Das könnte Ihnen auch gefallen
- Defectos PinturaDokument3 SeitenDefectos PinturaJANO100% (2)
- Aws D1.1 Tabla6.1Dokument2 SeitenAws D1.1 Tabla6.1Santiago Velez Manrique100% (1)
- 002 - Analisis de Sales en El Abrasivo Por Conductividad-pps-Azoler-08.06Dokument1 Seite002 - Analisis de Sales en El Abrasivo Por Conductividad-pps-Azoler-08.06Erik Jhonattan Jara YpanaqueNoch keine Bewertungen
- Criterios de Aceptacion API 1104Dokument1 SeiteCriterios de Aceptacion API 1104Anthony PozoNoch keine Bewertungen
- Codigos EstandaresDokument15 SeitenCodigos EstandaresEvilson Gómez Marín100% (1)
- Artículo 6Dokument5 SeitenArtículo 6Jaime AcevedoNoch keine Bewertungen
- TIZADODokument2 SeitenTIZADOPeter CallánNoch keine Bewertungen
- I-10 Preparación de SuperficiesDokument3 SeitenI-10 Preparación de SuperficiesJonathan GSNoch keine Bewertungen
- Registro de PinturaDokument2 SeitenRegistro de PinturaBrayanRojasNoch keine Bewertungen
- HDS Crick 110Dokument12 SeitenHDS Crick 110Nathalia Garay Cisternas100% (1)
- Aws D1.5 PDFDokument13 SeitenAws D1.5 PDFsergioNoch keine Bewertungen
- Pam Ec 20 PRC 016 2Dokument5 SeitenPam Ec 20 PRC 016 2gaboac88Noch keine Bewertungen
- HT - Bonn Zimet 76 Tipo IIIDokument2 SeitenHT - Bonn Zimet 76 Tipo IIIMoises Abraham Vasques Dias100% (1)
- FS Granalla Angular G25Dokument4 SeitenFS Granalla Angular G25williamNoch keine Bewertungen
- Prueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Dokument3 SeitenPrueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Edwin Ronald ChukeNoch keine Bewertungen
- 2 Inspección VisualDokument12 Seiten2 Inspección VisualWaldomiroCanoNoch keine Bewertungen
- FT Z 02004 Zinc Clad IVDokument4 SeitenFT Z 02004 Zinc Clad IVmanosesNoch keine Bewertungen
- Como Soldar Bridads SliponDokument5 SeitenComo Soldar Bridads SliponAlexandro Jaimes MoralesNoch keine Bewertungen
- Anypol 100 Resina Poliester Uso General Ficha TecnicaDokument2 SeitenAnypol 100 Resina Poliester Uso General Ficha Tecnicacharles hernanNoch keine Bewertungen
- Certificado calidad electrodo soldadura aceroDokument1 SeiteCertificado calidad electrodo soldadura aceroJose Montenegro SotoNoch keine Bewertungen
- Procedimiento de Resane de PinturaDokument9 SeitenProcedimiento de Resane de PinturachesporaneoNoch keine Bewertungen
- Sumadur FC HS PDFDokument2 SeitenSumadur FC HS PDFsidneidecarvalhoNoch keine Bewertungen
- Sigmacover 280Dokument6 SeitenSigmacover 280Peter Callán Zapata100% (1)
- Indi-Vt-001-22 - Procedimiento VT Api650 - 2022Dokument12 SeitenIndi-Vt-001-22 - Procedimiento VT Api650 - 2022Wilians Rosales ChavezNoch keine Bewertungen
- 02070-GEN-MET-SPE-003 - 02 Pintado PipingDokument44 Seiten02070-GEN-MET-SPE-003 - 02 Pintado PipingJose C. Melendez100% (1)
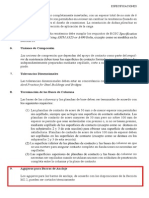
- Especificaciones para uniones de acero en construcciónDokument1 SeiteEspecificaciones para uniones de acero en construcciónPROYECTOMSNoch keine Bewertungen
- HDS DiluyenteDokument4 SeitenHDS Diluyentefclp16Noch keine Bewertungen
- Sumaterm 550 HsDokument3 SeitenSumaterm 550 HsJohann Alexander Caballero Bohorquez100% (1)
- SMAW Aceros al Carbono y Baja Aleación E7018-A1Dokument1 SeiteSMAW Aceros al Carbono y Baja Aleación E7018-A1ricardodelatorreNoch keine Bewertungen
- Promastic 89 MP 1Dokument2 SeitenPromastic 89 MP 1David Chuquijajas ChuquilinNoch keine Bewertungen
