliyanaSujani MaarasingheNoch keine Bewertungen
- Che 184 BDokument4 SeitenChe 184 BzarceloNoch keine Bewertungen
- International Journal of Computational Engineering Research (IJCER)Dokument7 SeitenInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)Noch keine Bewertungen
- Prestonuniversity: Software Project ManagementDokument7 SeitenPrestonuniversity: Software Project ManagementAbdul BakiNoch keine Bewertungen
- Project Management MCQsDokument5 SeitenProject Management MCQsLalit SinghNoch keine Bewertungen
- TSP Symposium 2012 Proceedings: November 2012Dokument100 SeitenTSP Symposium 2012 Proceedings: November 2012Software Engineering Institute PublicationsNoch keine Bewertungen
- Management of Time Uncertainty in AgileDokument12 SeitenManagement of Time Uncertainty in AgileijseaNoch keine Bewertungen
- "Time Table Management System": Project Report OnDokument24 Seiten"Time Table Management System": Project Report OnNITIN RAJ75% (8)
- Exercise 5 Slides 2Dokument27 SeitenExercise 5 Slides 2UmarNoch keine Bewertungen
- "Routine Management System": Project Report OnDokument26 Seiten"Routine Management System": Project Report OnSonali AnandNoch keine Bewertungen
- Virtual Product Development Within A Fourth Year Option in The Mechanical Engineering CurriculumDokument10 SeitenVirtual Product Development Within A Fourth Year Option in The Mechanical Engineering CurriculumzazaNoch keine Bewertungen
- What Is Waterfall Project ManagementDokument8 SeitenWhat Is Waterfall Project ManagementDaisy Joyce Torres100% (1)
- Welcome: in A Few WordsDokument11 SeitenWelcome: in A Few WordsSasiKumar PetchiappanNoch keine Bewertungen
- TIME Table SchdulingDokument40 SeitenTIME Table SchdulingAina Israel OluwasholaNoch keine Bewertungen
- AUP - Raman RamsinDokument17 SeitenAUP - Raman RamsinLuis Levano AcostaNoch keine Bewertungen
- 1 SoftwareEngineeringandBestPracticesDokument30 Seiten1 SoftwareEngineeringandBestPracticesvickram_chandu9526Noch keine Bewertungen
- Week 17-Animal NutritionDokument18 SeitenWeek 17-Animal NutritionEugine Paul RamboyonNoch keine Bewertungen
- Engineer Noor Ahmad CVDokument5 SeitenEngineer Noor Ahmad CVSayed WafiNoch keine Bewertungen
- Q2 Module 2 CESC WEEK 2Dokument17 SeitenQ2 Module 2 CESC WEEK 2rectojhon7100% (1)
- 556pm 42.epra Journals-5691Dokument4 Seiten556pm 42.epra Journals-5691Nabila AyeshaNoch keine Bewertungen
- Complete Governmental Structure of PakistanDokument6 SeitenComplete Governmental Structure of PakistanYa seen khan0% (1)
- VM PDFDokument4 SeitenVM PDFTembre Rueda RaúlNoch keine Bewertungen
- Level of Life Skills Dev 5Dokument59 SeitenLevel of Life Skills Dev 5MJ BotorNoch keine Bewertungen
- Bank Soal LettersDokument17 SeitenBank Soal Lettersderoo_wahidahNoch keine Bewertungen
- Webdynpro ResumeDokument4 SeitenWebdynpro ResumeAmarnath ReddyNoch keine Bewertungen
- Response LTR 13 330 VielmettiDokument2 SeitenResponse LTR 13 330 VielmettiAnn Arbor Government DocumentsNoch keine Bewertungen
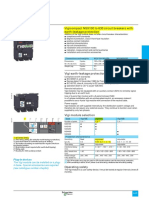
- Vigi Module Selection PDFDokument1 SeiteVigi Module Selection PDFrt1973Noch keine Bewertungen
- MSA & Destructive TestDokument4 SeitenMSA & Destructive Testanon_902607157100% (1)
- Application Rebuilding Kits: Kit BulletinDokument2 SeitenApplication Rebuilding Kits: Kit Bulletinhidraulic100% (1)
- ACCOUNTS Foundation Paper1Dokument336 SeitenACCOUNTS Foundation Paper1mukni613324100% (1)
- Treatment of Textile Effluents by Low Cost Agricultural Wastes Batch Biosorption Study PDFDokument6 SeitenTreatment of Textile Effluents by Low Cost Agricultural Wastes Batch Biosorption Study PDFimran24Noch keine Bewertungen
- Types of Foundation and Their Uses in Building ConstructionDokument4 SeitenTypes of Foundation and Their Uses in Building ConstructionCraig MNoch keine Bewertungen
- Parts Price ListDokument5.325 SeitenParts Price ListAlva100% (1)
- DPS Ibak en PDFDokument9 SeitenDPS Ibak en PDFjsenadNoch keine Bewertungen
- Tutorial 1 Process Heat TransferDokument4 SeitenTutorial 1 Process Heat TransferSuraya JohariNoch keine Bewertungen
- Moeller Vol07 - Tab02 Signal Tower PDFDokument46 SeitenMoeller Vol07 - Tab02 Signal Tower PDFArga WahyumiantoNoch keine Bewertungen
- Lab - Report: Experiment NoDokument6 SeitenLab - Report: Experiment NoRedwan AhmedNoch keine Bewertungen
- Gabuyer Oct13Dokument72 SeitenGabuyer Oct13William Rios0% (1)
- Trigger: Business Process Procedure OverviewDokument11 SeitenTrigger: Business Process Procedure Overviewcalalitbajaj100% (1)
- HACCP Coconuts 2019Dokument83 SeitenHACCP Coconuts 2019Phạm Hồng Ngân100% (4)
- Ch-3 BUFFETDokument9 SeitenCh-3 BUFFETJanith prakash567Noch keine Bewertungen
- Legal Framework of Industrial RelationsDokument18 SeitenLegal Framework of Industrial Relationsdeepu0787Noch keine Bewertungen
- DefinitionDokument6 SeitenDefinitionRatul HasanNoch keine Bewertungen
- 00 Saip 76Dokument10 Seiten00 Saip 76John BuntalesNoch keine Bewertungen
- Irazu EULA AgreementDokument7 SeitenIrazu EULA AgreementLiqiang HeNoch keine Bewertungen
- Salumber ProjectDokument103 SeitenSalumber ProjectVandhana RajasekaranNoch keine Bewertungen