- Tigfil St6 ER70S6Dokument1 SeiteTigfil St6 ER70S6Leonardo Leo0% (1)
- FM751.14 Tintas PenetrantesDokument2 SeitenFM751.14 Tintas PenetrantesMuñoz EstebanNoch keine Bewertungen
- Jet Zinc I-760Dokument2 SeitenJet Zinc I-760Jules AgNoch keine Bewertungen
- VIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Dokument4 SeitenVIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Hector ChiroqueNoch keine Bewertungen
- Normas de torque para uniones estructuralesDokument4 SeitenNormas de torque para uniones estructuralesGerman Leyva De la CruzNoch keine Bewertungen
- CERTIFICADO-CALIDAD-CELLOCORD-AP-3.25MMDokument1 SeiteCERTIFICADO-CALIDAD-CELLOCORD-AP-3.25MMJose Montenegro SotoNoch keine Bewertungen
- Jet Zinc Organic 850 PDFDokument2 SeitenJet Zinc Organic 850 PDFFCTNoch keine Bewertungen
- Inspección Del AceroDokument2 SeitenInspección Del Acerodante100% (1)
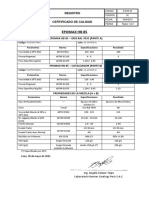
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDokument1 SeiteEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruNoch keine Bewertungen
- EN-P-03 Inspección Con Líquidos Penetrantes PDFDokument16 SeitenEN-P-03 Inspección Con Líquidos Penetrantes PDFCamilo GonzalezNoch keine Bewertungen
- GALGAS MEDICIÓN SOLDADURADokument7 SeitenGALGAS MEDICIÓN SOLDADURAMichael SaldañaNoch keine Bewertungen
- Procedimiento de Inspeccion VisualDokument6 SeitenProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesNoch keine Bewertungen
- HT Aurozinc 100 HSDokument3 SeitenHT Aurozinc 100 HSIQCALLANNoch keine Bewertungen
- Dossier de Fabricacion-Tanques y ConstruccionesDokument74 SeitenDossier de Fabricacion-Tanques y ConstruccionesJavier Enrique CruzNoch keine Bewertungen
- Inspeccion Visual de EstructurasDokument5 SeitenInspeccion Visual de EstructurasLuis Orlando Perez PerezNoch keine Bewertungen
- Ensayo de Bresle para detección de sales en aceroDokument3 SeitenEnsayo de Bresle para detección de sales en aceroarturo avilaNoch keine Bewertungen
- Informe de Liquidos PenetrantesDokument12 SeitenInforme de Liquidos PenetrantesHugo HchNoch keine Bewertungen
- Continuacion API 650 Rev. 01Dokument3 SeitenContinuacion API 650 Rev. 01Anonymous fBIEWgmRzNoch keine Bewertungen
- HT Auromastic 90 HR Rev.03Dokument3 SeitenHT Auromastic 90 HR Rev.03Brayan Silva Robles100% (1)
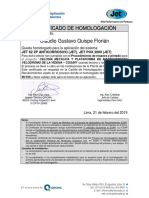
- Certificado de Homologacion-J62zp - Jp2000-Claudio QuispeDokument1 SeiteCertificado de Homologacion-J62zp - Jp2000-Claudio QuispeLuis Alexander Cristobal Ubaldo100% (1)
- Norma SSPC PA2 Espesores en SecoDokument3 SeitenNorma SSPC PA2 Espesores en SecoLau Mora EsquivelNoch keine Bewertungen
- Limcoln Electric - Grinox 29 - CertificadoDokument1 SeiteLimcoln Electric - Grinox 29 - CertificadoPPRINANoch keine Bewertungen
- 04 Procedimiento Limpieza y Pintura de Tuberia 10 Pulgadas SCH 50 - Consorcion Santa RosaDokument13 Seiten04 Procedimiento Limpieza y Pintura de Tuberia 10 Pulgadas SCH 50 - Consorcion Santa RosaJuan Bautista Rojas VillegasNoch keine Bewertungen
- ASTM E 165E165M - 18.en - EsDokument35 SeitenASTM E 165E165M - 18.en - EsMartin BarriosNoch keine Bewertungen
- Registro de Prueba Pull Off RevDokument1 SeiteRegistro de Prueba Pull Off RevCarlos Guallichico100% (1)
- Procedimiento de Inspeccion VisualDokument6 SeitenProcedimiento de Inspeccion VisualJonathan Espinoza MejiaNoch keine Bewertungen
- Pr-Ac-13 Inspeccion VisualDokument8 SeitenPr-Ac-13 Inspeccion VisualjoseNoch keine Bewertungen
- Criterios de Aceptacion IV API 1104Dokument8 SeitenCriterios de Aceptacion IV API 1104Nicholas Smith100% (3)
- Criterios de Inspección VisualDokument8 SeitenCriterios de Inspección VisualJuan Eduardo JeRicoNoch keine Bewertungen
- Procedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Dokument11 SeitenProcedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Maldonado DarioNoch keine Bewertungen
- I-14 Cuidados en Propiedad Del ClienteDokument1 SeiteI-14 Cuidados en Propiedad Del ClienteJonathan GSNoch keine Bewertungen
- Instructivo sobre tamaños mínimos de catetos y gargantas en soldadurasDokument1 SeiteInstructivo sobre tamaños mínimos de catetos y gargantas en soldadurasJonathan GS100% (3)
- FLU-01 Cuidados en La Propiedad Del Cliente v0 OPCION 1Dokument1 SeiteFLU-01 Cuidados en La Propiedad Del Cliente v0 OPCION 1Jonathan GSNoch keine Bewertungen
- I 13 TrazabilidadDokument1 SeiteI 13 TrazabilidadJonathan GSNoch keine Bewertungen
- I-04 Diseño de JuntasDokument6 SeitenI-04 Diseño de JuntasJonathan GSNoch keine Bewertungen
- I-10 Preparación de SuperficiesDokument3 SeitenI-10 Preparación de SuperficiesJonathan GSNoch keine Bewertungen
- I-12 Medicion de Espesor de Película SecaDokument2 SeitenI-12 Medicion de Espesor de Película SecaJonathan GS75% (8)
- I 13 TrazabilidadDokument1 SeiteI 13 TrazabilidadJonathan GSNoch keine Bewertungen
- I 13 TrazabilidadDokument1 SeiteI 13 TrazabilidadJonathan GSNoch keine Bewertungen
- Inspección por tintes penetrantesDokument4 SeitenInspección por tintes penetrantesJonathan GSNoch keine Bewertungen
- I-11 Medición de Espesor de Película HúmedaDokument2 SeitenI-11 Medición de Espesor de Película HúmedaJonathan GS80% (5)
- I-03 Arranque Mesa de CorteDokument6 SeitenI-03 Arranque Mesa de CorteJonathan GSNoch keine Bewertungen
- I-09 Limpieza de Aceites y GrasasDokument1 SeiteI-09 Limpieza de Aceites y GrasasJonathan GSNoch keine Bewertungen
- I-04 Diseño de JuntasDokument6 SeitenI-04 Diseño de JuntasJonathan GSNoch keine Bewertungen
- I-04 Diseño de JuntasDokument6 SeitenI-04 Diseño de JuntasJonathan GSNoch keine Bewertungen
- I-04 Diseño de JuntasDokument6 SeitenI-04 Diseño de JuntasJonathan GSNoch keine Bewertungen
- M-03 Plan de CalidadDokument1 SeiteM-03 Plan de CalidadJonathan GSNoch keine Bewertungen
- I-01 Recepción de AceroDokument3 SeitenI-01 Recepción de AceroJonathan GSNoch keine Bewertungen
- F-01 Especificaciones Del Producto (O Servicio) Ideal v0Dokument3 SeitenF-01 Especificaciones Del Producto (O Servicio) Ideal v0Jonathan GSNoch keine Bewertungen
- M-02-F-02 Evaluación Interna Del Personal - 360 v0Dokument1 SeiteM-02-F-02 Evaluación Interna Del Personal - 360 v0Jonathan GSNoch keine Bewertungen
- I-02 Calibración de WinchasDokument2 SeitenI-02 Calibración de WinchasJonathan GSNoch keine Bewertungen
- M-01-F-01 Mapa de Procesos Macro v0Dokument1 SeiteM-01-F-01 Mapa de Procesos Macro v0Jonathan GSNoch keine Bewertungen
- PETSExcavacion y Relleno Con Retroexcavadora-ExcavadoraDokument9 SeitenPETSExcavacion y Relleno Con Retroexcavadora-ExcavadoraRonald RNoch keine Bewertungen
- Actividades - Conecta Empleo Examen 3Dokument6 SeitenActividades - Conecta Empleo Examen 3José Antonio Castillo Villanes100% (1)
- MypesDokument17 SeitenMypesFlorMaricheli Guerrero CeballosNoch keine Bewertungen
- Funciones Definidas Por El UsuarioDokument10 SeitenFunciones Definidas Por El UsuarioYARIAND ANTHONY SANTOS BARRIOSNoch keine Bewertungen
- Liderazgo AutoritarioDokument5 SeitenLiderazgo AutoritarioErick Jair Correa CobeñasNoch keine Bewertungen
- Plan de prevención y mitigación de impactos ambientales durante la construcción de víaDokument16 SeitenPlan de prevención y mitigación de impactos ambientales durante la construcción de víaJuan Carlos100% (1)
- FortiManager 7.4 Administrator Study Guide-EspañolDokument327 SeitenFortiManager 7.4 Administrator Study Guide-EspañolLeonardo Baigorri100% (1)
- Diagnostico Del Mip en Finca Hamburgo S.A. 2018Dokument65 SeitenDiagnostico Del Mip en Finca Hamburgo S.A. 2018Torres Obed Ruben50% (2)
- Declaración Viena Delincuencia JusticiaDokument6 SeitenDeclaración Viena Delincuencia JusticiaCarlos Muerte GonzalezNoch keine Bewertungen
- Políticas PúblicasDokument6 SeitenPolíticas PúblicasragilNoch keine Bewertungen
- Responsabilidades exgobernador regional obras hídricasDokument3 SeitenResponsabilidades exgobernador regional obras hídricasDaniel Robles ReyesNoch keine Bewertungen
- Archivo AdministrativoDokument7 SeitenArchivo AdministrativoAdriana RonderosNoch keine Bewertungen
- Analisis TQCDokument4 SeitenAnalisis TQCDaniel CatacheNoch keine Bewertungen
- Mejora servicio agua riego AngasmarcaDokument2 SeitenMejora servicio agua riego AngasmarcarenzoNoch keine Bewertungen
- Obligacion de Informar - Odi Mina GeneralDokument1 SeiteObligacion de Informar - Odi Mina Generaloscar telloNoch keine Bewertungen
- Nota 1 Economia TransDokument7 SeitenNota 1 Economia TransEdgar Simbaña100% (1)
- Tecnología en construcción: El salarioDokument41 SeitenTecnología en construcción: El salarioArist MartinNoch keine Bewertungen
- Mapa Conceptual Induccion A La EmpresaDokument2 SeitenMapa Conceptual Induccion A La Empresacarlos riveraNoch keine Bewertungen
- Cuestionario 1 - Cap 6Dokument4 SeitenCuestionario 1 - Cap 6Liseyka NicholsonNoch keine Bewertungen
- 2 Informe Latinoamericano de Seguridad Vial. Vias y Vehiculos Seguros.Dokument13 Seiten2 Informe Latinoamericano de Seguridad Vial. Vias y Vehiculos Seguros.Genry MercadoNoch keine Bewertungen
- Casos Acreedores y Documentos Por PagarDokument2 SeitenCasos Acreedores y Documentos Por PagarLuis Hernandes20% (5)
- Accidente Mortal de Un Señor Maestro de ObraDokument2 SeitenAccidente Mortal de Un Señor Maestro de ObraViviana R unick academyNoch keine Bewertungen
- Tema 4 GPI Jesus EscalonaDokument18 SeitenTema 4 GPI Jesus Escalonacodes luisNoch keine Bewertungen
- Sistemas Eléctricos de Potencia: Ingeniería en ElectromecánicaDokument7 SeitenSistemas Eléctricos de Potencia: Ingeniería en ElectromecánicaAna MarreroNoch keine Bewertungen
- Carta de Poder Menor UsaDokument2 SeitenCarta de Poder Menor UsaGaspar ChiyalNoch keine Bewertungen
- Puertos de PanamaDokument2 SeitenPuertos de PanamaMahislym Sands AtencioNoch keine Bewertungen
- Paso 2 - Grupo - 101047159 - 28Dokument24 SeitenPaso 2 - Grupo - 101047159 - 28steveduff1983Noch keine Bewertungen
- Homologacion CIIUDokument24 SeitenHomologacion CIIUALEJANDRA PALACIONoch keine Bewertungen
- Tipos de CampañasDokument31 SeitenTipos de CampañasAlee Dici100% (1)
- Los Toxicos Trabajo Final 3ra UnidadDokument16 SeitenLos Toxicos Trabajo Final 3ra UnidadJOSE RODRIGO JIMENEZ VALDIVIANoch keine Bewertungen